















The data-rich future of plasma cutting
When plasma torch consumables get smarter, so can the entire process

Consumables are the heart of plasma cutting but organizing them and documenting their use has been arduous, and predicting their life hasn’t been an exact science. Data-rich consumable technology aims to change this.
Editor’s Note: The following is based on “New Trends in Plasma Cutting Consumables Optimization,” presented at FABTECH 2022 in Atlanta, by Soumya Mitra, engineering team leader, and Kristopher Rich, director of marketing, Hypertherm Associates.
For fabricators, the business environment has never been more difficult. In 2021 alone, steel prices rose by as much as 215%. Customer delivery expectations rose while supply chain stability declined.
Meanwhile, the skilled labor shortage continues unabated. In 2021, the American Welding Society reported a shortage of more than 400,000 skilled welders. Skilled people are tough to find, and when they’re hired, they often leave quickly. Yes, it’s sometimes an unavoidable reality of a tight labor market, but it can also happen because skilled people spend time doing things they don’t want to do: working extra hours to make up for time lost after a machine breakdown; dealing with inconsistent setups and other errors from untrained, disengaged co-workers. The unpleasantness goes on, so it’s little wonder they search for greener pastures.
Customers continue to demand tight dimensional tolerances from fabricators. Faced with a continuing welder shortage, companies are turning to more welding automation—technology that requires tight fit-up, which in turn demands precision cutting.
Fabricators also can’t afford excessive use of secondary operations like deburring and grinding. They need to make work environments cleaner, safer, and more ergonomically friendly. On top of all this, they want to avoid all unplanned downtime.
On top of all this, specialized applications are on the rise. Within the mechanized market of plasma cutting, about 90% of fabricators cut with torches mounted on standard X-Y tables. But a growing number of operations are considering bevel cutting, 3D cutting, gouging, and other specialty plasma applications. These demand purpose-built consumables that address the needs of different applications, and these need to be managed effectively.
In the plasma cutting arena, in fact, the lion’s share of downtime comes from a single source: problems in consumable management. An operator assembles them incorrectly, mismatches parts, or pushes consumables beyond their usable life. In the years to come, however, consumables could help plasma cutting efficiency reach new heights—not with the brute force of cutting power, but with data.
Best Practices to Prevent Downtime
A plasma cutting power supply might be the brain, but the consumables are the heart of the operation. They’re incredibly important, and yet their misapplication is also incredibly common. An operator might choose the wrong consumable for the job. Or they might have the wrong “stack-up” of consumable parts. Each torch could have anywhere between three and seven parts, and if they’re mismatched or assembled incorrectly, plasma cutting can go awry in a hurry.
Such problems have a variety of causes, the first being organization (see Figure 1). A poorly organized consumables drawer can lead to all sorts of problems, especially for operators rushing to set up a job. In the worst cases, a plasma operator station might have just a bucket full of unlabeled consumable parts, some new, others nearing or even beyond their useful life. Inventory is a mess, and skilled, highly paid people end up wasting time sifting through bins, choosing what they think will work, and hoping for the best.
Plasma cutting tailors and controls the mixing and swirling of ionized gas. How that gas flows essentially shapes the plasma arc. Incorrect, mismatched, or old or damaged consumables disrupt the flow and produce suboptimal cut parts.

