















Robot speed key to Tier 1 supplier’s success
Situation
At Sodecia’s Global Technology and Automation Center (GTAC) facility in London, Ont., Rob Remillard, engineering manager, and his team provide all the part assembly and part handling automation equipment for the Tier 1 supplier’s 48 worldwide plants that produce assemblies for the major automobile OEMs.
The company’s products include such components as seat belt height adjustors and cross car beam assemblies, as well as frame rails and rockers. It also produces complete vehicle floor pan assemblies for body-in-white assemblies, performing all the necessary processing from stamping and welding to sealing and finishing.
For these projects, GTAC uses necessary yearly quantities and part data to determine how best to automate all the processes to produce the parts as quickly and efficiently as possible. For example, if a part has a volume of 196,000 units per year, the shop works back from that production number to determine how many parts it must produce during a three-shift operation, and then how many a system will need to output within a certain time frame.
“We then determine how many robots are needed to do all the processes on the part in that amount of time,” explained Remillard. “How many it will take to do the welding and apply all the sealant, how many parts an operator can load in that amount of time, and so on. We will engineer a process with the minimum number of robots, operating stations, and other systems and run the automation as fast as needed to meet the target cycle time.”
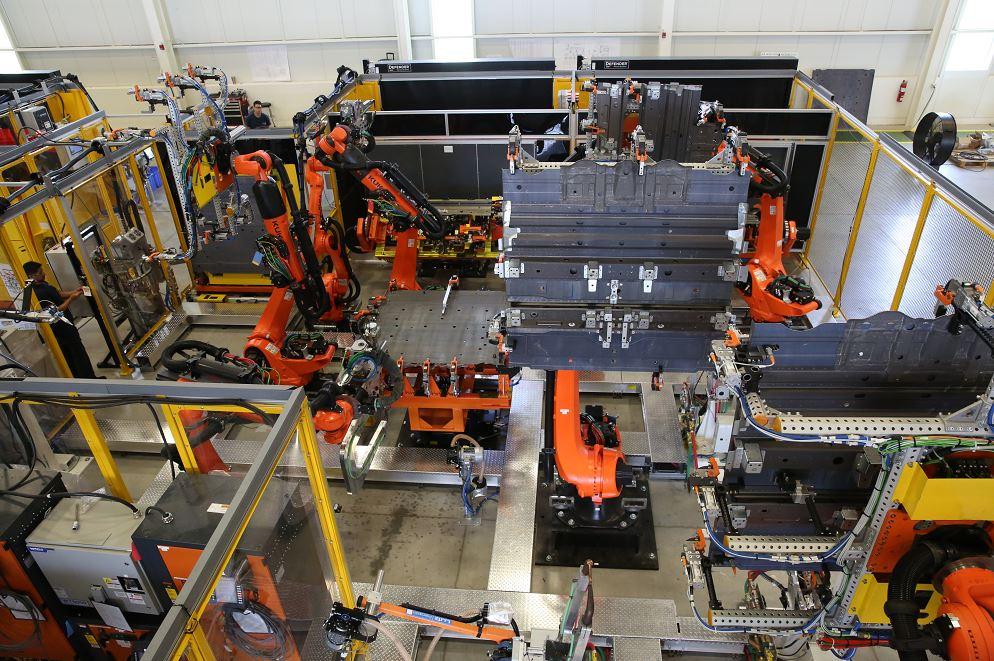
GTAC’s current automotive floor pans project is quite large, divided into four stages and six main cells. Each cell uses eight robots, two unload robot cells, and nine robots to perform subassembly and other miscellaneous tasks. The most recent stage of the project involves two main cells and eight robots to do spot welding, sealant, and stud welding, and each pan requires about 700 welds.
Robot acceleration and deceleration times, reaction time, and positioning accuracy are key to these processes.
Resolution
Remillard conducted a study among several robot OEMs. He started by comparing documentation, then brought the three finalist robots into the facility for side-by-side comparisons. He finally decided on equipment from KUKA Robotics.
“It’s the way they construct their robots,” he said. “They’re like tanks—strong, stable, reliable, and they can accelerate and decelerate faster than any other robot I’ve seen. In our business, when we do weld after weld after weld with small moves in between, the KUKA acceleration/deceleration reaction time is exceptionally fast, within milliseconds, as are their positioners. This saves us a significant amount of time per part just in signal reaction time, and KUKA’s signal processing time is one-fiftieth of the competition.”
The floor pan cell now includes KUKA’s KR 30 Iontec and KR 210 Quantec robots, along with KP1 and KP3 positioners. The positioners bring the parts into the cell, where multiple robots spot-weld and apply adhesive. After welding is complete, a robot moves the assembly to a pedestal station for drawn arc stud welding. In a unique operation within the cell, one robot hands off an assembly to another robot.
The robots must move loads up to 210 kg without being affected by the inertia forces that result from fast, abrupt stops and starts. “With KUKA, there is little if any ramping-up-to-speed time or coming-to-a-stop time. They do it practically instantaneously,” he said.
The open control system design allows GTAC to take advantage of all available functionality and perform a lot of operations on their own without assistance from KUKA. Additionally, the manufacturer provides GTAC with spot-ready or arc-ready packages, essentially plug and play, enabling the shop to incorporate the robots into their automated cells without having to mount their own welding guns or integrate other components.
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Tips for creating sheet metal tubes with perforations

2
JM Steel triples capacity for solar energy projects at Pennsylvania facility

3
Are two heads better than one in fiber laser cutting?

4
Supporting the metal fabricating industry through FMA

5
Omco Solar opens second Alabama manufacturing facility
