















Marketing Director
Industrial 6-axis robots are being used more than ever in manufacturing. They can move material, weld, paint, palletize, and assemble. And it’s not unusual to see robots mounted with various cutting heads. An oxyfuel or plasma cutting robot may cut around pipes and vessels. A laser cutting robot may trim the edges of a formed sheet metal part.
What’s not quite as common is a robot that can cut with a waterjet. But thanks to advancements in robotic system design, integrating a robot with a waterjet isn’t as challenging as it once was. For the right application, a fabricator can reap the benefits.
The abrasive waterjet process can cut a variety of materials, including all grades of steel, aluminum, titanium, glass, and granite. The process produces a very clean cut, and it creates no significant heat affected zone (HAZ).
Waterjet systems use a high-powered pump, such as an intensifier pump, to “intensify” the water stream to an ultra high pressure (UHP) of 60,000 PSI or greater. At this pressure, plain water (that is, without abrasive) can be used to cut many products. A good rule of thumb is that many materials that you would normally cut with scissors or a knife can be cut with plain water. This includes plastics, textiles, and certain composites. Harder materials require that an abrasive, usually a crushed garnet, be introduced into the waterjet stream. The abrasive creates an erosion effect on the material.
When the water escapes from being under pressure, the water changes from high pressure to high velocity. Passing through a mix chamber in the abrasive waterjet cutting head, the high-velocity water creates a venturi that draws abrasive into the water stream.
Cutting rates depend on material, the thickness of the cut and the edge quality you need. For instance, a 60,000-PSI abrasive waterjet passing through a 0.014/0.040-inch orifice-nozzle combination can cut 0.5-in.-thick mild steel at speeds between 2.9 and 14.4 in. per minute (IPM), depending on the edge quality desired. The same waterjet pressure and orifice/nozzle combination can cut 0.5-in.-thick aluminum at between 8 and 40 IPM.
A cutting table has metal grates or slats to support the material above a capture tank, which (as its name implies) captures the water and abrasive after it passes through the material. The water bath disperses the unused energy—and a waterjet stream still has quite a lot of it. In most cases, the abrasive waterjet stream still has 80 percent of its energy when exiting the material, still powerful enough to cause unwanted cutting or damage.
The used abrasive either settles in the water bath, where it has to be removed periodically, or it is pumped via a garnet-removal system, where it is filtered out of the waste stream and dewatered for proper disposal. Abrasive waterjets create no hazardous waste. Generally, if you are not cutting hazardous material, the spent garnet can go to a sanitary landfill.
In a typical system, an intensifier pump delivers UHP water to the cutting head using a long piece of thick-wall UHP tubing. The tubing is very rigid, so its bend radius is very large. This provides smooth, consistent plumbing for the UHP water.
Standard 2- and 3-axis waterjet machines have been used for years for 2-D applications. These machines can have a very large work area, 8 by 12 feet or larger. They use linear rails and a CNC-based programming language. For cutting 3-D components, a waterjet system with 5, 6, and even 7 axes of motion is an option to consider.
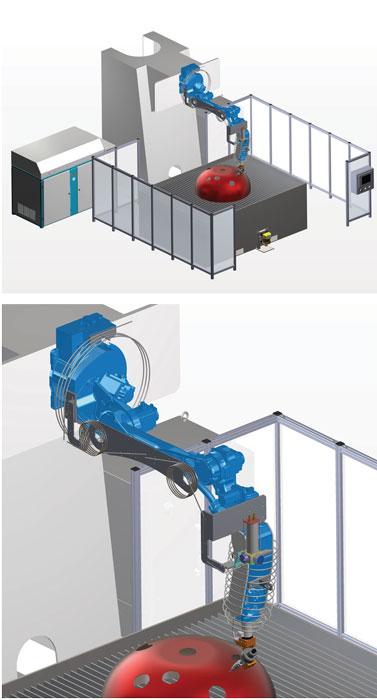
The final 3-D cutting alternative is, of course, a robotic waterjet system. A robot can hold and manipulate the work under a fixed waterjet cutting head (a common configuration for cast parts), or the robot itself can carry and manipulate the waterjet cutting head.
