















R&D Update: Sheet hydroforming
Part I: Processes and tooling

SHF can provide:
- Low tooling cost.
- Improved part properties after forming, such as dent resistance and energy absorption.
- The excellent surface finish because there is no metal-to-metal concat on the exterior panels.
SHF uses a punch and a pressure pot (SHF-P) or a female die (SHF-D), depending on the male or the female die that has the shape to be formed.
SHF-P
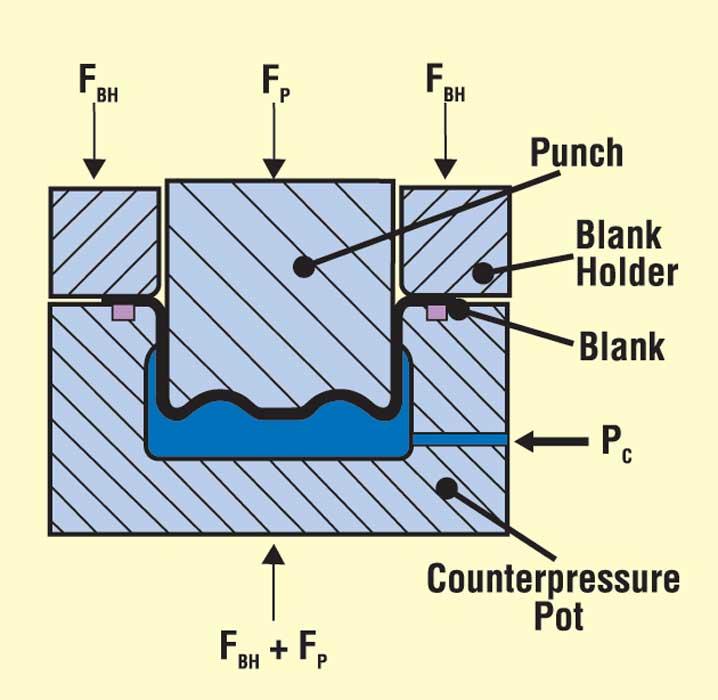
In SHF-P, the sheet is deep-drawn against a counterpressure in a pot container rather than a female die in a regular stamping operation (see Figure 1 ). The medium in the pressure pot can be either passive (pressure generated by the incompressibility of the medium during the forward stroke of the punch) or active (pressure generated by an external pump or accumulator).
During SHF-P, fluid pressure acting acting on the sheet increases the frictional force at the sheet/punch interface, which leads to a draw-in of the material from the flange and less thinning in the formed part. The counter pressure also help to suppress the formation of secondary wrinkles in the side wall.
SHF-D
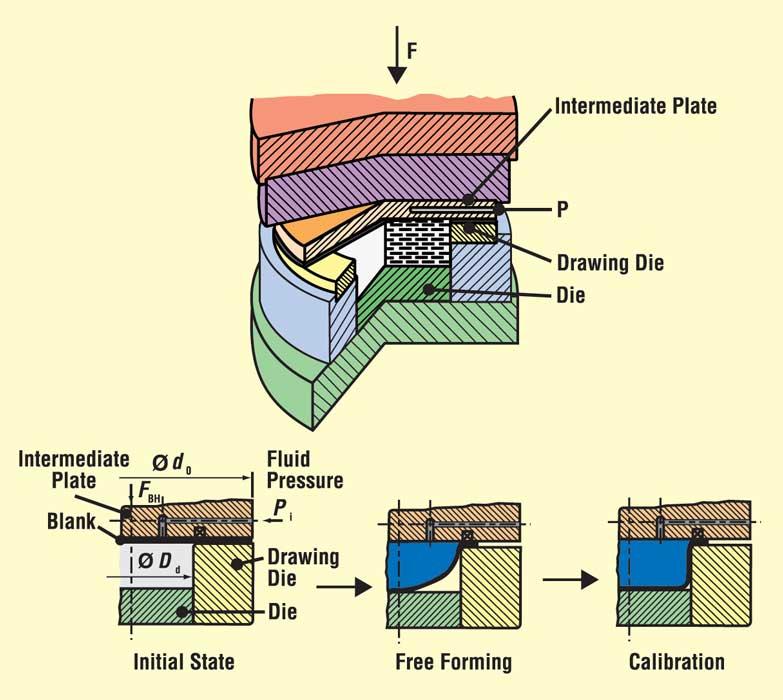
In SHF-D, the sheet is formed against a female die by the hydraulic pressure of the fluid (see Figure 2 ). The forming operation can be divided into two phrases:
- Free forming, during which the sheet bulges freely in the die cavity until it initiates contact with the die. This introduces uniform strain distribution through the sheet, which uses the material’s formability effectively as compared to the conventional stamping process, in which deformation is localized in the sheet at the punch corner radius. In addition, the dent resistance of the hydroformed part is increased compared to a conventionally stamped part.
- Calibration of the sheet against the die cavity to obtain the desired geometry and corner radii.
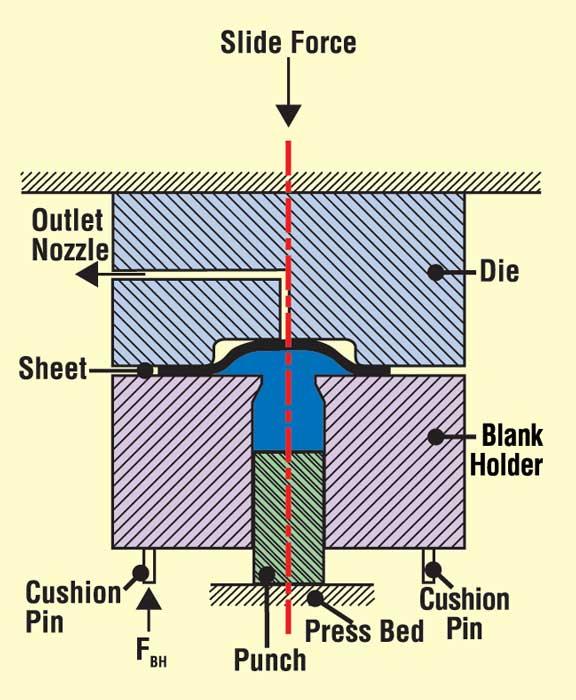
The stationary punch is mounted on the press bed, while the blank holder rests on the cushion pins, and the die is mounted on the press ram. The pressurizing medium required to generate the pressure is placed in the cavity formed by the punch and the blank holder at the topmost position.
Initially the sheet is placed on the blank holder. The upper die moves down and clamps the sheet against the blank holder.After the sheet is clamped, further movement of the upper die results in movement of the blank holder relative to the stationary punch. This relative motion results in compression of the pressurizing medium between the sheet and punch
Because the pressurizing medium does not compress, pressure is generated to act on the sheet. Thus, by pure mechanical motion in a conventional press, sheet hydroforming is achieved in the designed tooling.
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

{kind=link}
{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Tips for creating sheet metal tubes with perforations

2
JM Steel triples capacity for solar energy projects at Pennsylvania facility

3
Are two heads better than one in fiber laser cutting?

4
Supporting the metal fabricating industry through FMA

5
Omco Solar opens second Alabama manufacturing facility