FIGURE 1. A poorly organized consumables drawer can wreak havoc on plasma cutting efficiency.
For instance, an incorrect swirl ring can choke the gas flow, which leads to incomplete penetration or a cut so poor that it ruins the part. The incorrect nozzle with the wrong bore diameter can yield similar results. The wrong swirl ring or nozzle also can cause angularity as well as dross (see Figure 2). Different swirl rings might look the same, but the size and number of their holes and how they’re arranged really matter, as does how they’re assembled.
Each application has its own gas-flow recipe. A consumable set that cuts 0.25-in. plate is different from the consumable set needed to cut 0.5- or 1-in. plate. Some of them are common, some of them are not. So, if an operator needs to change over from a 0.25-in. job to a 1-in. job, he’ll need to swap out certain consumable parts but keep others right where they are in the consumable stack-up.
Picture this common scenario: An operator needs a consumable part to run a certain job. He rummages through the messy drawer and can’t find what he needs, but he does find a similar-looking component. Close enough, he thinks, and slaps the stack-up of consumables in the torch together. Because consumable changeout is so arduous, some operators might avoid them like the plague and cut with consumables well beyond their lifespan. All these scenarios yield poor cuts that require rework like excessive grinding and edge preparation—the very things fabricators these days really can’t afford.
Of course, there’s a reason consumable organization is a challenge. Many plate cutting operations have a vast collection of consumable parts, and the more parts they use, the more difficult it becomes to keep organized. Moreover, job quality requirements vary, and this in turn varies the choice of consumable. A precision cutting job might require fresh consumables, while a job with loose requirements might be able to squeeze a bit more life out of older consumables. That’s why a consumables drawer can have new and old consumable parts. The older parts might need to be thrown away soon, and some probably should have been thrown away a long time ago.
All this creates a scenario where cut quality depends on an operator’s experience in that environment. An experienced operator (often on the first shift) knows which consumable parts work well and when; he might know how to “read” a nozzle or shield and tell if it’s near the end of its life. He might spend a few minutes rummaging through the drawer, but he’s rummaged through that same drawer for years, so he knows his way around. Fast forward to second or third shift, however, and the scenario changes. Newer operators rummage through, do their best, but may end up mismatching consumables, or choosing the wrong consumable entirely.
Even worse, consumable problems might be just one root cause of cut quality problems. For instance, if a part has excessive dross, incorrect amperage (like when you’re cutting at 130 amps when you should be cutting at 200 amps) could be a contributing factor. And because plasma cutting can rely on the ionized gas’s reaction (oxygen reacting with iron in carbon steel, for instance), gas choice matters too. Overall, plasma cutting involves the interplay of myriad variables, and the more consistent and repeatable those variables are, the better.
As a foundational first step, shops can organize their consumables, then standardize and document the selection process (see Figure 3). They also can train operators to inspect consumables and document what they see.
The nozzle and electrode need to be changed frequently as they wear out sooner than the other components. So, operators usually inspect the other components, including shields and swirl rings, and replace them if their condition warrants it. Ideally, best practices and consumable utilization should be documented.
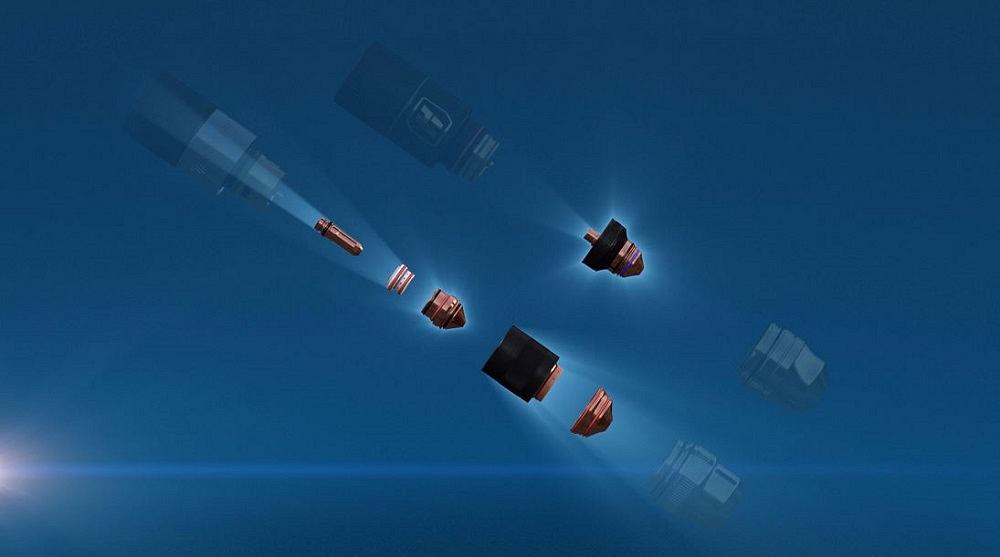
As a next step, some operations are choosing to eliminate the collection of consumable parts and replace them all with a cartridge-based consumable system. Each cartridge comprises various pieces and parts that go into a traditional plasma torch (see Figures 4 and 5). When the operator needs to change to a new amperage, he swaps out the torch consumable with a cartridge designed to handle that amperage. The components within that cartridge, aligned at the factory, are designed to wear at a similar rate. The use of the cartridge results in an operation that doesn’t have a mix of old and new consumable parts, and hence, cut quality improves.
Develop a Consumables Strategy
Regardless, whatever consumables a shop uses, traditional or cartridge-based, it needs procedures surrounding consumables inspection, organization, and replacement. Those procedures serve as the baseline for operator training and production scheduling. If everyone—across multiple shifts—knows the basics of plasma cutting, which consumables go with what, and when it’s time to replace worn components, unplanned downtime in plasma cutting is sure to plummet.
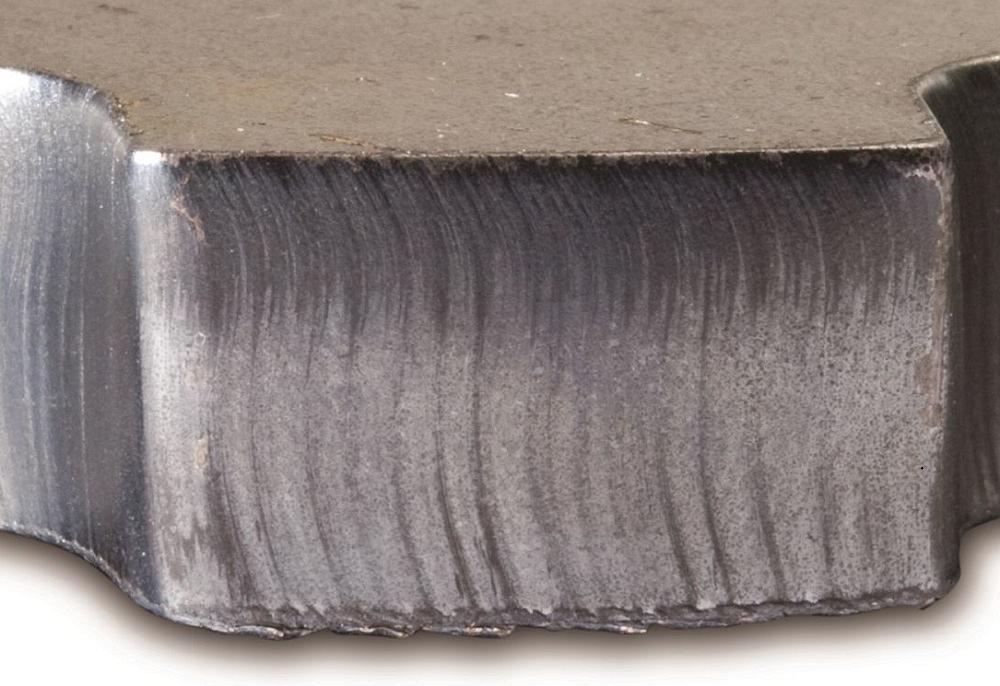
