















7 habits of highly effective material nesting programmers
How the right nesting strategy can boost the bottom line for metal fabrication shops
The rise in material costs like steel has increased the importance of effective programming. When metal fabricators make better use of sheet metal, they increase their shop's profitability.
Editor’s Note: The following is based on “7 habits of highly effective nesting software programmers,” presented by Tom Stillwell, product marketing manager, and Jason Michalski, senior software sales manager, Hypertherm Inc., at FABTECH, Sept. 13-16, 2021, Chicago.
Material costs remain a fabricator’s largest expense, especially these days, and better utilizing that material has a direct impact on a company’s net earnings. The better a fabricator utilizes materials, the more profitable it can be.
What Is Material Nesting?
Nesting is the process of arranging multiple parts to be cut onto a flat sheet of metal. The goal is to fit the parts as closely together as possible, even sharing cut lines if applicable, to minimize cutting output and material waste, save costs, and optimize production.
Fabricators get the most out of nesting by using the right technology and establishing best practices to make best use of material and optimizing workflow. All this can be boiled down to seven good habits that, when followed, can boost any operation’s bottom line.
1. Use Advanced, Offline Nesting Software
The industry today is experiencing an explosion of small, light-industrial machines firing up in people’s garages. Here, people often start by nesting at the control and cut part by part.
This might be fine for operations with one or a handful of employees who produce a limited number of parts, but nesting parts manually also can hinder growth in a serious way. After all, when operators nest on the control, their machine isn’t cutting.
These days, entry-level subscription-based software can give a very small operation a lot of nesting power. Good software not only can save material but also optimize a cutting process, such as with an automatic corner-radius function that puts a 0.010-in. radius on each corner so the cutting head needn’t stop and turn a sharp 90 degrees. (In many instances, such a radius actually produces a sharper corner than a corner path without that radius.)
Nesting software saves not only material but also labor. Say a shop nests a job manually and finds it consumes one full plate and half of another. Cutting that other plate not only consumes more material but also requires more material-handling labor. And yes, keeping rather than scrapping the remnant on the second plate might save material; it’s at least better than scrapping both plates after cutting. But the best approach would be to squeeze all those parts on one plate. This would increase material yield, reduce labor costs, and increase throughput—a triple win.
2. Get to Know Your Nesting Strategies
