















R&D Update: Warm-forming and magnesium , Part II
Part II: Determining magnesium sheet properties at elevated temperature

Stress conditions in stamping, however, are not uniaxial. Because of the tensile test’s limited representation of the actual state of stress in a real industrial part, it is necessary to obtain material properties under biaxial deformation condition (see Figure 1 ).
Hydraulic Bulge Test
One option for obtaining sheet metal properties biaxially is the room-temperature hydraulic bulge test. This test produces higher strains before necking compared with the tensile test.
The Engineering Research Center for Net Shape Manufacturing (ERC/NSM) of The Ohio State University has been using this test for industrial sponsors to determine material properties (stress-strains curves), as well as incoming sheet quality.
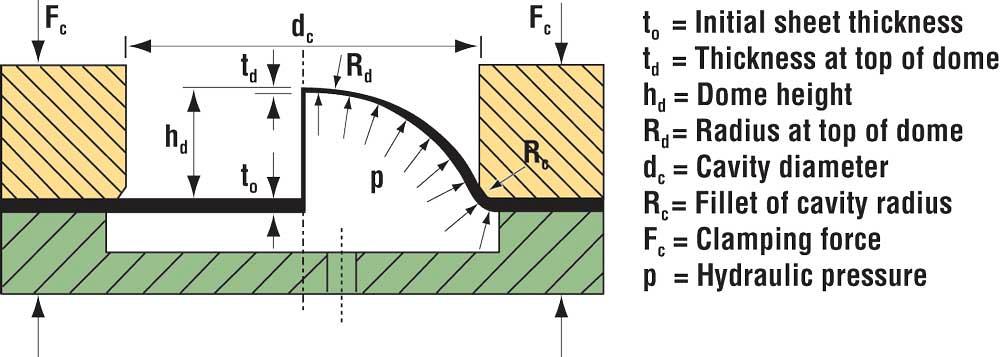
In the hydraulic bulge test (see Figure 2 ), the sheet is clamped between the lower and upper dies. When the fluid in the lower chamber is pressurized, the sheet is bulged into the cavity of the upper dies. The clamping force between the lower and upper dies has to be high enough to prevent the sheet from sliding between the dies.
Often a lock bead is used to prevent the sheet from moving in the clamped region. In this manner, the sheet is only stretched, and no draw-in occurs.
When the deformation of the material exceeds its formability limit, the bulged sheet will fracture. In this test, the deformation is not affected by friction, so the reproducibility of the test results is good.
Because magnesium alloy has little formability at room temperature, it must be formed at elevated temperatures. Therefore, the stress-strain properties also must be determined at warm temperatures, in the range of 150 to 300 degrees C.
