















Notching tube and pipe
Examining three common methods
 |
The Hole Saw
Using a hole saw is an inexpensive way to make the occasional notch for a weld joint. More for the hobbyist, hole saws can be used with a drill press or, for portability, with a hand-held drill.
Multiple corresponding hole saws must be used to make notches with different ODs. Hole saws provide a less-than-perfect finish, and they are not the best solution for repeatability or large numbers of notches. Thin-walled tube is difficult to notch with a hole saw without creating a deformation, and the saws usually have a limited range of OD sizes. With that said, those on a budget who make the occasional notch are usually satisfied with the results.
Abrasive-belt Notcher
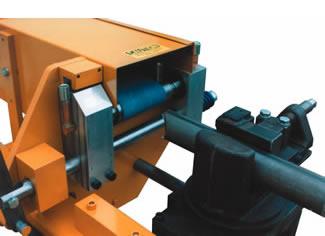
Several manufacturers make these notchers that have similar functionality. Abrasive notchers use an abrasive belt to sand or grind the metal to the desired weld joint size. For each separate OD, a mandrel sized to correspond with that OD is inserted to the point where the abrasive belt wraps and the notching takes place (see Figure 1).
 |
| Figure 1 For each separate OD, abrasive notchers use a mandrel sized to correspond with that OD that is inserted to the point where the abrasive belt wraps and the notching takes place. |
Linear screw feeds or faster feed levers position and feed the material into the mandrel and belt. Quick-change mandrels allow fast changeover times, and bearingless mandrels, which have bearings built into the machine, allow the fastest changeover times. Fixed-mandrel machines are more labor-intensive to change.
Additional features, such as a grinding station or a sanding station, make the abrasive notcher popular. The separate grinding station should be used with a reversible motor to keep the belt direction moving in a downward position for safety.
Additionally, operators should wear personal protective equipment when using notchers and grinders because of the dust, sparks, and high heat they generate. Some manufacturers offer dust collection units as an option with this type of machine. Sparks can be a hazard so it is important to use the abrasive notcher in an area free of flammable goods.
An abrasive-type notcher produces the best results on thin-walled tubing, such as wall thicknesses less than 0.065 inch. Belt life varies depending on the quality, but on average one belt can make 40 to 80 notches. Hard metals and thick-walled materials can shorten belt life.
Belts generally must be purchased from the manufacturer, although some machines are manufactured that can use off-the-shelf belts for some sizes.
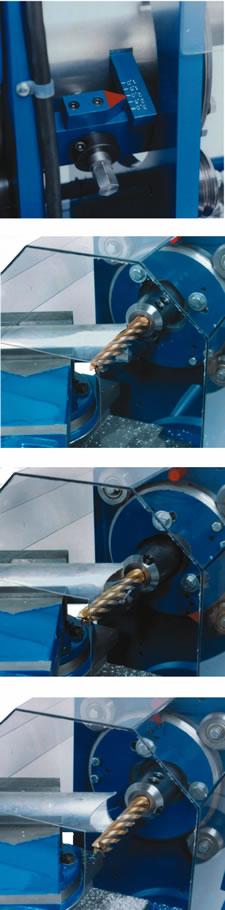 |
| Figure 2 An eccentric-cut notcher uses one cutter to notch sizes from 1 to 3 in. OD without tooling changes. This is done by setting an indicator to coincide with the desired weld joint OD that adjusts a cam on which the cutter rotates. The operator turns the handwheel, causing the cutter to move into the material to be notched in an eccentric orbit that cuts out the weld joint for the desired size. |
End Mill Notcher
One version of this type of notcher has a stationary end mill that is sized according to the OD to make the proper weld joint. With this notcher, the material is fed into the cutter either straight on or at an angle.
Another version is an eccentric-cut notcher that uses one cutter to notch sizes from 1 to 3 in. OD without tooling changes. This is done by setting an indicator to coincide with the desired weld joint OD that adjusts a cam on which the cutter rotates. The operator turns the handwheel, causing the cutter to move into the material to be notched in an eccentric orbit that cuts out the weld joint for the desired size (see Figure 2).
End mill-style machines generally can be used to produce notches on material with wall thicknesses of 0.065 in. or more. They do not produce heat, dust, or sparks. Non-eccentric-cut end mill notchers need different tooling for each size, increasing costs. These cutters can last longer and can be resharpened up to three times. Cutters can also be sourced locally.
End mill notchers can notch ODs as small as ¼ in., making them versatile. Eccentric-type machines also can plunge and notch when needed. End mill machines usually are portable because they are mounted on wheels and operate with low voltage, such as 110 V.
Chris Rusch is president of Rusch Machine & Design and Ed Holmes is general manager of the metal division of Baileigh Industrial, P.O. Box 531, Manitowoc, WI 54221, 920-684-4990, fax 920-684-3944, eholmes@bii1.com, www.bii1.com.
About the Authors
About the Publication
subscribe now

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

Seth Feldman of Iowa-based Wertzbaugher Services joins The Fabricator Podcast to offer his take as a Gen Zer...
- Trending Articles
1
Zekelman Industries to invest $120 million in Arkansas expansion

2
3D laser tube cutting system available in 3, 4, or 5 kW

3
Corrosion-inhibiting coating can be peeled off after use

4
Brushless copper tubing cutter adjusts to ODs up to 2-1/8 in.

5
HGG Profiling Equipment names area sales manager
