















Aligning additives in composite materials improves 3D-printed parts
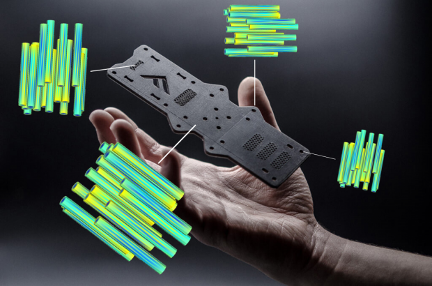
Fortify says its 3D printer aligns composite-material additives, resulting in stronger parts
Images: Fortify
From Kevlar vests to faux wood decking, composites are found everywhere. They’re tough, dimensionally stable, and wear- and corrosion-resistant.
Most are made of thermoplastic reinforced with carbon fibers, glass fill, or metal powder, although aircraft fuselages typically are made from alternating layers of composite cloth and epoxy resin. The resulting structure is exceedingly strong and lightweight.
Manufacturing these structures is challenging, however. The manual layup process is time-consuming and takes significant skill. Automated methods are more efficient but require substantial investments in machinery that’s both complicated and difficult to scale.
For smaller parts, 3D printing has proven to be a viable alternative, but technical hurdles have hampered widespread adoption. Among the problems are clumping and settling of the functional additives (particles and reinforcing fibers) during the build process. In addition, fiber alignment has been virtually impossible to achieve on traditional 3D printers.
Until now.
Stop the Sediment
Fortify has developed the Flux One 3D printer, which addresses problems associated with printing composite parts. The Boston-based startup calls its process Digital Composite Manufacturing (DCM).
Fortify Vice President of Business Development Ben Arnold said the first and, in some ways, most important of these technologies is Continuous Kinetic Mixing (CKM). It prevents clumping and sedimentation by blending the system’s photopolymer resin with functional additives, continuously recirculating, and, in some cases, heating the resultant mix throughout the printing process.
These additives include metal flakes, carbon or ceramic fibers, and flame retardants, each of which impart desirable characteristics that would be difficult to take advantage of without CKM. More importantly, these characteristics are consistent throughout the build, an attribute that Fortify CEO and Cofounder Josh Martin suggested is missing from many 3D printers’ designs.
“With traditional 3D printers, sedimentation can occur within minutes, so you’ll end up with different physical properties at the bottom of the build compared to the top,” he said. “The solution is often to use the smallest additive particles possible, but this tends to limit the printed part’s functional characteristics. CKM eliminates all this, opening the door to the use of heavier additives and higher concentrations of additives while achieving consistent material properties.”
Arnold added that Fortify also takes steps to promote additive and base resin bonding. “We do this by chemically treating [additives] so they bond well with the resins and, where appropriate, make them magnetically responsive.”
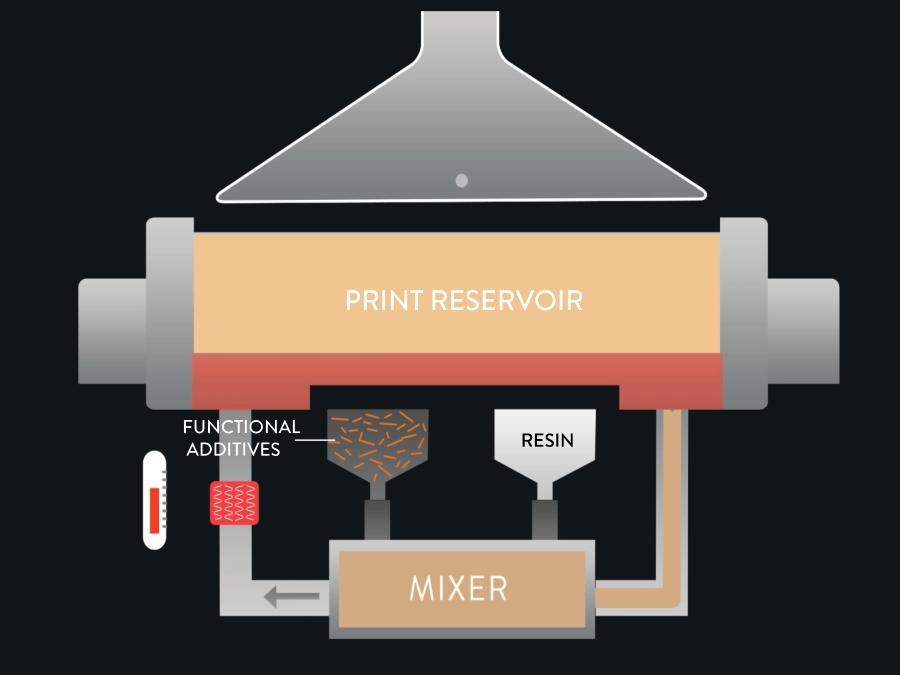
Functional additives must be uniformly distributed to achieve consistent material properties. Continuous Kinetic Mixing facilitates this by blending resin and additives throughout the printing process.