An operation just getting into cutting might start out with rectangular nesting, a strategy that’s common in entry-level software that places a single part in a rectangular or square area on a sheet or plate. The most basic type of nesting, it’s easy and inexpensive to implement, but it also leaves a lot of wasted space. For this reason, most operators pursue some type of true shape nesting, in which parts are oriented like puzzle pieces, leaving minimal web and high material yields (see Figure 1).
Programmers balance true-shape nesting with certain constraints that limit the orientations a particular part can be placed within a nest. This could include grain constraints in which, for ease of forming or cosmetic reasons, a blank’s grain must run a specific direction. Constraints also can be dictated by the placement of slats on the cutting machine. A long, thin part might fit best spanning across the sheet, but this also might leave the cut part balancing on a single slat, which might require extra microtabbing for stability, which in turn makes denesting more challenging. Ultimately, the best approach might be to constrain the direction of that one part so it spans across several slats and, hence, can remain stable throughout the cutting cycle without being tabbed in place.
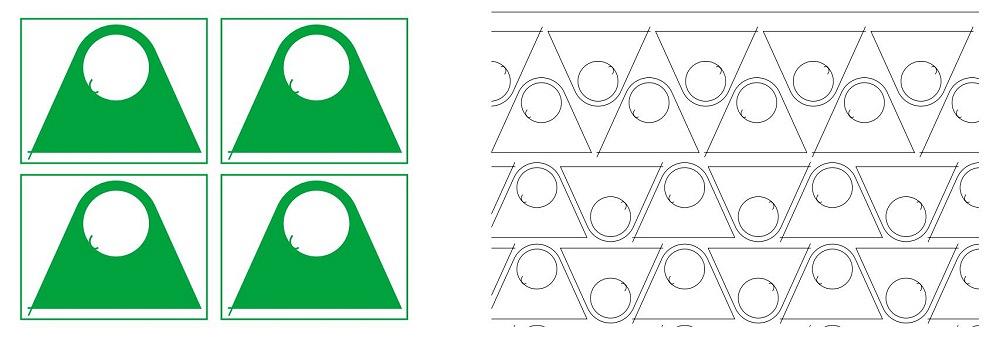
FIGURE 1. Basic rectangular nesting (left) places parts in a rectangular or square space on the sheet. True-shape nesting (right) reorients parts to make best use of space.
The more different-sized parts there are available to nest, the better material utilization can be. Software performing dynamic nesting draws multiple parts from multiple jobs and determines how to best place them on available sheet or plate thicknesses and sizes, all the while incorporating predefined factors: Always nest this part lengthwise across the slats; always nest that part to maintain a certain orientation to the material grain; and to prioritize certain parts over others. Other factors could be tied to automation, such as rules for destroying slugs (cutting them up so they fall below the table slats) or microtabbing to keep parts stable and at low risk of collision as they’re shuttled through a tower system.
Software can perform scenario nesting to look at a shop’s entire raw stock and nest what best fits where. It can also look at available remnant skeletons. Over time, this allows a shop to optimize not only material utilization but also its sheet, plate, and remnant inventory, including grades, thicknesses, and available sizes. Does it make sense to keep remnants? Should the programmer fill the sheet with extra parts? Or should the remnant be scrapped? What plates should the shop order, and when? What sizes— 4 by 8 ft., 5 by 10 ft., 6 by 10 ft.? Scenario nesting in software can help answer these and other questions.
All this should feed into a company’s overall production strategy and ultimately help define what “good material utilization” really is. The largest factor here is the part mix. A fabricator that mainly cuts circles and rings will define good utilization differently than, say, a structural fabricator that cuts rectangles and triangles. Basic geometry dictates that a nest of circles will produce more scrap than a nest of triangles.
