















Contributing Writer
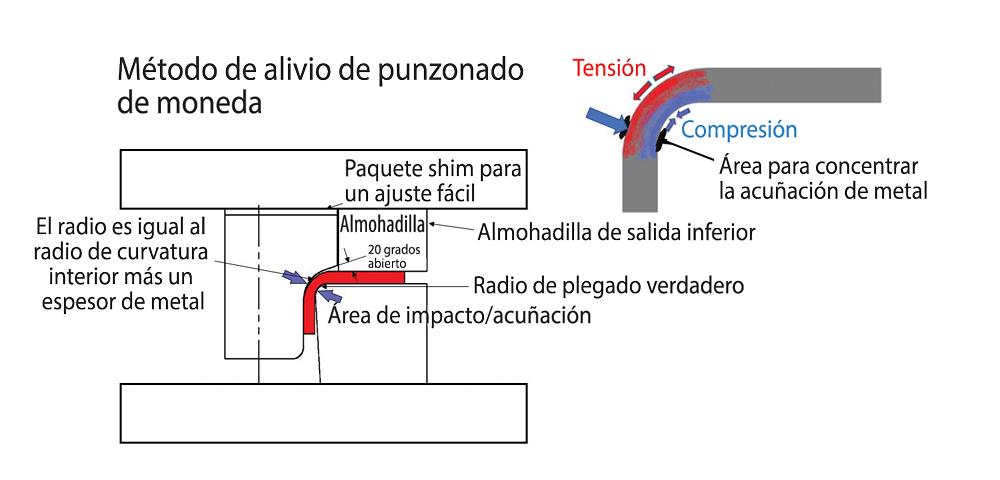
Figura 1. Una de las maneras más efectivas de crear un doblez de 90 grados mediante acuñado es diseñar el dado de modo que el acuñado ocurra en un área pequeña localizada dentro del radio de doblez.
Como consultor profesional, con frecuencia me piden que atienda problemas de dados en operaciones de doblado de metal, como el no poder lograr el ángulo de doblez adecuado, ángulo de doblez inconsistente de una parte a otra, y fractura en el radio de una parte doblada. Tan sencillo como parece, el doblado puede ser algo muy difícil.
Siendo el doblado uno de los métodos de formado más comunes hecho en dados de estampado de metal, este método implica deformar el metal a lo largo de un eje recto. (Esto lo diferencia del ribeteado, el cual utiliza un eje curvo.) Este método puede usarse para obtener cualquier ángulo de doblez deseado, aunque los dobleces a 90 grados son los más comunes.
Usando el proceso de doblado se crean formas como pestañas y canales. Cuando el doblado se usa para crear partes en forma de U, se denomina formado en U o formado de canal.
Uno de los mayores retos en el doblado de metal es la recuperación elástica. La recuperación elástica es la tendencia del material a regresar a su forma plana original cuando se somete a deformación.
Metales como el cobre y el acero suave son más suaves y tienen menores valores de recuperación elástica que sus contrapartes de mayor resistencia, como el acero de alta resistencia o el acero para resortes. Independientemente del valor de recuperación elástica del metal, para lograr el ángulo de doblez final correcto, se tiene que doblar el metal más allá del ángulo de doblez deseado y permitirle que regrese al ángulo correcto. Los ingenieros y fabricantes de dados y herramientas comúnmente se refieren a este proceso como sobredoblado.
A pesar de los esfuerzos de los fabricantes de acero, es casi imposible mantener consistentes las propiedades mecánicas del metal en todo el rollo, y esas propiedades discrepantes afectan la cantidad de recuperación elástica que ocurre.
Mientras mayor sea el punto de cedencia y la resistencia a la tracción del material, mayor es la probabilidad de que aumenten los valores de recuperación elástica, y el material requerirá un sobredoblado mayor para compensar. El espesor también hace una diferencia; los metales más gruesos muestran valores menores de recuperación elástica que metales más delgados del mismo tipo, principalmente debido a que un mayor volumen de material se deformó y se endureció mecánicamente en el área radial. Además, un material más grueso es inherentemente más duro que material más delgado, por lo que conserva su forma original de manera más efectiva.