With smart fixturing and overall system design, a robot with an abrasive waterjet cutting head can reach above, below, and in between various part features. It can be mounted on the wall, even inverted, or mounted to a seventh-axis linear rail that can carry it across a massive work envelope. To increase throughput, multiple waterjet cutting robots can work side by side, either on multiple parts at once or on the same part. With the right pump and control configuration, the system can feed multiple robots that all work simultaneously.
A standard long-reach robot used for waterjet has a horizontal reach of about 122 in. Wall mounted, the robot has a vertical reach of about 200 in. A standard abrasive waterjet robot system has a work envelope of 75 by 88 in., and other robot models with longer reach capabilities are available for larger work envelopes.
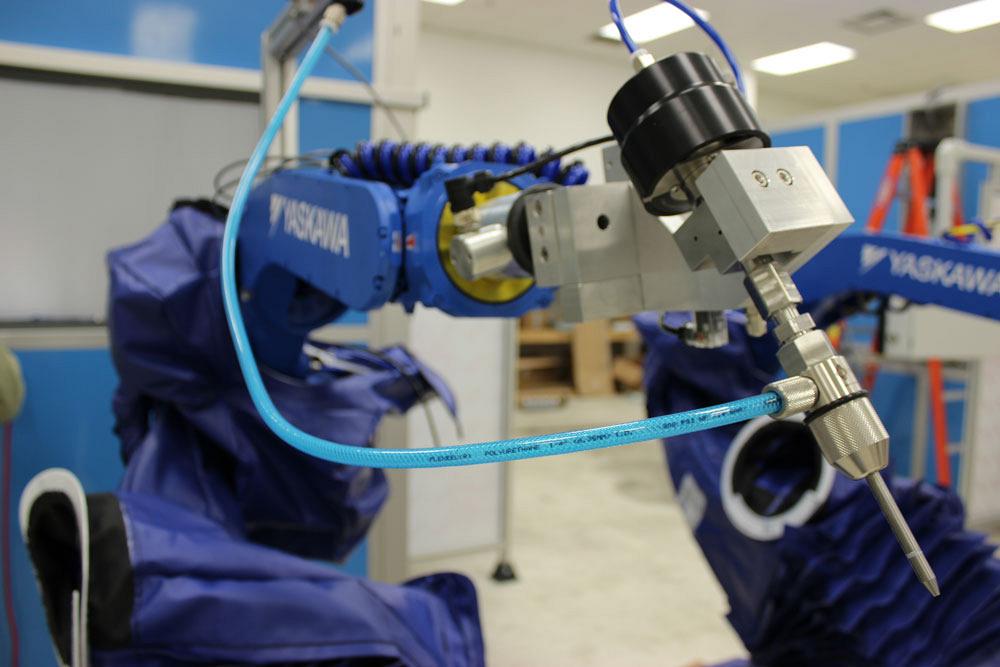
The nozzle, high-pressure tubing, and abrasive hopper are all mounted to the robot. The abrasive material is fed through a tube to the nozzle mixing chamber. Concurrently, an intensifier pump delivers high-pressure water through a coiled tube.
The coiled tube is a critical component to the entire system because it accommodates the movement of the robot arm, similar to how coiled tubes on a mulitaxis cutting head on some waterjet tables allow the cutting head to tilt and turn. The tube’s material must be stiff and free of elbows and other sharp changes in direction to accommodate the UHP water. At the same time, it must be flexible enough to account for the full range of the robot’s motion.
Strategically placed up and down the robot arm to accommodate each axis of movement, the tube coils and uncoils as the robot moves. The larger the robot’s reach, the more coil there needs to be to accommodate for the movement.