FIGURE 2. A cut with dross and inconsistent drag lines reveal gas flow issues, likely related to worn or mismatched consumables, like swirl rings.
To improve further, however, the industry hits a technological roadblock of sorts. To understand why, think of two scenarios involving plasma cutting on a conventional X-Y table. In the first scenario, an operator might aim to squeeze the last bit of life out of the consumables. After all, operators can observe issues as they happen and adjust to compensate.
Conversely, a highly automated plasma cutting operation could change out consumables very frequently, well before the consumable parts have reached their end of life. The cost of error and scrap is high, so the company decides effectively to eat the extra consumables cost.
Both strategies can work, but they’re also imprecise. An operator might push the life of some consumable parts and end up with poor cut edges. Even worse, poor-quality edges followed by excessive grinding could become “baked” into the operation, with no one thinking there might be a better way. Conversely, when operations replace torch components too frequently, they spend more on consumables and often perform more changeovers than necessary.
Operators do their best with the technology they’re given. After all, they receive no real-time information from the torch itself. Experienced operators observe the arc, listen to the high-pitch whistle of the plasma to determine its health, and monitor the operation on the controller. When the whistle pitch changes, they might guess that the nozzle bore is becoming eroded. Of course, they don’t know until they stop the system and inspect the consumables. Worst of all, all this is reactive. The problem already happened.
That’s starting to change, though. Some of the most recent plasma cutting advancements embed sensors directly into the torch consumable cartridge. At present, the technology is being used in the light industrial market, mainly to set up the cutting system for different applications. In this segment, a shop might need consumables designed for hand cutting, mechanized cutting, and even gouging. The cartridges are color coded based on application (see Figure 6) to assist operators to make the correct selection. The cartridge has a chipset that can communicate directly with the system control. This means the plasma system effectively sets up itself based on its consumable cartridge.
The chip in the consumable also records data on every job it performs. The information in the cartridges can be read using a smartphone via an app. So, when operators or technicians scan the data on the cartridge, they can see when, where, and how that consumable has been used. They can see details including system setup information pressure and current settings; what plasma systems the consumables were connected to; usage information; how many cuts it performed and the hours of transfer arc; and how many transfer arcs were initiated and made contact with the workpiece. The data also reveals how often the system entered pilot mode, where the plasma arcs inside the consumable before transferring to the workpiece surface. The more “piloting” that occurs, the shorter consumable life is likely to be.
The Power of Data
At-the-torch chip technology amps up error-proofing (pun intended). When the consumable cartridge and the plasma system control communicate, they’re on the same page. When there’s a mismatch between the plasma system settings and the consumable, the system alerts the operator, who then can decide how to proceed.
Chip-embedded consumable cartridges also help troubleshooting as it can record error codes and other operating parameters. Consider a cutting application where some consumables last three hours while others last six. The operator scans the cartridge via a smartphone on both consumables and pulls up the history from each. By comparing the data, along with other operational data the process may capture, the company discovers that the consumable with the shorter life had a lower air flow setting. So, they adjust the air flow—problem solved.
In such situations, the data could help pinpoint gaps in training. Cartridge chip data can be tied to specific operators. If one operator’s consumables fail prematurely, they use that to pinpoint the issue and spread best plasma cutting practices throughout the company, throughout all shifts.
Correlating data also helps reveal sources of inconsistencies between operations and between shifts. For instance, shops often find that plasma cutting systems on second or third shift operate at higher gas pressures than the systems on first shift. Why? Fewer systems are running on second and third shift. The same compressor serving multiple machines cannot keep up with required flows on first shift, resulting in low-pressure (and suboptimal) conditions. Often, such variation remains hidden, and operators just do their best to adapt. With data, a plasma operation can make gas flow consistent throughout all shifts, make cutting more repeatable, and improve quality overall.

