















Senior Editor

Torsakarin / iStock / Getty Images Plus
As the locals say, Mount Fuji was “shy” that day, shrouded in haze. Still, her snow-covered peak shone through as our bus wound its way through the pine-covered hillside above Fujinomiya that mid-April morning. We were heading to Kanto Seiko, a custom precision sheet metal fabricator situated on a picturesque mountaintop.
I first toured the operation in 2008, when Hidetsugu Masuda, company chairman, led me briskly between different buildings. The technology has since been upgraded dramatically, but one thing hasn’t changed: a rock sculpture in a small patch of garden by the company entrance. On it reads the company motto: Those who cannot enjoy the job cannot enjoy life. There is no place in the world for those who don’t try to improve themselves. Sure, the translation might be a tad direct and lack the inspirational rhythm of the original Japanese, but the content rings true anywhere (see Figure 1).
The Kanto Seiko visit was part of a press event held in mid-April, when The FABRICATOR and others in the North American and European metalworking media traveled to AMADA headquarters in Japan. We experienced a taste of Japan’s precision sheet metal business, as advanced as ever, and toured the newly opened AMADA Global Innovation Center, or AGIC, at the machine tool builder’s campus in Isehara City, southwest of Tokyo.
It’s not a machine showroom in the traditional sense. The designers behind AGIC took a different approach, merging the visionary with the pragmatic, explaining what new technologies are, and, most critically, why they were developed. The message reflects Kanto Seiko’s motto, about making the job enjoyable and enjoying life, one improvement at a time.
“The environment surrounding global manufacturing is undergoing dramatic change. Issues include carbon neutrality-related measures, automated facilities against a backdrop of labor shortages, processing new materials and new products, as well as productivity improvements alongside cost reductions.”
So said Tsutomu Isobe, chairman of AMADA Co. Ltd., during a press conference at the April media event. He described an industry in transition, managing through a host of unknowns when it comes to supply chains and, for that matter, the state of the world economy.
His comments also reflected the AGIC experience, which in turn reflected the state of the precision sheet metal business overall, a sector that—like the machine tool players who serve it—has experienced several roller coaster years, with contraction followed by explosive growth. Such an environment requires serious flexibility to meet customer demand.
AGIC takes you from the grand to the granular. By the entrance is a room where 3D projection technology displays a dramatic and dizzying (in the literal sense) view of a potential future, one where nearly every process is automated. It’s a hypothetical world where lasers cut a sheet of parts in an instant, perform a skeleton-destruct sequence in a blink of an eye, and even perform thermal forming of sheet metal.
The 3D projection incorporated a bit of the present, depicting the water cycle and other symbols of continuous improvement, where customer feedback spurs technology improvement, which spurs more opportunities, new challenges, more feedback from fabricators—and so the virtuous cycle continues.
Walk out of the 3D projection room, beyond an expansive meeting space (dubbed Innovation Square) and into the Innovation LABO, and visitors can see where that virtuous cycle takes place. The lab has dedicated areas for laser cutting, punching, and laser welding, where fabricators can bring in their challenging jobs and, behind closed doors (since competing fabricators might be in the facility), take the technology for a test drive. They then can bring parts to the lab to measure the results.

FIGURE 1. At left, Kanto Seiko Chairman Hidetsugu Masuda prepares to answer questions during a media tour in April 2023. At right, Masuda in 2008 poses next to a monument that explains the shop’s culture of improvement. Much has changed at Kanto Seiko in 15 years, but that monument has remained.
Consider a fabricator with a particular laser cutting challenge. The laser lab has a REGIUS machine with an ENSIS laser, a fiber laser with a variable beam energy profile. A fabricator might choose a traditional Gaussian beam with the highest energy in the center, a profile usually ideal for thin sheet cutting. Or, a shop might choose a doughnut-shaped distribution, with energy concentrated on the outside, a profile usually ideal for thick plate. Or, a shop might try a mix of the two, with the energy focused both in the center and around the perimeter.
The operator might choose to use an assist gas mixture of nitrogen and oxygen, especially advantageous when cutting certain thick materials, including aluminum. Our AGIC tour guide, Matt Wood, blanking product manager for Europe, pointed to a part cut out of aluminum plate in the as-cut condition, with no detectable dross. Or, when cutting thick mild steel, the operator might utilize Dual Gas technology, a novel oxygen-cutting technique that surrounds the oxygen assist gas in a sheath of compressed air.