El tamaño del radio de doblez interior también tiene un gran impacto en la cantidad de recuperación elástica que ocurrirá durante el proceso de doblado. Radios más grandes dan como resultado valores mayores de recuperación elástica, mientras que radios menores reducen la cantidad de recuperación elástica. Sin embargo, si el radio es demasiado pequeño, puede dar como resultado la separación del metal en el radio exterior donde se encuentra la mayor cantidad de tensión.
Todo el material de la bobina esta laminado y tiene una dirección de grano. Doblar o formar con respecto a la dirección del grano afectará la cantidad de sobredoblado requerido, así como la probabilidad de separación en el área radial. Cuando la separación es un problema, el doblado transversal (transversal al grano) a la dirección de laminado es más deseable que doblar paralelo a la dirección de laminado. Asegúrese de poner mucha atención tanto al tamaño del radio de doblez interior como a la dirección de doblado con respecto a la dirección de laminado, especialmente si el material tiene alta resistencia o mala estirabilidad.
La velocidad de deformación del metal también afecta la cantidad de recuperación elástica que ocurre. Recuerde que los metales son sensibles al ritmo de deformación, lo que significa que diferentes velocidades de formado dan como resultado diferentes cantidades de estiramiento y distribución de estiramiento.
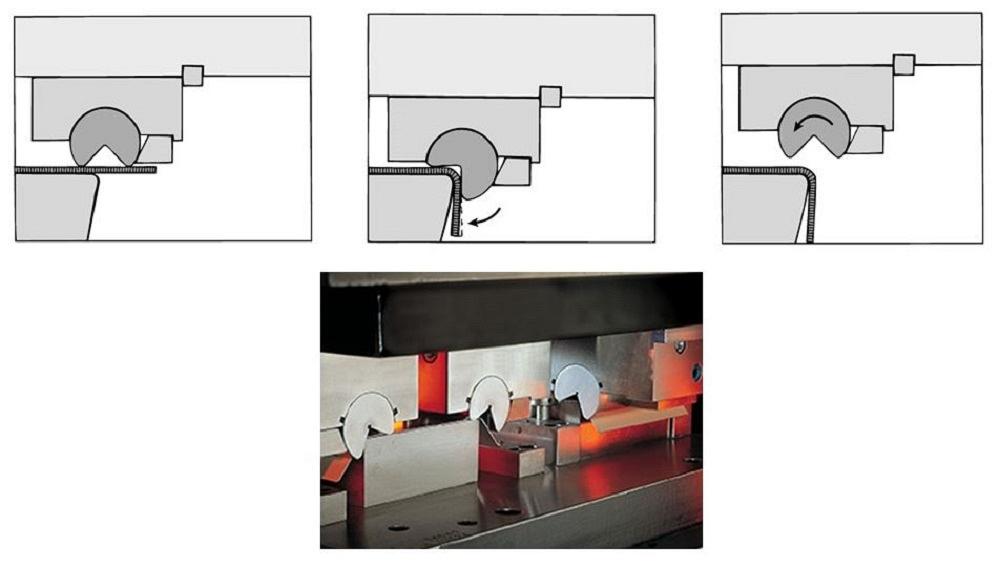
Figura 2. Las dobladoras rotatorias crean una gran cantidad de deformación por tracción y por compresión sobredoblando el metal significativamente más allá de 90 grados a un ángulo agudo.
El tipo, la cantidad y la severidad de la deformación que se esté usando para crear el doblez son otras variables. Cuando el metal es deformado o endurecido mecánicamente, la recuperación elástica disminuye. La deformación por tracción y los esfuerzos de compresión se generan de manera natural durante el doblado conforme el metal es estirado y comprimido, respectivamente. También puede crearse deformación, como por ejemplo mediante el acuñado, el cual consiste en aplastar el metal entre un punzón y un dado para reducir su espesor y hacer que se endurezca mecánicamente.
Una de las claves para obtener el ángulo de doblez deseado es diseñar el dado para que pueda ser ajustado de manera rápida, segura y efectiva para compensar la variabilidad del material de entrada.
Recuerdo cuando estaba en el taller como joven aprendiz de herramientas y dados, trabajando en un dado y tratando diligentemente de obtener un doblez sencillo de 90 grados en una parte. Uno de los fabricantes de herramientas más antiguos me dijo que si quería hacer un ángulo exitoso a 90 grados, tendría que acuñar el radio. Le pregunté qué era acuñar, y me dijo que era una manera de establecer el radio y el ángulo de doblez apretando el metal en el área radial entre el punzón (o yunque, como él lo llamaba) y el dado. Seguí sus instrucciones y para mi sorpresa, acabé haciendo el ángulo de doblez deseado de 90 grados.