3. Know the Value of a Programmer’s Time
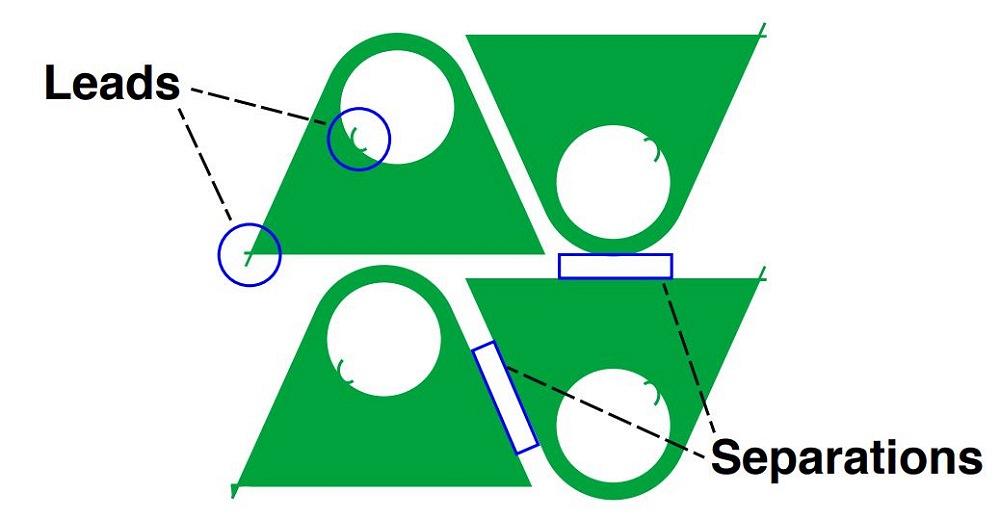
After making use of automatic nesting, programmers can make manual improvements to the nest (see Figure 2). These could include adjusting part separations (that is, the width of the web between parts) and part lead-ins (see Figure 3). For instance, experienced users might reduce separations or even dial-in a slightly slower lead-in feed rate to ensure a stable cut.
For thermal cutting, lead-ins should sweep into a circular hole or contoured cut and be long enough for the cut to stabilize as the process transitions from piercing to cutting (known as arc wobble in plasma cutting and beam stabilization in laser cutting). Webs in the skeleton also need to be wide enough to accommodate sufficiently long lead-ins.
Programmers can fine-tune a nest as they become more familiar with the idiosyncrasies of certain material grades, thicknesses, and cutting processes. All this said, a programmer’s time isn’t free either. And regardless, some of the latest nesting software already accounts for many process details.
When it comes to material utilization, shops should know the value of the material programmers are working on and how much they’re likely to save the company by squeezing a few extra parts onto a nest. If programmers spend an extra 20 minutes to get the most out of 0.75-in. stainless steel, their time is probably well-spent. But if they’re doing the same for 0.25-in. mild steel, their time probably could be better spent elsewhere.
It’s about knowing the value of a programmer’s time. Much of this stems from the history of nesting software. Historically, automatic nesting had a lot of shortcomings, so the best programmers spent time perfecting nests to get the most out of material. Today is different. Auto-nesting still isn’t perfect (and it probably never will be), but it’s miles ahead of where it was just 10 years ago.
4. Nest More Parts at Once
The greater number of different parts from different orders that nesting software can draw from, the better material utilization a shop can achieve. Contract fabricators might look ahead into the schedule to group more orders together on one nest. They also might maintain some level of work in process (WIP), such as repeatedly used filler parts, especially if they’re easy to store and handle in a Kanban-style replenishment system. As long as WIP isn’t excessive and highly speculative (that is, the customer won’t purchase it for a long time, if ever), the cost of managing it is likely low compared to the cost of poor material yield.
Job sequencing can make a difference as well. Say a fabricator has jobs requiring a series of large parts and another job with a multitude of small parts. Instead of running all small parts at once, spreading them out and allowing them to “fill in the gaps” over multiple nests of larger parts can help get the most out of every sheet (see Figure 4).

