















What variable-geometry plate rolls can do for a fabricator
A short prebend before rolling is just the beginning

Figure 1
A variable-geometry, three-roll plate roller is a suitable choice for a fabricator if it is working mainly with material 1 in. thick or greater.
A metal fabricator doesn’t have too many machine tools that are dedicated to one job or one type of material. The nature of low-volume, high-mix work typically means a shop needs equipment that is versatile enough to tackle a range of jobs. When it comes to plate rolling, variable-geometry, three-roll equipment is that tool.
This type of plate roller (see Figure 1) differs from more traditional technology in that it doesn’t have a fixed roll. The equipment is designed so that the top roll moves up and down and the two lower rolls move horizontally and independently of each other. The equipment’s flexibility makes it a suitable choice for medium to thick materials, say more than 1 in. thick.
To understand just what type of impact this equipment might make on the shop floor, let’s look at what variable-geometry, three-roll plate rollers can do.
1. Produce a short flat end.
It’s a simple fact of life: A plate roller needs something to grab if it is expected to form the material into a cylindrical shape. As a result, any plate rolling operation typically leaves an unbent flat end section.
That flat section is minimized with variable-geometry, three-roll equipment. If the plate is fed into the machine from the left side, the left bottom roll, acting as a lower press die, and the top roll, working like a press ram, grab the plate’s leading edge. The right bottom roll supports the plate as it is fed into the machine.
The top roll pushes directly on the leading edge, leaving a very minimal flat end and deforming it to the required radius. The edge is correctly prebent because of the displacement between the roll axes of the top roll and the left bottom roll (see Figure 2). The subsequent rotation continues to deliver the desired curve.
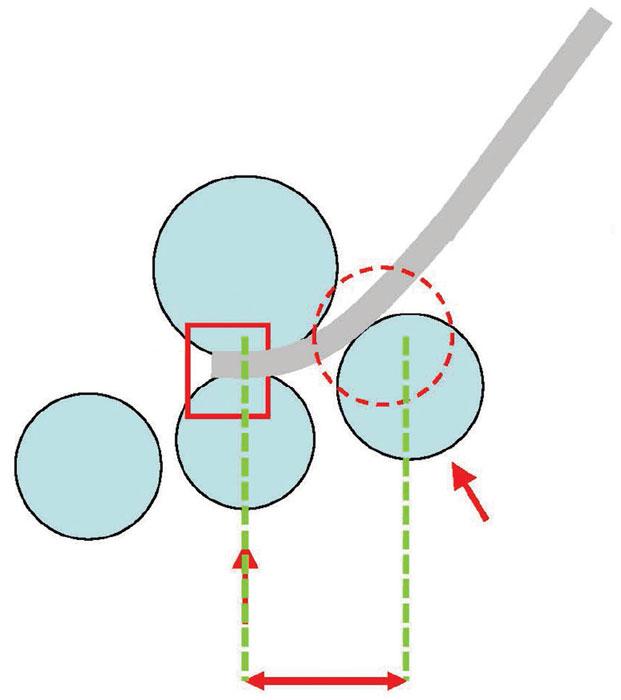
Traditional four-roll plate rolling technology leaves a much longer flat section because the leading edge of the plate gets clamped between the top and pinching roll. To ensure that the plate doesn’t slip out during prebending, the leading edge of the plate must extend way past the central axis, meaning that a long flat section will be produced.
With four-roll bending, in which an additional roller is under the top roller, the right bottom roller pushes the plate to begin the forming process. This lifts the plate into the air, which can be very dangerous. This rolling process also results in displacement between the leading edge and the forming action (see Figure 3). With three-roll technology, you can reduce the distance between the top roll and the bottom rolls so that the flat part is significantly reduced.
2. Create tighter-diameter forms.
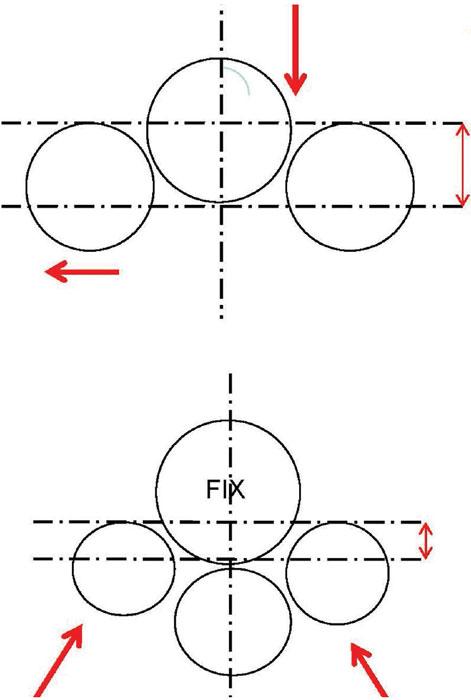