En ese punto de mi carrera, entendí que eso funcionaba, pero no por qué funcionaba. Actualmente, con más de 40 años de experiencia, explicaré por qué acuñar el radio funciona y cómo lograrlo.
Para entender cómo funciona el acuñado, se debe entender lo que es la deformación y cómo afecta la forma final de la parte. Para que un estampado conserve su forma con una recuperación elástica mínima, éste debe deformarse adecuadamente. Esto significa que se debe formar el metal de manera que imparta endurecimiento mecánico (también conocido como endurecimiento por deformación) para cumplir adecuadamente al punto de cedencia del metal (el punto de deformación plástica permanente) y eliminar la recuperación elástica. La deformación permanente básicamente es el producto del endurecimiento por el trabajo.
Hay dos tipos básicos de deformación permanente: deformación por tracción y deformación por compresión. La deformación por tracción ocurre cuando el metal es estirado, y la deformación por compresión ocurre cuando el metal es comprimido o aplastado. Este proceso se conoce comúnmente como acuñado.
Una de las maneras más efectivas para crear un doblez de 90 grados mediante acuñado es diseñar el dado de forma que el acuñado ocurra en un área pequeña localizada dentro del radio de doblez (vea la Figura 1). Acuñar todo el perfil del radio ayudará a reducir la recuperación elástica y a obtener el sobredoblado necesario. Tenga en mente que usar este método aumentará la fuerza o tonelaje requerido para lograr el ángulo de doblez final deseado.
La clave es impartir deformación por compresión donde sea más efectivo, cerca de la tangente más cercana al metal que se está doblando. Haciendo ajustable la altura del bloque de formado, se puede cambiar el ángulo de doblez final ajustando la sección de formado hacia arriba o hacia abajo. Hacerlo controla la cantidad y la severidad del acuñado en el área radial.
Las dobladoras rotatorias u oscilantes son métodos mecánicos muy efectivos para crear un ángulo de doblez dado. A diferencia de los dados de acuñado, las dobladoras rotatorias crean una gran cantidad de deformación por tracción (en el radio exterior) y de deformación por compresión (en el radio interior), sobredoblando metal significativamente más allá de 90 grados a un ángulo agudo (vea la Figura 2). Toda la deformación es el producto del esfuerzo que ocurre de manera natural durante el proceso de doblado del metal.
Estas dobladoras tienen muchas ventajas. Pueden sobredoblar el metal hasta 30 grados más allá de 90. Son fácilmente ajustables y pueden usarse para doblar hacia arriba o hacia abajo. Debido a que esencialmente están envolviendo el material alrededor del punzón, la cantidad de fuerza requerida para crear el doblez es significativamente menor que con el proceso de doblado convencional por deslizamiento. Esto es así sobre todo cuando el proceso de doblado por deslizamiento usa acuñado también. Las dobladoras rotatorias además pueden diseñarse con nylon o plástico de alta presión para doblar materiales prepintados.
Una desventaja de una dobladora rotatoria es que usa movimiento mecánico para crear el doblez, por lo que requiere mantenimiento periódico para asegurar una rotación precisa de baja fricción.
Al menos hay otra media docena de maneras de diseñar un dado para lograr el ángulo de doblez deseado en una parte, y todas ellas usan la deformación por tracción y por compresión. A veces la deformación es natural, pero a veces ésta es creada mediante acuñado adicional.
Independientemente del método que use, recuerde diseñar el proceso de doblado para permitir un ajuste rápido y seguro dentro de los límites de la prensa. Esto es así sobre todo si el ángulo de doblez deseado es muy crítico.



FMA Communications ha introducido al mercado la edición en Español de la revista The Fabricator. Esta versión consiste del mismo tipo de artículos técnicos y sección de lanzamientos de nuevos productos que actualmente presentan el personal de primera categoría de Fabricator en Inglés.
start your free subscriptionSeth Feldman of Iowa-based Wertzbaugher Services joins The Fabricator Podcast to offer his take as a Gen Zer...