For programming, the teach-pendant method remains the standard, though some robot brands have built-in shape-generation software for easy programming of shapes. Today, though, offline robot simulation software is available with integrated CAM functions. The software allows users to import CAD models, create visual robot paths on the computer, then upload the programs to the robot. Note, however, that programming a waterjet system involves myriad variables, so regardless of the programming method, touch-ups may be necessary during the setup and tryout processes for new parts.
Both for process stability and safety, engineers must design systems that capture the water and abrasive after they exit the cut. Again, 80 percent of the waterjet stream’s energy remains after it penetrates through the material.
Capture systems vary greatly with the application, but all serve the same purpose as the water tank on a conventional waterjet cutting table. Some capture systems have basins directly below the fixtured workpiece. Others are mounted to the robot arm itself or are designed to move with the robot arm as it cuts in a variety of orientations. Even if the robot cuts upside down, the capture system is there to capture the stream after it exits the cut.
Water and abrasive can create a harsh environment. The water exits the nozzle at supersonic speeds, so the noise can exceed 110 decibels. To minimize noise, the robot can be housed in a sound-attenuating enclosure. The enclosure can have a rotating wall for the operator to load and unload parts. In some cases, the robot arm itself has a covering for protection.
For obvious safety reasons, operators must not be able to enter the robot cutting zone during operation. This can be accomplished with fixed guarding, enclosures, a robot home switch, safety scanners, and safety light curtains. When an operator enters the work area during cutting, the system should activate an emergency stop.
Why would a fabricator consider a waterjet to cut 3-D parts? The reasons involve various factors, three of which apply to any abrasive waterjet application, be it on a cutting table or with a robot.
First, waterjet could minimize or eliminate the need for secondary machining or grinding operations. Second, the workpiece material may be sensitive to the HAZ that thermal cutting produces. Third, other cutting methods, like sawing, could damage the material’s integrity, be impractical, or otherwise not meet the application requirements.
Some applications involve material that’s so sensitive that even the friction from a router creates too much heat. Abrasive waterjet cutting does create heat from friction, of course, but it’s nowhere near the heat created by other cutting processes.
Consider an aluminum control arm for a vehicle. It’s not flat, and it’s a safety-critical item that must be tested periodically during production. This involves cutting a test coupon out of the arm. This obviously can’t be cut with a thermal process, which would create a HAZ, affect the material integrity, and render the material test useless. In this case, the most cost-effective mechanized cutting method might be a robotic waterjet system.
Because of the setup time and fixture design involved, robotic waterjet cutting usually is applied in higher-volume production environments. This doesn’t mean robotic waterjet cutting can’t handle a high variety of parts. Once the system is designed, fixtures are made, and programs are written, a robot can switch from one part to the next with little downtime. It’s just a matter of switching out the fixtures, calling up the program, and making small adjustments if necessary.
But the initial design, fixturing, and programming can take time. The time may not be significant for parts without complex cut paths and high accuracy requirements. But for extremely complex jobs, the setup time can add up.
All this has to be weighed against other factors, including the system cost. As robots have become less expensive, they have become a cost-effective way to waterjet-cut 3-D components. Say an application calls for precise, complex cutting of a high-volume part. Yes, the programming time can be extensive. But once the programming is complete, the system will keep cutting repeatedly thereafter. Combine this with the competitive price of robots and the fact that multiple robots can be set up to cut simultaneously, boosting throughput, and robotic abrasive waterjet cutting begins to make business sense.
Waterjet may not be the simplest process to adapt to robotics, but it is being done, and it is no longer a rarity. If metal parts require 3-D cutting and are sensitive to the HAZ produced by thermal processes, robotic abrasive waterjet cutting may well be the process of choice.
Steven Cranston is sales manager for Alliance Automation LLC, 4072 Market Place, Flint, MI 48507, 810-953-9539, www.roboticwaterjets.com. Barb Trushenski is marketing director for Jet Edge Inc., 12070, 43rd St. NE, St. Michael, MN, 763-497-8700, www.jetedge.com. Photos courtesy of Alliance Automation LLC and Jet Edge.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}