















Software Product Manager

A bend cycle completes as bend indicator (BI) probes measure the angle. Everything, including the location of the BI probes and movement of the backgauge, has been programmed and simulated offline.
Decades ago a typical job shop press brake department relied heavily on setup people, those who could read a blueprint, determine the correct flat, the correct punch and die, and the correct bending sequence. They often carried notebooks full of job notes, bend calculations, and other scribblings.
The best among them put together setup sheets detailing exactly which tools went where and in what orientation along the brake bed. Was the job sensitive to grain direction, or perhaps sensitive to a slight thickness variation? The best setup sheets documented all this and more—until they were lost, of course.
Old press brakes with limited memory made it difficult to save programs. When press brake leads or setup people left for greener pastures, they often took their knowledge about running specific jobs with them. So much information was never distributed. When those jobs came up again on the schedule, the new press brake lead had to start from square one.
Compare this with a progressive fabricator that makes full use of offline bend programming and simulation. Parts are designed with available tooling in mind, with air bending calculations made based on the actual die widths brake operators will use. Knowledge isn’t locked away. It’s all documented, accessible, and simulated for all to see.
Offline bend simulation hasn’t been as visible as other press brake advancements like automatic tool change (ATC) machines and robotic bending. A robot bending one different part after another across a complex setup looks incredibly impressive. Still, because most fabricators live in a high-product-mix manufacturing world, such automation just wouldn’t be practical without offline simulation and programming software.
The advent of offline programming changed the trajectory of modern precision bending. It has helped many make first-part, good-part setups a reality. Sure, the 80-20 rule still applies; 20% (or fewer) of jobs do require some manual intervention to develop good setups. But typical parts are simulated and programmed so well that they require little if any adjustment at the press brake. Such a feat has had ripple effects throughout the precision sheet metal industry.
Offline bending software has come a long way. The earliest iterations resembled manual press brake programming, just in a virtual environment. Programmers had to input the material type, thickness, bend angle, radius, then assign tooling.
The next iteration introduced bend programming automation, with software developing programs, performing feasibility tests, and checking for any potential problem areas, all using a shop’s current tool inventory. Programmers still altered and customized certain programs, especially the most complex ones, but software automation ensured that they didn’t spend their days on monotony, programming one simple part after another.
Regarding feasibility tests, software started pointing out that, say, a die width was too narrow for the chosen material thickness. It also started looking out for potential collisions with tools and backgauges, including the backgauge pull-backs that provide clearance if needed during the bend cycle. And it checked for minimum flange lengths, with graphics showing the edge slipping into the die cavity (a good communication and learning tool to emphasize why maintaining a minimum flange is so important).
The latest software auto-programs both individual as well as batches of parts. Think of it like dynamic nesting for the press brake. A programmer can load multiple files for an assembly, and the program identifies the best way to “batch” different jobs using one common, staged-tool layout. The system then presents the programmer with different options.
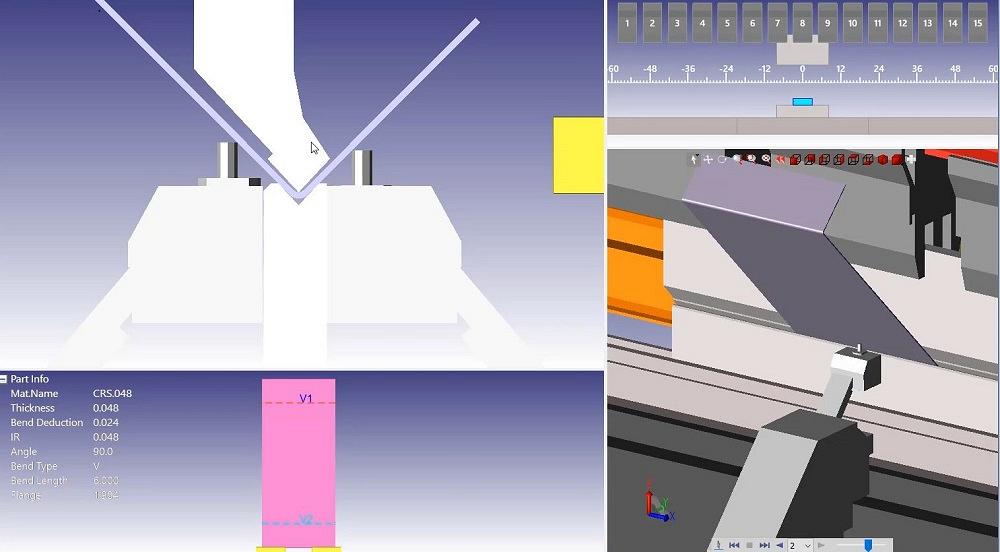
Bend simulation shows how 0.048-in.-thick cold-rolled steel forms a 0.048-in. inside bend radius over the chosen die opening.