With variable-geometry plate rollers, the interference between the top roll and the lower rolls is very big (see Figure 4). Because the lower roll can greatly influence the forming of the plate, you can roll diameters close to the top roll. In most instances, these diameters are 1.15 times the diameter of the top roll or even less in some instances.
With four-roll technology, the minimum diameter that can be produced is 1.2 times the top roll diameter.
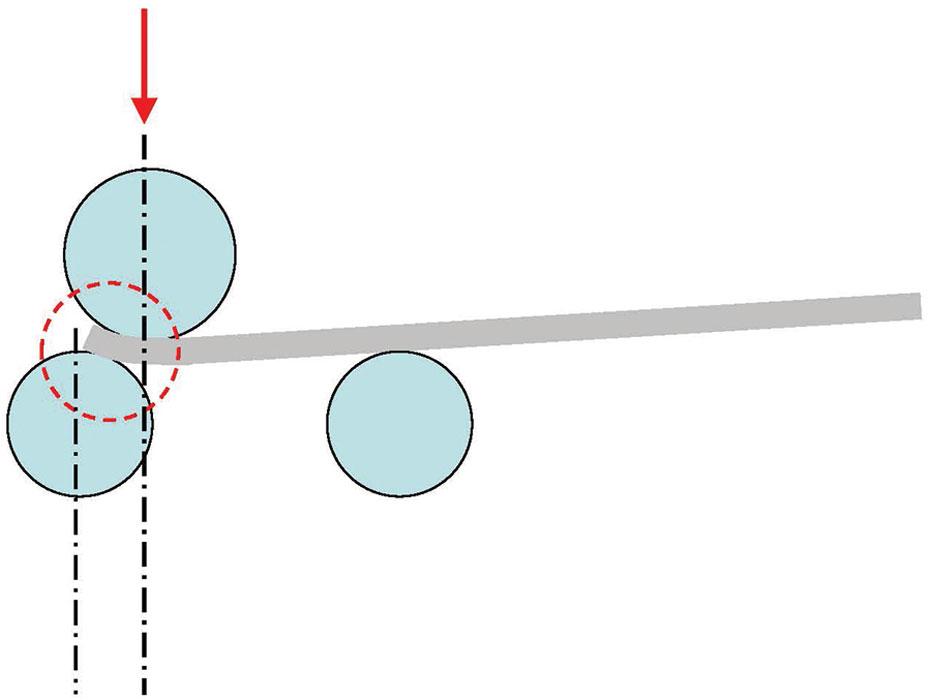
Figure 2
The machine’s ability to adjust the left bottom roll horizontally allows this three-roll plate roller to minimize the flat section in the prebend.
This action indicates three-roll technology’s flexibility—the ability to roll plate of various thicknesses by adjusting the interaxis distance of the bottom rollers. To illustrate this concept, think of a press brake. For thin plate, a smaller V die and reduced bending force can be used. For thicker plate, a wider V die and more force are needed. As the V die gets wider, the less force is needed to bend the thicker plate. In a variable-geometry, three-roll plate roller, thin plate can be formed by moving the bottom rolls closer to the center, and thicker plate can be formed by doing the opposite.
3. Cone rolling without punishing the equipment.
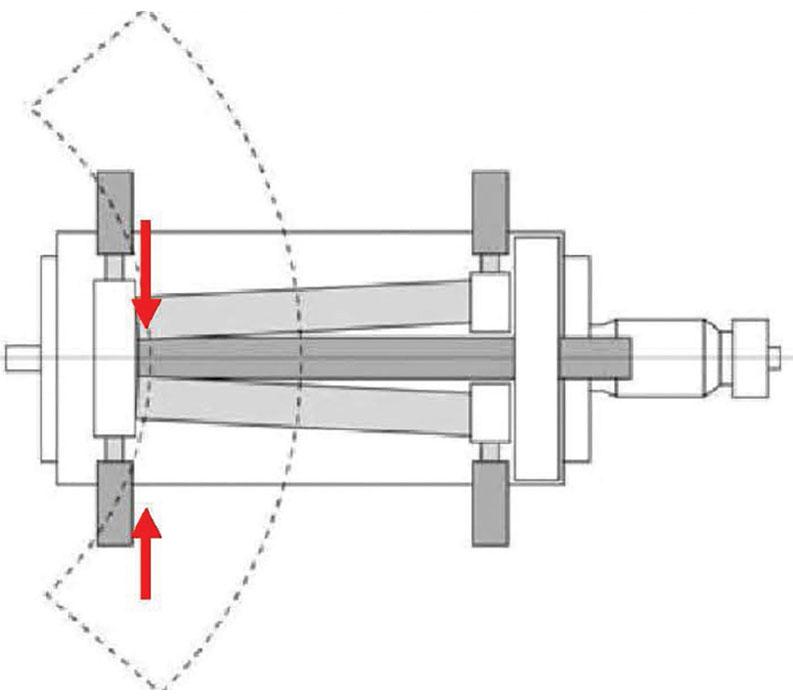
Some variable-geometry machines can tilt the bottom rollers to accommodate cone rolling (see Figure 5). Because of this ability, 100 percent of the machine’s capacity can be dedicated to rolling that conical shape.
Because the bottom rolls on variable-geometry plate rollers are not motorized, the issue of the dissimilar material surface speeds resulting from dissimilar radii is not a problem. With traditional four-roll plate rollers, the dissimilar speeds cause braking, which can wear on the bottom rollers’ gearboxes.
4. Reroll with less stress.
When rerolling a newly welded form, variable-geometry, three-roll technology does not allow the welded joint to come into contact with the top roller and the bottom rollers at the same time. That is not the case with four-roll machines. Such a collision can cause great stress to the rolls (see Figure 6).
Also, the top roll in a variable-geometry plate roller can be used as a press brake ram to reroll the welded seam of the cylinder.
5. Straighten the plate.
Because the top roll can move up and down while rotating, variable-geometry, three-roll plate rollers can be used to straighten wavy plate (see Figure 7). The equipment operates like a press to deliver the desired amount of flatness.
Paolo Bertolotti Seravesi is managing director, 1960 Seravesi srl, www.1960seravesi.com.
About the Author
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

{kind=link}
{kind=link}
{kind=link}
{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Tips for creating sheet metal tubes with perforations

2
JM Steel triples capacity for solar energy projects at Pennsylvania facility

3
Are two heads better than one in fiber laser cutting?

4
Supporting the metal fabricating industry through FMA

5
Omco Solar opens second Alabama manufacturing facility