“The compressed air essentially concentrates the oxygen into the cut,” Wood said.
The alternatives abound, especially when fabricators also consider the adjacent laser in the lab, a VENTIS machine with Locus Beam Control (LBC), which retains the Gaussian-shaped beam but uses scanning optics to manipulate it in different shapes as the head travels down the kerf. For instance, the beam might oscillate laterally to create a wider kerf that’s ideal for part removal automation. Or, the scanner might move the beam forward and backward as the head moves forward at a constant speed, a motion that can be ideal to attain quality, burr-free cut edges over various cut geometries. A program might use a new feature called LBC Flash Cut, effectively allowing the head to cut small holes moving in a straight line, no circular motion required. Scanning optics inside the head take care of that.
Talk is cheap, of course. Results matter, which is what the Innovation LABO is all about. Fabricators can perform test cuts in one lab, then walk across the hall and measure those pieces in another lab. The same thing goes for a challenging form or laser weld. In the measurement lab, fabricators can perform tensile tests and nondestructive examination methods like radiography.
If results pass muster, a fabricator now has a technical solution. If the results don’t pass muster, then that information is fed back up to AMADA product developers, who use it as fodder for future improvement.
Many new technologies in the AGIC focus not just on the cutting, bending, or welding process itself, but also on streamlining what happens in between processing steps, including secondary ops, material handling, and programming time.
Consider the traditional microtab’s effect on part removal after laser cutting, where sometimes fabricators are caught in a Catch-22. To ensure process stability, programmers sometimes have no choice but to microtab parts in place. This keeps parts stable but also forces them to be sent through a deburring machine to remove those tabs. The laser cuts extraordinarily fast, only to feed into a denesting and deburring bottleneck.
Today, though, fabricators have options, including what AMADA calls its Soft Joint technique. The laser cuts a geometry outside the part profile that releases a controlled amount of stress in the material, forcing the skeleton to push gently against the part edge—enough to keep the part securely in the nest and yet still easily removable at the offloading table. Sure, the lead-ins might require thicker webs and reduce material yield slightly, but they might be a small price to pay for the labor savings in part removal, not to mention eliminating the need for deburring (see Figure 2).
As Wood explained, “It keeps the part in the sheet, it makes manual unloading much easier, and it can also be used with the TK [automated part removal and stacking] systems for material up to about 4 mm thick.”
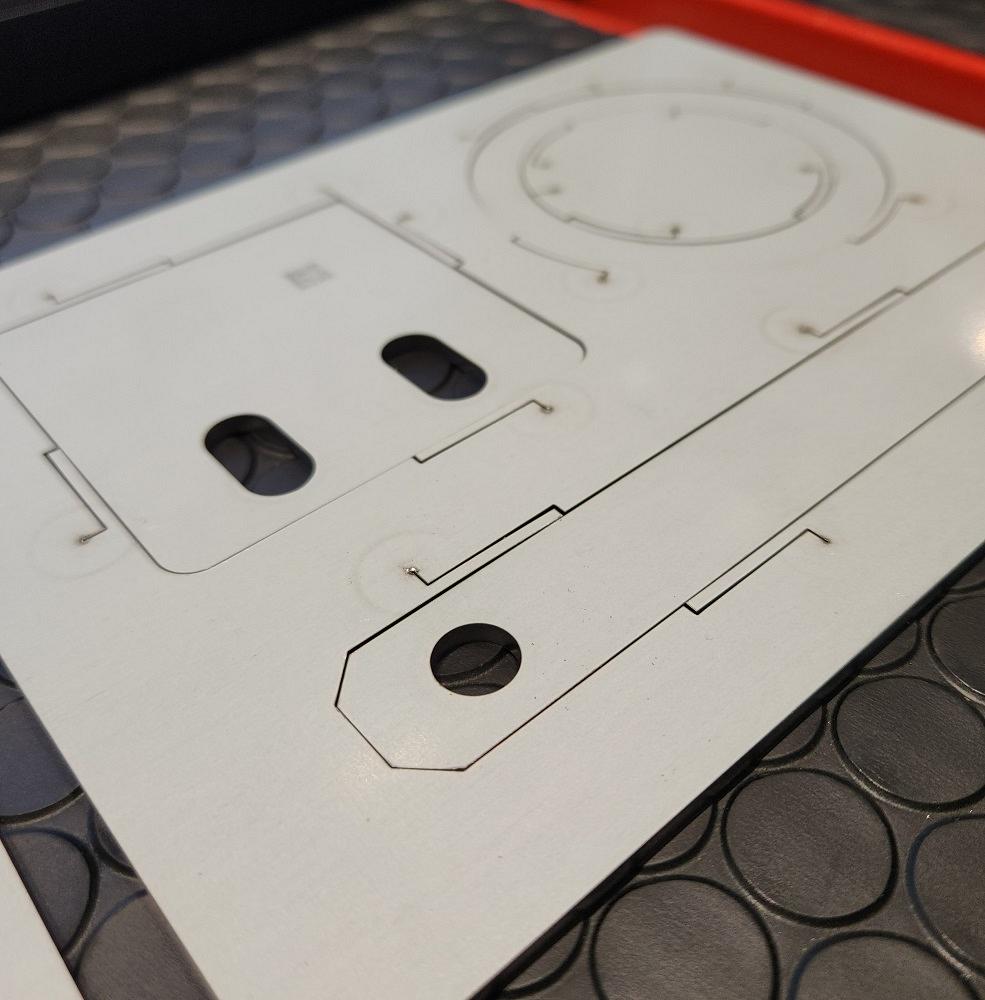
FIGURE 2. Soft Cut technology cuts geometries in the skeleton web section that, once the stress releases after cutting, secures the cut blank in place, no microtabbing required.
In the forming department, programming has evolved significantly in recent years, especially for robotic bending, so much so that the latest cells with automatic tool and gripper changes can process a range of different parts. Still, exactly how cut blanks are presented to the robot cell really matters. Blanks need to be centered to ensure the grippers grasp the work in exactly the right place.
