















Editor-in-Chief
With a change in punch tooling, Red Dot Corp. now can perform shearing and louver forming in a single setup on the punching machine.
Any manufacturer of products that require some sort of temperature management is very familiar with louvers. It’s a critical feature in these types of products.
To form those louvers, many manufacturers rely on turret punching machines. These workhorses of the metal fabricating industry can not only produce the louvered forms, but also punch out holes, produce features such as countersinks and taps, and shear parts free from the skeleton. A punching machine can do quite a bit if the right tooling and processing steps are in sync.
Red Dot Corp., a manufacturer of mobile heating, ventilation, and air-conditioning (HVAC) units and components for heavy-duty commercial and military vehicles, still relies on its punching machines to process parts for its products. Some recent changes in its tooling usage have helped to streamline production of one particularly troublesome part.
Red Dot can trace its roots to the late 1950s, when Harcourt G. “Harky” Runnings started building customized heaters as a side business in his automotive radiator repair shop in West Seattle. The heaters were made for mail trucks running up and down the Alaska Highway.
As word spread about the quality of his work, Runnings soon turned to making cooling and heating equipment full-time. In 1965 he formally incorporated Red Dot. Even in those early days, Runnings planned to produce HVAC equipment for heavy-duty vehicles and off-highway equipment.
Today the company has stayed true to that original mission, even as it has added products for the military market and built a part-replacement program over the years. It also has a footprint that extends beyond the Pacific Northwest, with manufacturing facilities in Memphis; Suffolk, U.K.; and Shanghai.
At its Seattle home base, Red Dot operates three punching machines. Jericho Abad, a 21-year veteran of the company and a former punching press operator, came from the company’s quality assurance department a couple of years ago to help out in his former stomping grounds in the punching area.
Early on, an outsider’s eye provided a new perspective. Abad asked a question heard in a lot of metal fabricating facilities: “Why are we doing it this way?”
He was asking about a specific louvered part made from 20-gauge galvannealed steel. The part-making process involved an excessive amount of material handling—shearing a 96- by 48-inch sheet into five 17- by 48-in. sheets; placing those sheets onto the Finn-Power C5 turret punching machine for holemaking and creating the part blank; unloading the parts and the skeleton; and reloading the parts individually onto the punching machine so that the louvers could be made. (In February 2008 Prima Industrie Group acquired the Finn-Power Group, ultimately launching the Prima Power brand in March 2011.)
All fabricators know what happens when you introduce too much manual material handling: You increase the chance of poor-quality parts. This situation at Red Dot was no different in that sometimes the individual parts were reloaded onto the punching machine backwards or they weren’t placed securely into the clamps.

Red Dot’s air-conditioner/heater units are used in construction, military, mining, and agricultural vehicles.
At the heart of this inefficiency was a forming tool that wasn’t spring-loaded. The forming tool could stick out about 0.35 inch and catch something as the sheet moved beneath the turret. In some instances, once that tool caught the sheet, it could be ripped from the machine’s clamps.
“Basically it could get caught when you were running the job, unless you really picked the sequence very carefully,” Abad said.
The older tooling also created the louver progressively, according to Abad, which was slow and decreased the tool’s working life. A new tool that was capable of making the louver in one hit would be a much needed improvement, especially if it was designed to avoid collisions on the punching machine.
John Nugent, a sales engineer for Mate Precision Tooling, called on Red Dot about this time. He was new to the territory, but familiar with punching machines. He had run and programmed turret punch presses for 16 years.
Upon meeting Abad, Nugent asked him what was causing him problems. Abad quickly referred to the painstaking process of forming louvers.
Nugent understood the situation and took into consideration Abad’s suggestions. That led to a discussion with Mate tooling engineers, who came up with customized hardware for the job.
“We came in and offered a spring-loaded bottom, instead of having the punch side absorb it all,” Nugent said. “So that allowed the tooling to have a smooth surface and move across the material without catching on something.”
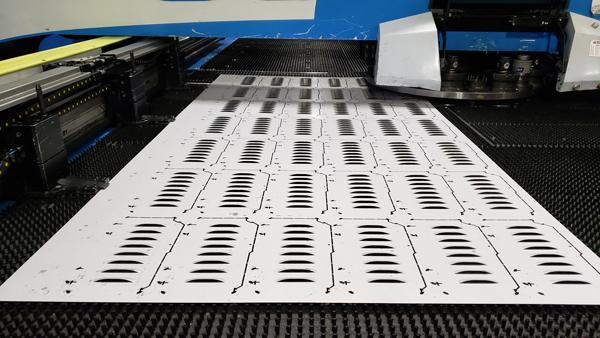
Red Dot now can throw a full 4- by 8-foot sheet on the punching table and form all the louvers at one time without fear of the forming tool getting hung up or even knocking sheets or parts loose from the machine’s clamps.
The production savings that resulted from the new tooling and louver-making process are significant. Red Dot went from a two-step, eight-hour production process to a one-step, 2.5-hour process. Under the old process, the punching department required 20 minutes to cut 10 96- by 48-in. sheets into 50 17- by 48-in. sheets; 420 minutes of run time on the punching machine; and 50 minutes of loading and unloading time for the sheets, parts, and skeletons. The new process eliminated the shearing process, as well as 10 11- by 38-in. remnants that were left over from the shearing. (Nugent also noted that Red Dot was able to get better sheet utilization as the punching department improved the sequencing of its parting tools, allowing them to punch farther into the corners than previously.) Now only 150 minutes are needed to form the louvers, and seven minutes are required for loading/unloading.
“We fabricate these parts up to three times a week,” Abad said. “Our productivity with the new Mate louver tool increased 68 percent without the hassle of finding use for the new remnant metal material.”

Jericho Abad (left), Red Dot’s production programmer, and John Nugent, a Mate sales engineer, show the louvered part that is now produced in one setup on the punching machine.
It also has become a much more reliable process.
“We just basically set it up, go home, and come back in the morning,” Abad said. At that point it’s just a matter of removing the 300-plus parts from the punching bed.
Mate has worked with Red Dot off and on over the last 15 years, conducting tooling audits when possible. The stakes have definitely grown over the years, as Red Dot has gone from punching 298,000 pounds of sheet metal per month in the mid-2000s to almost double that today.
“With so many shops doing more laser cutting, the punch press is underutilized. There’s a lot of money wrapped up in that thing, so we want to find ways to increase its value,” Nugent said.
Tooling audits provide an excellent means to do that. The new louver tool at Red Dot is indicative of the benefits that can result from this type of interaction between a punching tool supplier and the machine operators.
A tooling audit in 2010 led Red Dot to improve its slitting tool hit count. The manufacturer was able to improve its slitting hit count of approximately 20,000 hits with standard Mate tools to more than 1,800,000 hits with Mate’s UltraTEC tooling. This tooling, designed for thick-turret punching, is made of premium, high-speed tool steel, which helps to extend tooling life when compared to standard tools.
This type of tooling change can help to improve part quality as well, according to Nugent. The tool strength ensures that a form is created cleanly, eliminating the worry of markings, such as hairlines.
In the meantime, Red Dot continues its efforts to find more efficiency in its punching department. Abad mentioned that having a laser/punch combination machine would be a nice addition, but streamlining punching jobs and creating new capacity might be sabotaging that dream.

This tool was custom-designed to have a spring-loaded bottom that was sure to retract during forming, ensuring that the tooling would not make unintended contact with the sheet during further punching or forming.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





