















R&D Update: Springback in stamping, Part III

The first method, modifying tool geometry so that the part conforms to the denied shape after springback, requires iterative refinements during tryouts to meet part tolerances, and trial and error-based compensation is costly and time-consuming.
To save time and money, stampers can minimize springback by using calculations to make minor die modifications. Springback reduction often can be achieved by controlling and modifying blank holder force (BHF).
Controlling Springback With Blank Holder Force
In deep drawing, the amount of material drawn into the die cavity largely determines the formed part quality. An excessive flow of material will cause wrinkling, and insufficient material flow may result in tearing. The blank holder plays an important role in regulating material flow by exerting a predefined blank holder force (BHF). When selected correctly, BHF can reduce part springback. Appropriate BHF can prevent wrinkling and delay tearing in formed parts.
In general, BHF is applied uniformly on the blank holder and held constant during the forming process with nitrogen cylinders. In many cases, past experience through trial and error determines the amount of BHF. Recent research indicates that a BHF profile, which varies in space (over the periphery of the blank holder) and in press stroke, could improve the stamping process by controlling metal flow better.
The introduction of multiple-point cushion technology provides an opportunity to improve material formability by changing the blank holder, binder, and cushion force in space and location and stroke. Four variable blank holder forces profiles are:
- Constant BHF in space and time (conventional)
- BHF constant in space and variable in time
- BHF constant in time and variable in space
- BHF variables in space and time
Selected results of recent research on BHF to reduce sprinback are summarized next.
U-channel Part for USCAR Project
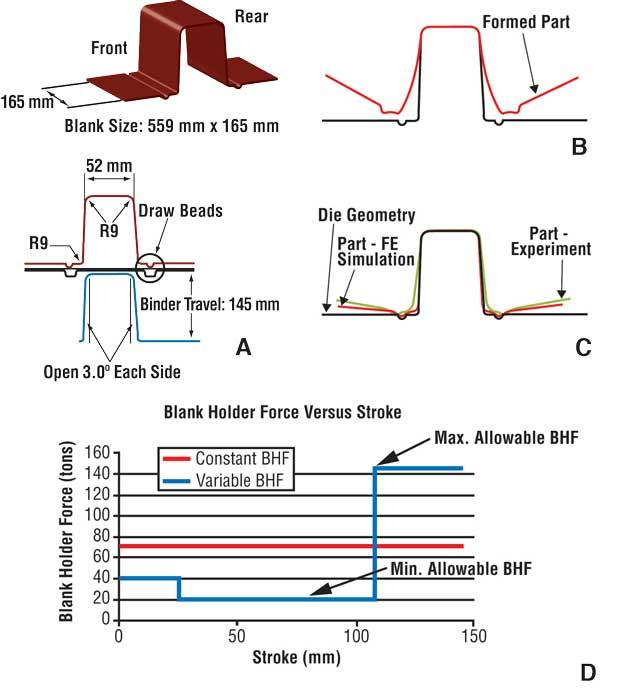
Experiments with variable BHF trajectories on a U-channel part made of mild steel and high-strength (HSS) DP590 steel were conducted at DaimlerChrysler Corp. (see Figure 1A ). Preliminary experiments determined the minimum allowable constant BHF required to maintain the blank holder in contact with the sheet, as well as the maximum allowable constant BHF, which caused sheet tearing toward the end of forming.
Experiments indicated that springback was minimal for variable BHF compared with constant BHF for HSS DP590, as shown in Figure 1B and Figure 1C. Variable BHF trajectories between the minimum and maximum allowable BHF were used (see Figure 1D ). FE simulation results for the U-channel part are shown in Figure 1C. It was observed that springback predicted by FE simulations for variable BHF matched well with experiments for mild steel and HSS material.
Springback Reduction in S-rail Geometry
The ERC/NSM developed an adaptive simulation method coupled with finite element analysis (FEA) of the stamping process, using the commercial FEA code Pam-Stamp 2G®, to predict constant and variable BHF.
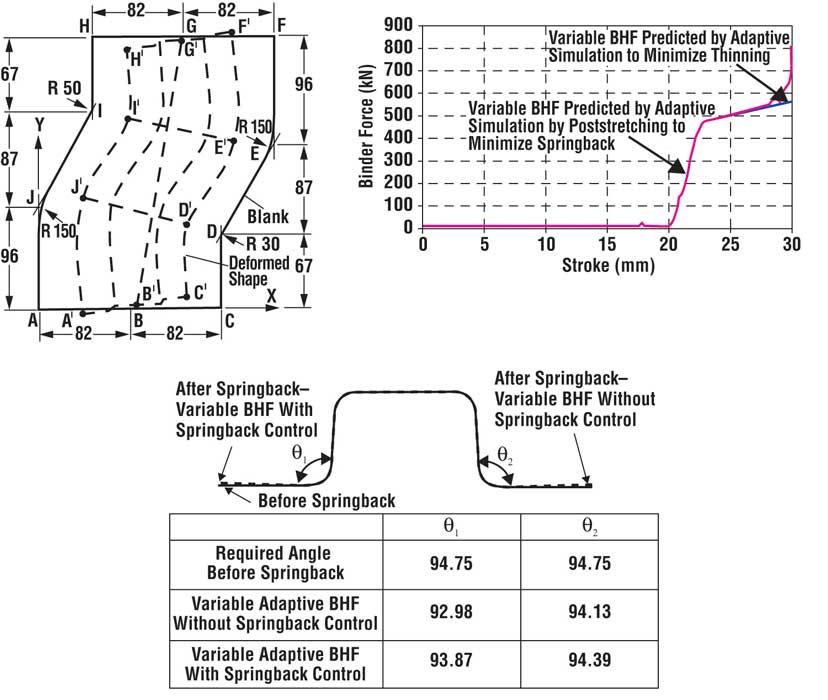
Adaptive simulation is based on the principle that the variable BHF required to suppress wrinkles through-out the stroke will result in a good part. In the simulation, BHF is adjusted during the FE simulation based on wrinkles in the previous step. Side wall and flange wrinkles can be maintained below a desired critical value. To minimize springback, researchers adjusted BHF to reduce the amount of elastic stresses in the deforming material during forming. The technique developed at the ERC/NSM was applied to an S-rail part to minimize thinning and springback, as shown in Figure 2 . Springback was reduced by 40 percent.
These two case studies used a constant in space and variable in time BHF profile. Research currently is being conducted at the ERC/NSM on the remaining two BHF— profiles— constant in time and variable in space and variable in space and time.
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Tips for creating sheet metal tubes with perforations

2
JM Steel triples capacity for solar energy projects at Pennsylvania facility

3
Are two heads better than one in fiber laser cutting?

4
Supporting the metal fabricating industry through FMA

5
Omco Solar opens second Alabama manufacturing facility