In AMADA’s AGIC, though, was a robotic bending cell with Smart Loading Device, allowing parts to be presented in any fashion without using a centering table. To orient the robot, a camera views the work, and a separate gripper lifts the pieces from the uncentered pile, performs a double-part detection (just in case the gripper picked two parts at once), and presents it to the bending robot in the correct position for the forming sequence to begin (see Figure 3).
After bending comes welding, and here again, the technology presented at AGIC focused on minimizing that non-value-adding time. For instance, fabricators adopting robotic fiber laser welding might appreciate the high weld speed, but they often appreciate the lack of postweld grinding even more.
Still, laser welding does require precise fit-up, which also calls for some on-machine program adjustment. Today, artificial intelligence (AI) is helping to shorten that programming time. Working with a local university in Japan, AMADA cataloged more than 100,000 fit-up variations for various joint geometries, material grades, and thicknesses, then prescribed certain program adjustments to account for them. Today, an operator fixtures a part, loads the program, and initiates it. From there, the robot captures images at various points along the weld geometry, detects variations in the gap, adjusts the program, then commences welding.
At Kanto Seiko, the media tour group witnessed the AI technology take two minutes to analyze the weld joint gap before it commenced welding. The same operation performed manually took eight minutes (see Figure 4).
Automating these kinds of manual operations reduces variability too. After all, any manual operation has some level of variability, especially when operator skill and experience vary too. The same thinking went into AMADA’s REGIUS laser with automated nozzle changeover and (most critically) inspection. Inspecting a nozzle can be a subjective affair, even for the most well-trained and experienced operator. Automating and recording it with vision technology—with the nozzle’s actual condition and shape right there on the controller’s screen—documents the process and adds objectivity, which in turn makes laser cutting more predictable.
Wood described this technology while pointing at AMADA’s new AMNC 4ie controller, along with VPSS (Virtual Prototype Simulation System) 4ie offline simulation and programming software for blanking and bending. (VPSS 3i, the previous iteration, stood for “intelligent, interactive, and integrated.” The 4ie moniker adds “innovative” followed by “easy,” “efficiency,” “environmental sustainability,” and “evolution.”) The new control offers, among other things, 15 different interface languages (including English and Spanish). Using facial recognition, operators log on to the control and interact with it in an experience tailored to their level of training.
A beginner might not be able to adjust cutting parameters. An expert, however, could have permission to change the cutting data. So, what if a novice operator attempts to change the cutting data? The control records those actions, which then become available to supervisors. “The idea isn’t to point fingers,” Wood explained. “It’s to have people ask, ‘Does this person need more training?’ The idea is to support those training initiatives.”
