















Vice President

Figure 1
The thick part on the bottom has marks from the cutting process that need to be cleaned off. The part on the top was run through an automated deburring and grinding machine. Burrs were removed, and the edges were rounded without the need to flip the part over to run it through the machine again.
Thanks to technological advancements, the process of cutting metal parts has become incredibly fast. However, thermal cutting can leave burr or slag on parts and spatter on the surface. Using manual labor for the necessary follow-up process of grinding or deburring those parts can look like an easy option, but it may not be the safest or most cost-effective choice.
Many dangers are associated with manual grinding and deburring:
In the early 2000s machine tool technology emerged that can alleviate the dangers of manual deburring and grinding, reducing injury risk for employees. This approach to finishing metal parts focuses on a process that cleans up both sides of a metal part at the same time, preventing the need to retrieve the part, flip it, and feed it through the system again.
At the heart of the automated technology are grinding belts that run on the top and bottom of the machine, perpendicular to the feed direction (see Figure 2). The parts travel over a series of feed rollers, located in between the belts, which allow the belts to come in contact with the metal parts. That way, both sides of the part, including any holes or cutouts, are cleaned up simultaneously. After the parts pass through the system once, they are ready to proceed on to the next downstream production process, such as painting or powder coating.
This approach works for a variety of different applications, such as simple deburring, aggressive grinding, and heavy-duty slag removal.
In deburring applications, an operator places the parts on the infeed conveyor, from where they are transported into the machine and over the feed rollers. The first tooling unit, consisting of industrial-grade sanding belts, removes surface splatter and edge burr. The second tooling unit, a set of belts with sanding blocks that consist of a hard plastic base with sandpaper and abrasive fleece flaps, takes care of the final cleanup and rounding of the edges.
In deslagging applications, all four belts are equipped with hard rubber pins with rounded hardened steel tips. The belts are adjusted so that the power pins hit exactly at the edge of the part, from top and bottom simultaneously, as the part runs through the machine, removing the large slag pieces and dross.
Various combinations of tool belts are available to allow for processing of the full spectrum of different applications.
As technology has evolved over the years, manual hand cranks have been replaced with automated adjustments for the belts and part thickness, which can range from 22 gauge to 6 inches.
For those shops looking for the additional efficiency of material handling, conveyors are available to further automate the deburring and edge-rounding process. Conveyors can be set up in front and/or behind the machine. Parts exiting the machine flow right on to the next fabricating process. If loading and unloading by one operator, in the same position, is required, a return conveyor can be set up to allow the parts to flow right back to the operator at the front of the machine. For heavier parts, handling devices can be used to place parts onto the infeed table.
Investing in an automated deburring and grinding system is a consideration that can help fabricators reduce the risk of health hazards and accidents. Considering the long-term impact that injuries related to manual deburring and grinding can have on both the employee and the employer, it can be a worthwhile investment.
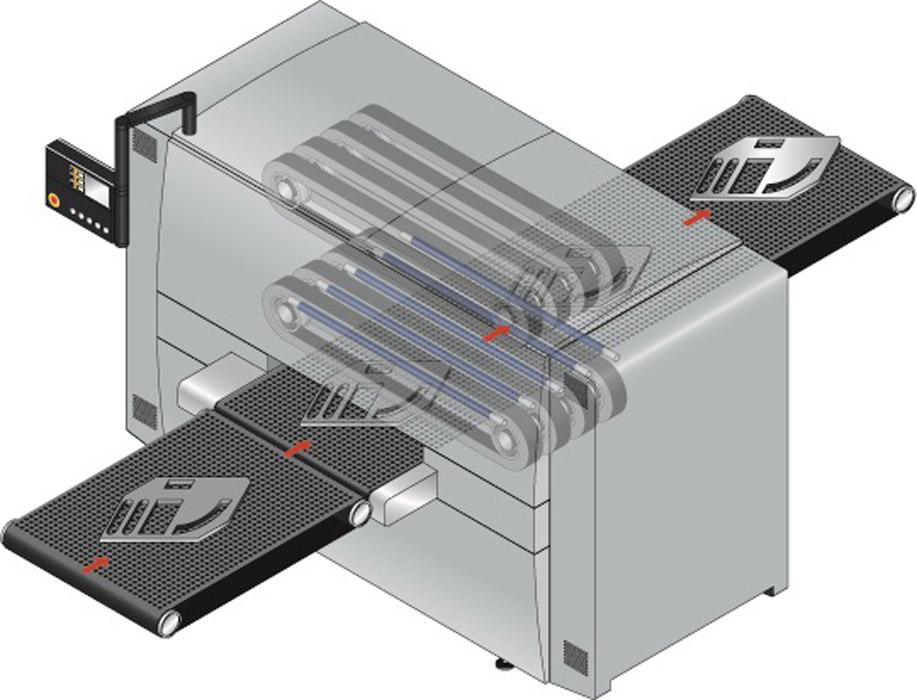
Figure 2
This illustration demonstrates how deburring or deslagging belts move perpendicular to metal parts on the feed rollers, allowing for double-sided processing.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