Testing on Magnesium Alloy
The properties of magnesium alloys at elevated temperatures have been determined by various researchers around the world. However, information on properties obtained at elevated temperatures under a biaxial state of stress using hydraulic bulge testing is limited.
For this reason, the ERC/NSM conducted elevated-temperature hydraulic bulge test using the tooling available from the Institute for Production Engineering and Forming Machines (PtU) of the University of Darmstadt, Germany. Tests on magnesium sheets from a German manufacturer demonstrated the significant formability increase and the property variations that exist in the incoming sheet.
- Gain experience and observe the difficulties and advantages of using hydraulic bulge test tooling submerged in a heated pressure medium.
- Obtain the flow stress and approximate strain rates of magnesium AZ31-O alloy at various temperatures.
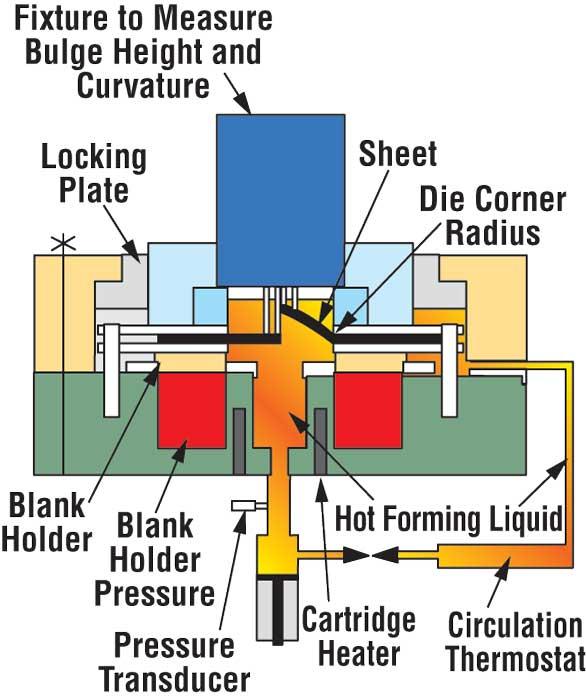
Figure 3 shows the elevated-temperature hydraulic bulge tooling used in the experiments. In this setup the die, the blank holder, and the sheet were submerged in the heated pressure medium. Thus, the temperature variations in the tool and the sheet were reduced.
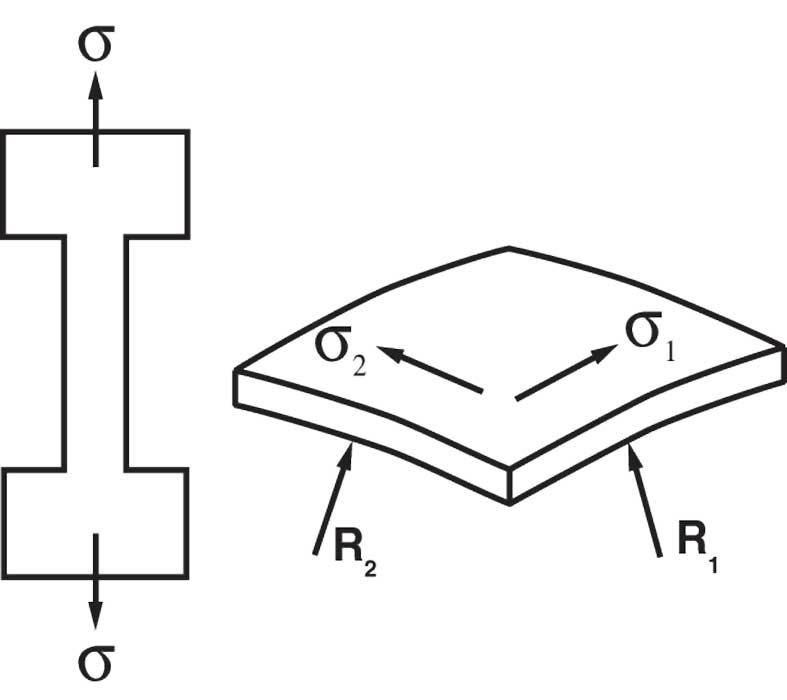
Figure 1
Because of the tensile test’s limited representation
of the actual state of stress in a
real industrial part, it is necessary to obtain
material properties under biaxial deformation
conditions.
