















Editor-in-Chief

The days of manually laying out fitting instructions, welding directions, and part identification numbers may be coming to a close with the advancement of automated marking technologies, such as laser marking.
It’s been six years since The FABRICATOR spoke with James Smelser, a one-man force trying to advance technology adoption in what many consider the technology-averse structural steel fabricating industry. Well, he is finally starting to see some success.
Smelser, the founder of Nicklebutt Automation, Sandy, Utah, has been promoting laser marking of structural steel sections since 2011, when he started working on building his first laser layout marking system. After being in the business for the last 50 years, he knows the industry is ready for such an advancement in marking capabilities.
“There really hasn’t been a whole lot of innovation in the steel business at all, but that’s especially the case when you get past the front end of the shop. You’ve got equipment where you can drill holes, cope beams, and all of that stuff in the parts department,” Smelser said. “When you get to the shop floor with the fitters and welders, there’s just nothing.”
He added that the shop floor is where almost two-thirds of the structural steel’s work force is found, yet not a lot of technology investment has been made in that area. As a result, structural fab shops haven’t boosted productivity efforts as much as their brethren on the sheet metal side of metal manufacturing.
“The famous criminal Willie Sutton was asked why he robbed banks, and he replied, ‘That’s where the money is.’ That is also why we should concentrate on the shop floor. That’s where the money is,” Smelser said.
Smelser added that he thinks laser marking can change shop floor operations for structural steel fabricators. Here are his reasons.
Anyone who has ever seen a fiber laser cut thin sheet metal knows that speed is a hallmark of the technology. The same applies to marking.
Smelser’s laser layout printing system uses four 100-W lasers to mark steel beams. (The original laser marker used two 50-W lasers.) Two lasers are positioned above and below the beams, and the other two can be found on either side of the beams.
Each laser works independently, marking anything within the 40-inch window before them. When markings are completed according to drawing specs, the system moves the beam for more markings to be made or brings in another beam.
One of the reasons that a fiber laser is so successful in cutting through metal is that its focal point is much smaller than what is generated with a CO2 laser—almost 10 times smaller. That power density allows the fiber laser to work very efficiently.
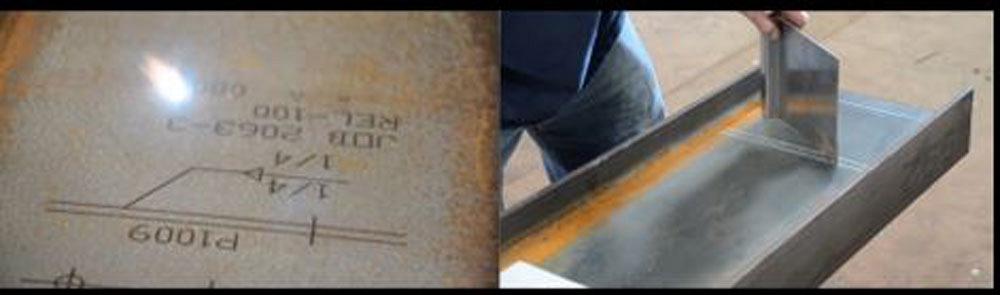
Figure 1
Fitting and welding details are laser marked on a beam in seconds with the automated equipment.
“If the steel has mill scale, rust, or some oil on it, none of those things really pose a problem for the laser,” Smelser said. “Even with coatings, the laser marks right through that stuff.”
Smelser said that each of the lasers can produce 720 in. of markings per minute (see Figure 1). He described it as adding 24 layout people to a shop, a boost of at least 18 percent for the typical structural steel fab shop. Given that the comparison is to someone doing layout with a tape measure or a ruler and a soapstone to make all of the marks noted on a blueprint, productivity improvement of some sort is definitely possible.