For instance, a programmer might load files for 10 parts, and after running an algorithm, the software would identify a staged setup for five of those parts, another setup to handle three others, and another to handle the remaining two. The programmer chooses which one suits best, and the planner schedules the parts for production.
Such batching applies to manual press brakes as well as ATC machines. And sure, finding common setups for multiple parts might be less critical on an ATC. But if bending in such a sequence doesn’t produce unnecessary work-in-process downstream, why not shave a few minutes off the setup between different parts? After all, when the ram isn’t forming good parts, the machine isn’t making money.
Similar software is available for robot bending cells, simulating not only the bend, but also how the robot grasps and manipulates parts between bends, then stacks them on pallets, in bins, or on conveyors. One cell can form an assembly’s different parts in sequence, adapting automation to kit-based part flow.
Customers aren’t paying for time the press brake ram sits idle, and they’re not paying for setup or tryout parts either. Offline programming effectively removes (or at least minimizes) these activities in the shop. Still, how then do press brake novices learn? After all, new operators traditionally have started with those simple setups, the ones that require just one toolset. They learn how in air bending the inside radius forms as a percentage of the die width, and how the angle forms depending on the punch’s depth of penetration into the die space.
They learn how metal elongates during bending and how bend deductions compensate for that elongation. They get to know springback, about the challenges of bending near holes and features, about how slight changes in material thickness can throw a wrench into bending precision. They learn all this through hands-on experience and by filling notebooks with bend calculations. With software now doing most of the heavy mathematical lifting, what will tomorrow’s bending guru be like?
When a fabricator jumps into offline bend programming, the shop’s most experienced setup people usually become the chief programmers. The transition isn’t as stark as you might think. Using modern offline bending software is like operating a virtual press brake. Experienced programmers who know bending also know the bend sequences and other job details that shop operators prefer.
Software combined with modern machines has allowed less skilled people to become more productive. They’re less likely to bend flanges backward, less likely to get lost in the middle of a semicomplex part. Now they can look at the graphical simulation on the control, align their part with the backgauge that moves automatically to the next toolset in the program, and start producing good parts. They learn how to use a digital micrometer and radius gauge, and they learn how to document measurements. For critical parts, the brake underbends the part before a bend indicator (BI) probe measures the bend angle and the ram makes final adjustments to form the piece perfectly.
Such technology helps overcome the labor shortage in the short term, but what about over the long term? Ideally, new technology shouldn’t circumvent the need for training. Today’s novices will just learn sheet metal bending in a different way.
Imagine a scenario where a newbie looks at the brake control and dutifully follows instructions. He produces good parts from the start, but he also sees the simulation on the control. And he doesn’t stop learning. He attends training classes provided by the machine tool supplier and others. Some classes cover the basics of the machine, while others cover bending fundamentals, providing information that helps turn a parts producer into a true operator.
Viewing the simulation in action, operators learn how air bending really works. They know the effects of using a narrower die width, how forming tonnages increase, and how that new die width changes the bend deduction and, ultimately, the dimension of the flat.
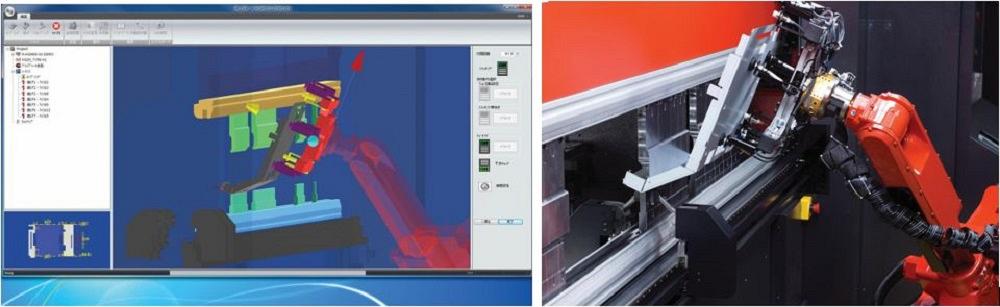
Software simulates every bend as well as how the robot grasps and manipulates the workpiece between bends.
In air bending, changing the die really does change everything, as can thickness variation. Say the software calculated bend deductions using a specific die width and 0.060-in.-thick material, but the material really is 0.058 in. Some adjustments will have to be made at the machine, either manually or automatically after the BI probe measures the angle.
As they gain more experience, they tackle more complexity. They see how the programmer inserted a custom tool into the bend simulation software. They also see how the programmer developed a staged setup across the brake bed with common shut-height tools, allowing them to run, say, a 10-ga. part followed by a 20-ga. part without pausing for a changeover. They might see special gauging that fits specific contours or allows them to gauge off an internal feature—all simulated on the controller, mirroring the reality on the brake bed.