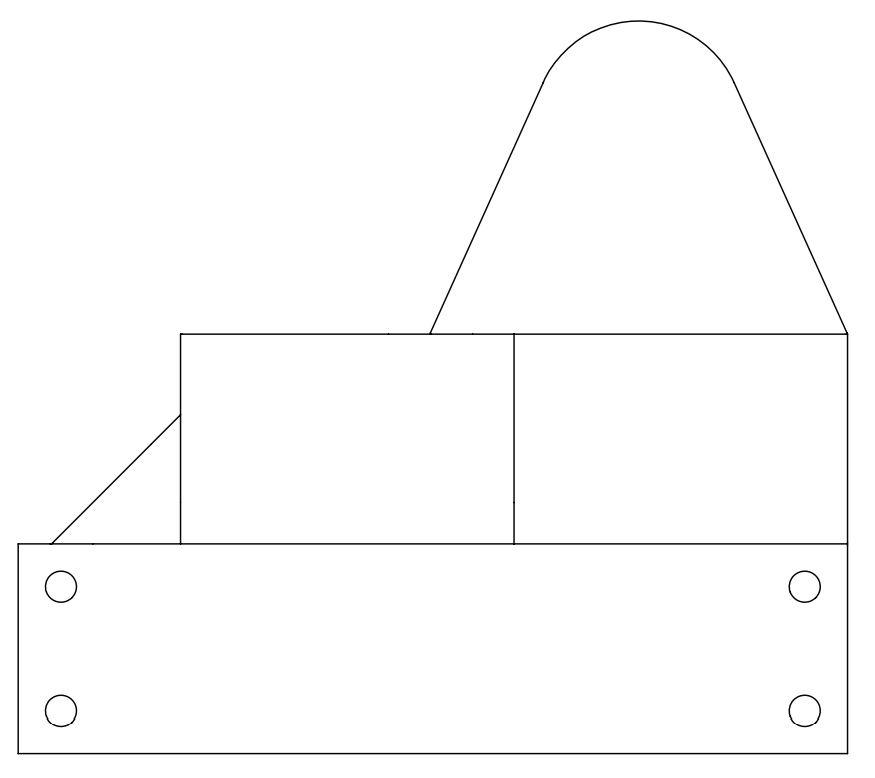
FIGURE 2. A programmer looks for areas that could be improved upon in a finished nest.
5. Always Try to Fill the Sheet
Filling a sheet with parts usually makes more business sense than creating excess scrap or managing remnants. This fill-the-sheet strategy can vary, however, depending on a shop’s business model and customer mix. A prototyping or purely low-volume operation might implement a remnant management program, simply because it doesn’t have any filler parts to produce, and the cost of handling those remnants is less than the cost of excessive scrap from low-material-yield nests.
Still, even these operations should consider all options before resorting to handling remnants. Would ordering different-size plates from the material supplier reduce remnants? What would the material cost for these plate sizes be, and how does that compare with the cost of remnant management? In most cases, using right-sized material or establishing a filler parts nesting regimen (as long as filler-part WIP is controlled, labeled, and easily managed) might be the better strategy.
6. Try Common-line Cutting
Picture a nest of rectangles. The plasma cuts them and leaves a grid of rectangular holes behind, which a fork truck shuttles to the scrap bin. Now imagine that same plate nested with common-line cutting. Utilization rises, but that’s not the only benefit. Because each common cut creates an edge for two parts, cutting time drops significantly, sometimes by as much as 40%. And with near complete material utilization, scrap handling takes less time (see Figure 5).
Common-line cutting isn’t always practical. Edge quality requirements might dictate that plasma-cut part edge consist of the “good side” of the plasma. Because of how the plasma swirls, one side of the kerf usually is cleaner than the other side.
Process stability might also be a concern, and having the right software can be critical. A plasma, laser, or oxyfuel process pumps heat into the plate, which in turn might cause everything to move slightly, a particular problem when working with parts with interior cutouts that need to be cut before the perimeter. Some nests can’t be common-line-cut at all while others can use common-line cutting in select areas.
Still, never underestimate the benefits of common-line cutting. The strategy allows a fabricator to increase throughput and achieve better material yields without consuming additional resources: that is, cutting time and consumables. This means longer life for torch consumables in plasma cutting, less assist gas consumption in laser cutting, and less tool wear in punching.
7. Track Important Metrics
Good metrics help tie all these best nesting practices together. Common metrics include production time, production cost, and material costs, as well as the costs of loading material and unloading parts.
Having these reports allows shops to compare material utilization over different periods and base decisions on real data, not on hunches. These metrics can also feed into the quoting process and guide business development. They can show what kind of jobs hit a shop’s sweet spot.
Uncovering this information, shops gain a better understanding of an operation’s true costs. Knowing this, salespeople—armed with user-friendly nesting software—can quote more accurately and achieve target margins. This minimizes the chances of overshooting and submitting noncompetitive bids, as well as undershooting and fabricating money-losing work.
One more thing: Never become complacent and think scrap is paid for. Scrap is waste, plain and simple. Sure, scrap has a dollar value that has been rising in recent years, but it still pales in comparison to the value added to the parts a fabricator ships. The better a fabricator uses its material and the less scrap it produces, the more money it makes.
Metal fabrication is about adding value to metal. On the shop floor, all those value-adding activities start with good nesting practices.
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

{kind=link}
{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Tips for creating sheet metal tubes with perforations

2
JM Steel triples capacity for solar energy projects at Pennsylvania facility

3
Are two heads better than one in fiber laser cutting?

4
Supporting the metal fabricating industry through FMA

5
Omco Solar opens second Alabama manufacturing facility