Those familiar with other marking options, such as scribing with a modified drill head or with a plasma torch, find that these processes simply can’t keep up with the speed of the laser, Smelser added.
The manual process of marking up a steel beam is not only slow, but it’s also vulnerable to mistakes. Layout personnel can misread blueprints or simply transpose numbers. Also, the chance for mistakes increases the longer the shop floor personnel have been working; tired minds lead to greater potential for sloppy work.
The increased use of 3-D CAD modeling in building design has created an opportunity to automate the layout process. Building information modeling (BIM) files extracted from the overall 3-D model allow a fabricator to see every use of stiffeners, plates, welds, and bolts and how all of the parts might fit together. The laser marking printer also allows erection information to be written on each erection piece. This covers information such as bolt quantity, bolt size, field welding instructions, safety notes, or any other directions that might help the erection team. The laser takes all of this information and quickly marks it on the beam. If the BIM file is correct, the markings on the structural steel should be correct as well (see Figure 2).
“We pull all of that information out of the model and we can get the error rate to go way down,” he said.
All structural steel shops know this struggle: It’s hard to find good help.
“The story’s always the same. The industry doesn’t get the good people to become fitters and welders, and every year it gets a little bit worse,” Smelser said.
He contended that because the laser layout system is so fast, it will free up some of the fabricators’ layout talent and let them help with fitting or welding.
“This is an answer to the question ‘How can I grow my company when I cannot hire fitters and welders?’” Smelser said.
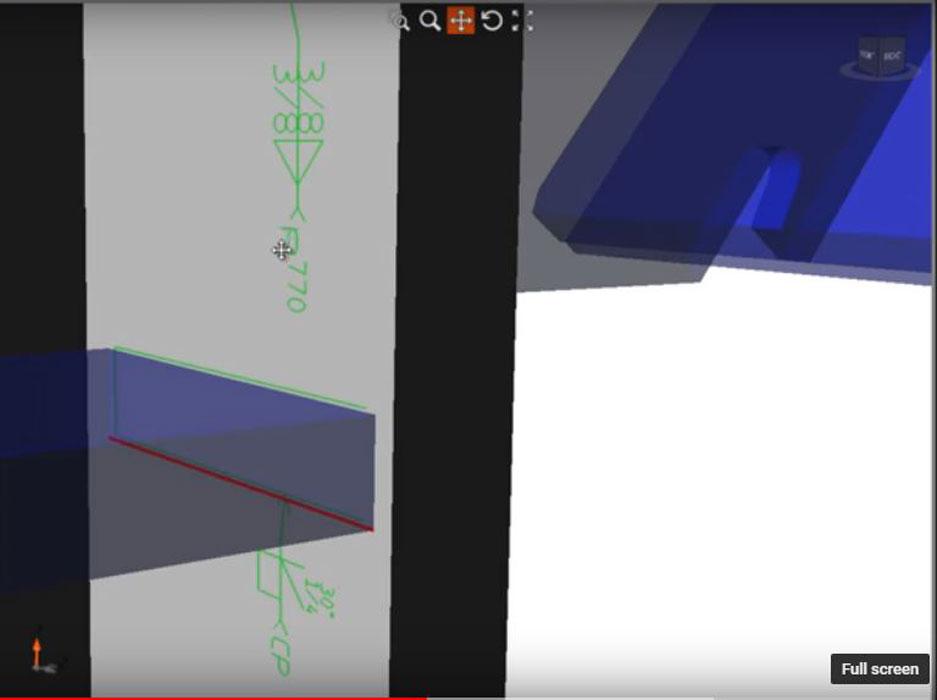
Figure 2
If you drill down to look at an individual structural steel beam in a 3-D model of a building, you can see the fitting and welding instructions that need to be put on that beam. With an automated marking system, that information is extracted from the building information model and transferred as it is detailed in the software.
Of course, investing in a laser marking device is more expensive than an automated process that etches or plasma marks the same information on a beam. Additionally, because the fiber laser holds the potential to cause great damage to a human eye if it were to make contact, the marking devices have to be housed in a Class 1 enclosure that prevents the laser light from escaping.
Smelser said that’s where it’s important to compare initial investment cost with cost of ownership. The elimination of labor manually marking structural steel beams, the ability to process more steel, and the elimination of rework in the shop and field need to be considered for the fab shop looking at investing in this kind of automation.
Six years ago, Smelser had yet to convince a structural steel fabricator to invest in the laser marking equipment. Today a shop is making the move from a 50-W laser marking unit to two additional 100-W marking units, while four additional 100-W units are under consideration for other plants. It’s looking to capitalize on the equipment’s productivity. For competitive reasons, it’s not looking to publicize that fact, however, according to Smelser.
Nickebutt Automation, www.nicklebutt.com



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