The controls also have a video library documenting basic operation and maintenance tasks. Communicating such tasks is particularly critical. After all, a cutting head can cut extraordinarily cleanly, until the lens needs cleaning. Of course, the lenses inside require very careful handling. This doesn’t mean operators can’t be trained to do the job—hence the videos embedded into the 4ie platform, accessible via the control itself or remotely via a tablet.
Back at Kanto Seiko, our tour guide took us to the forming department, where an operator was working with a press brake with automatic tool changes (ATC). Thing was, he maintained an odd stance as he finished the forming cycle.
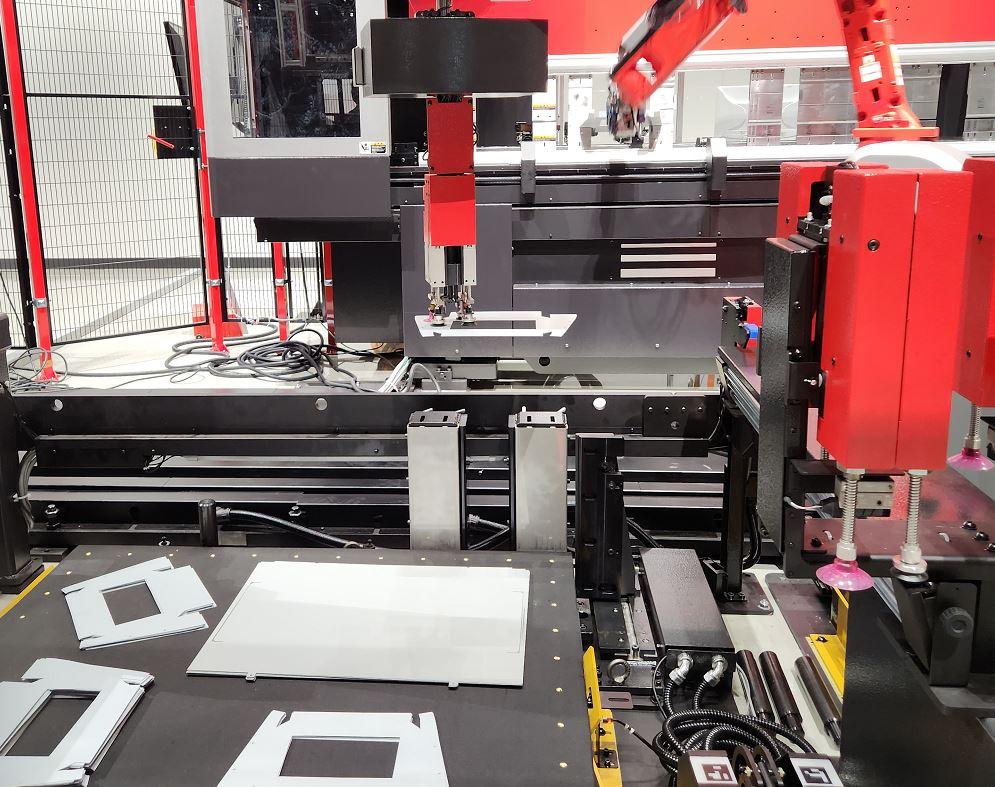
FIGURE 3. As part of the bending cell’s Smart Loading Device, a camera-assisted gripper lifts an uncentered blank, then presents it in the correct orientation to the bending robot.
Instead of looking at the flange in front of him, he looked straight ahead at a screen, which showed the view from a camera behind the tooling, revealing the blank’s position against the backgauge. This was no easy form, either, with an open bend angle (not your typical 90 degrees), a tapered bend line, and two different gauging positions in X1 and X2.
A few minutes later, he finished a batch of a half-dozen or so pieces, activated the ATC, then moved immediately to the next piece. When he began forming that next piece, the previous pieces had already been rolled on a cart downstream. Everything flowed in small batches or kits, and there wasn’t a fork truck to be seen.
Kanto Seiko has upgraded its technology dramatically since my first visit in 2008. The operation now has high-powered fiber lasers, an automated punch/laser system with a magazine capable of holding hundreds of tools, workers using tablets for job reporting and viewing the status of orders, and intelligent software driving it all. (The factory ran a machine monitoring and job tracking software that serves a similar function as AMADA AMERICA’s Influent platform.)