The pressure medium was heated via cartridge heaters located at the bottom of the tool (see Figure 3), cartridge heaters in an outside tank, and a circulation pump equipped with heaters. A displacement sensor was used to record the bulge height while the medium pressure was measured with a pressure transducer. A constant blank holder pressure was applied to lock the sheet to prevent its draw-in into the die cavity.
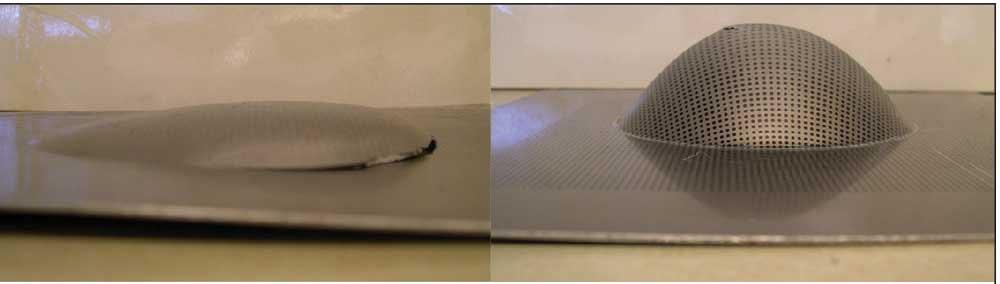
Experiments were conducted up to 225 degrees C. Figure 4 shows the bulge samples at room temperature and at 225 degrees C. As the figure demonstrates, the deformation before fracture, obtained at room temperatures, is very limited compared with that obtained at 225 degrees C.
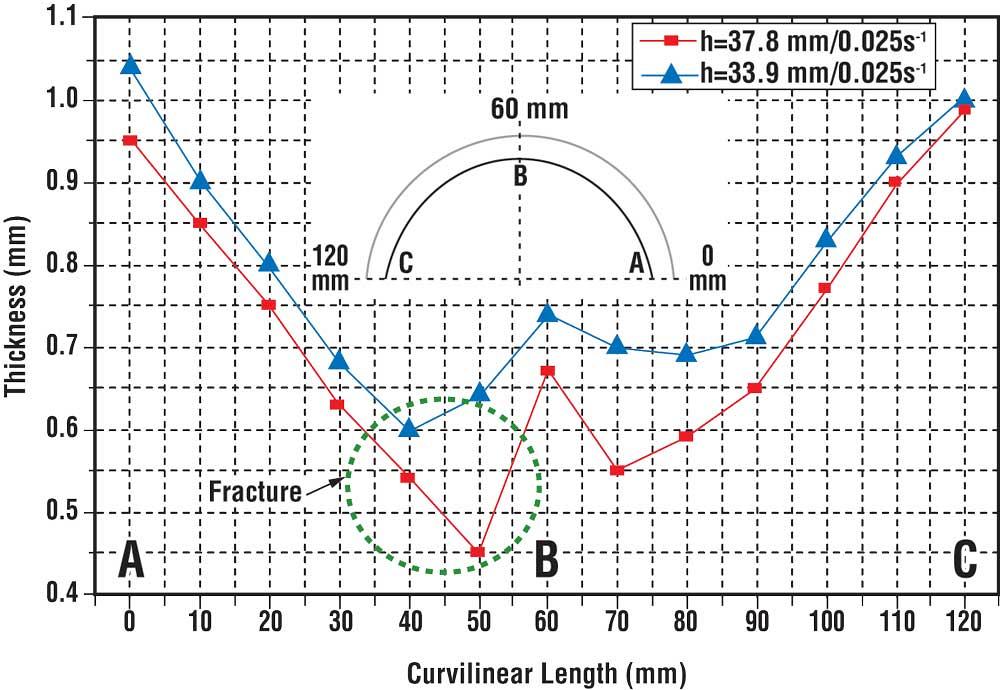
Figure 5 shows the thickness distributions of magnesium AZ31 alloy bulged samples formed at 214 degrees C (33.9-milimeter bulge height) and 225 degrees C (37.8-mm bulge height) along the curvilinear length of the bulged sample. At around 50-mm curvilinear length, both sheets fractured. As shown, up to 50 percent thinning of the sheet was obtained by forming at elevated temperatures.
Maximum strain values of 0.45 and 0.7 were reached at strain rates of 0.25s-1 and 0.025s-1, respectively, while the achievable strains using the tensile test were about 0.3 at the same strain rate values. These results demonstrate the benefit of using the elevated-temperature hydraulic bulge test.
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

{kind=link}
{kind=link}
{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Tips for creating sheet metal tubes with perforations

2
Are two heads better than one in fiber laser cutting?

3
Supporting the metal fabricating industry through FMA

4
JM Steel triples capacity for solar energy projects at Pennsylvania facility

5
Omco Solar opens second Alabama manufacturing facility