Those novice operators move up the ladder and start setting up the machines themselves. Eventually the programmer, a veteran brake operator who learned the old-school way, introduces the programming software to younger operators, most of whom don’t remember a time before 3D bend simulations appeared on press brake controls. They have never cut a piece of planed tooling or bottomed a punch into a die, forcing the workpiece flanges against the die angle. Precision air bending is all they’ve ever known.
Learning offline bending software, they discover operational subtleties that they previously took for granted. For instance, the programmer points to the backgauge position, which is specified to always be 0.75 in. off the left- and right-hand side of a specific part. Why? The programmer points to notes he’s made on the screen: This part has an edge that will be welded and, as such, the burrs left by broken microjoints haven’t been removed. If the backgauges were in a slightly different place, they’d hit one microjoint and push the bend line slightly askew. Sure, sending the blanks through a flat-part deburring machine would be an option, but why send blanks with soon-to-be-welded edges through an unneeded secondary operation—especially if the person programming the brake offline can account for them?
These operators learn how cutting and bending relate. They start looking at parts not just by their dimensions, material grade, and thicknesses, but also by their grain direction. A part is designed around how it’s made, including the cut lead-ins, microtab placements, its orientation on the nest, and the punches and dies that will form the blank.
They already know that the die width determines the radius, but they now learn about the subtle complexities of clearances for previously formed flanges. Punches have reliefs for shallow return flanges, goosenecks for deep return flanges, dog-ear punches for return flanges perpendicular to the bend line. Because they’ve spent time in front of the brake, they’ve seen these simulations on the control for years, and they can visualize how parts could be manipulated between bends.
From here, those onetime novice brake operators could advance to a technical role. They might program and manage robotic bending cells, or they might work in prototyping or perform some of the shop’s most challenging jobs. In these roles, they find offline bending software to be a great prototyping tool. It lets them verify that a part can be formed before it gets to the press brake.
Alternatively, they could move into an estimating and sales role and, again, use bending software to help estimate a job based on the tools the shop has on the floor. They can even try out, virtually within the software, new tools to see if they would be worth the investment.
Still another career path might involve a move into supervisory or continuous improvement roles, where they’ll use software to track machine activity with estimates, compare it with what was planned in the software, then pinpoint areas for improvement. Most important, decisions are made using real data, not assumptions, and best practices at every level of the operation are recorded and documented in the software. Nothing remains forever locked inside a veteran operator’s head.
Not too long ago, a fabricator that adopted offline press brake programming was an outlier. Most still programmed at the machine. Today, if a precision sheet metal shop purchases a high-end press brake, it almost always invests in offline programming along with it.
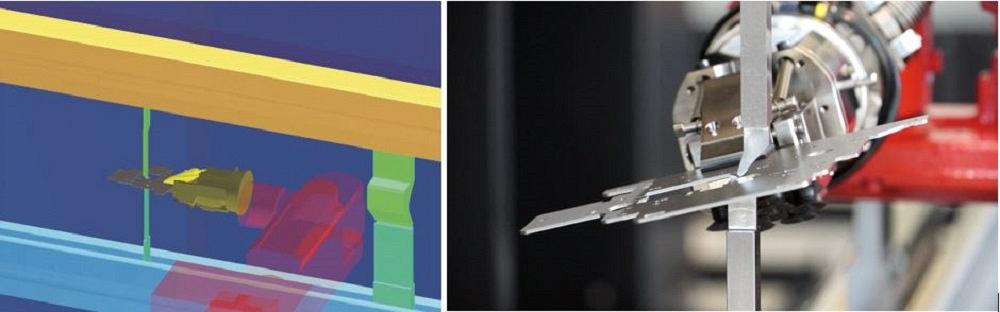
A robot manipulates a workpiece to form an internal flange with a very short bend length. The narrow punch and die segments prevent distortion of nearby features.
This fact will create a new kind of sheet metal career, one rooted not in notebook scribblings but in software. Operators still need to learn the fundamentals, but they likely won’t be performing old-school layout, and they won’t be manually plugging in k-factors, bend allowances, and bend deductions into formulas.
In ideal situations, software will help break down the walls between design, engineering, and production. A job won’t reach the floor without determining what will cut it and which combination of punches, dies, and gauging points will form it. Most if not all of it will be determined on the “virtual” press brake, in software, while machines and operators on the floor will spend more time doing what customers are paying them to do. They’ll be making good parts.

An operator forms the outside flanges on a thicker workpiece. The simulation on the control not only shows how to position the work between the two toolsets, but also shows the die width’s relationship to the material thickness, reinforcing the fundamentals of air bending.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