Machines now are more productive, of course, but they also consume less energy. For instance, that machine with the front-facing screen, an AMADA EGB 6020e, is an electric brake with a unique drive mechanism. Because it uses electricity only when forming and not when idle, it uses just a fraction of the power of its hydraulic counterpart.
This complements the company’s AMADA fiber laser cutting systems, which, as Chairman Isobe cited during the tour’s press conference, consume 75% less energy than their CO2 laser counterparts. This has to do with the nature of the fiber laser itself, but it also has to do with how the beam is shaped and manipulated. This, together with electric servo technology replacing hydraulics and software technology tracking utilization, effectively helps a fabricator consume less while producing more.
“We must always be aware of the need to solve social issues through our business activities, with labor shortages due to the aging population and declining population.” So said Takaaki Yamanashi, president of AMADA Co. Ltd., during the event’s press conference, adding that the company’s digital solutions and product development aim to serve a “decarbonized society.”
Back at the AGIC, Wood pointed to a screen that monitored the energy consumption of all the machines in the facility, measuring it against average power consumption of the machine showrooms that occupied the space previously. As of mid-April, consumption was down by 50% from three years ago.
Rooftop solar panels provide about 11% of AGIC’s power needs. Also, all the facility’s cutting lasers run off a single chiller source placed outside, a strategy that saves energy (specifically, about 15% savings compared to machine-dedicated chillers) and simplifies maintenance.
Sure, lasers aren’t ablating kerfs in sheets and destroying slugs and skeletons in microseconds, as shown in AGIC’s future-vision projection, but the industry is making headway. Too often, the grand vision, like the shy Mount Fuji’s peak, floats above a haze. The vision looks amazing, but how will we get there, exactly? The AGIC experience blew away some of the haze. Some haze remains, but in a world full of continual change, the path is getting a little clearer, one improvement at a time.
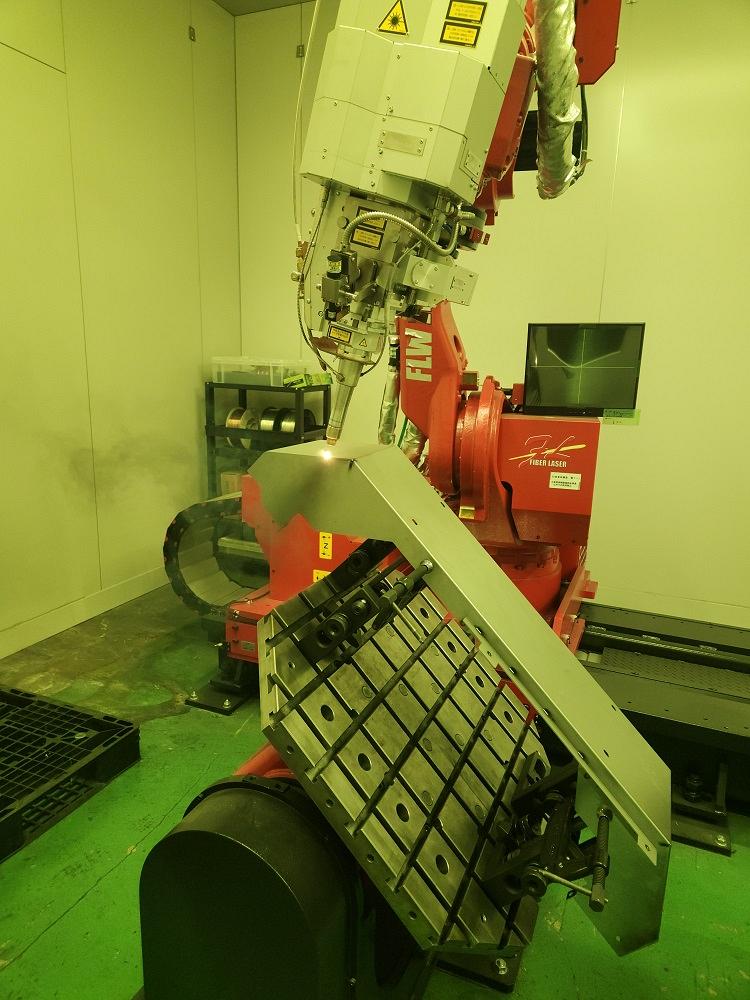
FIGURE 4. A fiber laser commences welding at Kanto Seiko after spending about two minutes inspecting the fit-up and automatically compensating for any gap variation.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