FIGURE 3. A well-organized consumables drawer has consumables grouped by type, application, and remaining life. Fresh consumables aren’t dropped randomly next to used consumable parts nearing the end of their life.
What the Future Could Look Like
Data helps a shop make better decisions. For the future plate fabricator, a data-rich plasma system could see a precision cutting job in the queue, then flag personnel to let them know that the current consumables have a good chance of falling short on those cut quality requirements.
With that information, the operator would change consumables before cutting the job. Alternatively, he could change the job sequence using current consumables to tackle a nest where angularity and other cut variables aren’t as critical. Once that’s finished, he could change consumables and start the precision cutting job. Such data could even influence how a company nests parts, schedules its jobs, or even quotes its work.
Note that all this represents future potential, not the current state. To be sure, data-rich plasma cutting is in its infancy, but its potential is undeniable. Once data collection proliferates and the data set grows, plasma cutting overall will get more intelligent—ideally, with no more frustrated operators sifting through a bucket of consumables, grabbing a swirl ring or nozzle, frantically assembling them into the torch, firing up the system, and just hoping for the best.
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

{kind=link}
{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Tips for creating sheet metal tubes with perforations

2
JM Steel triples capacity for solar energy projects at Pennsylvania facility

3
Are two heads better than one in fiber laser cutting?

4
Supporting the metal fabricating industry through FMA

5
Omco Solar opens second Alabama manufacturing facility