Frozen in Time
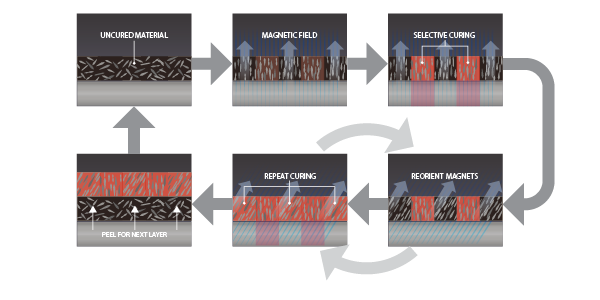
Being magnetically responsive is the second piece of the DCM puzzle. Where CKM ensures consistent fiber distribution throughout the build, Fortify’s Fluxprint technology provides selective alignment of those fibers, allowing them to be interlocked between layers and wrapped around load-bearing geometries.
Fluxprint does this by introducing a magnetic field across the build area, essentially making fibers “stand at attention” long enough for ultraviolet light to “freeze” them and the surrounding resin in place. The process is repeated with successive layers, ultimately producing parts with enhanced strength, thermal properties, or electrical conductivity in areas where such attributes are desired.
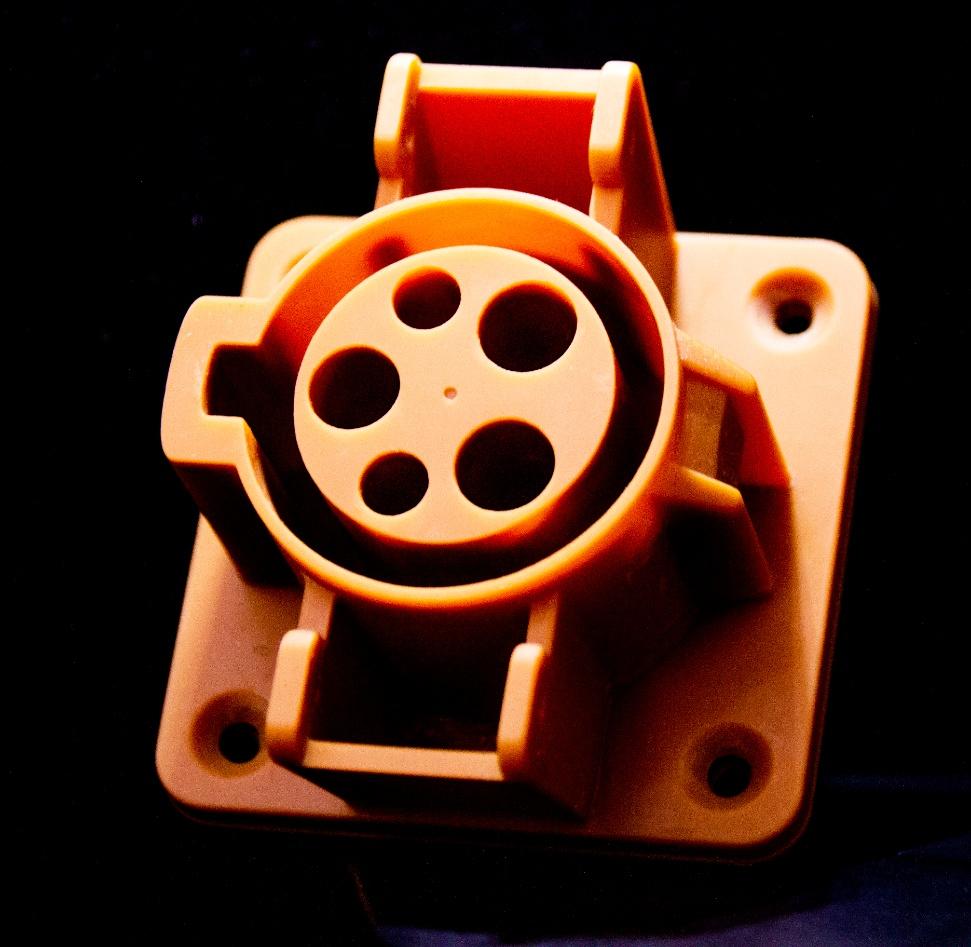
“There are some exciting uses for this selective alignment,” said Martin. “Consider a 3D-printed insert for a plastic injection mold. You might align the fibers to prevent breakage of a thin feature, and if you’re going to print the entire mold, you can beef up the sections surrounding the runners to improve wear characteristics.
“On the flip side, you can use Fluxprint to program breakaway supports that are much easier to remove than supports built with traditional 3D printing technologies,” said Martin.
Shifting Fields
Since its founding in 2016, Fortify has deployed several pilot systems. It plans to have a dozen or so in place by the end of the year. Applications to date include plastic injection molds and inserts, electrostatic assembly jigs, medical device components, and proprietary designs that Martin is not free to discuss because of confidentiality agreements.
“Because we have voxel-level control throughout the build, together with a broad portfolio of materials boasting enhanced electrical and mechanical properties, we anticipate our technology will be used widely in any number of industries,” he said. “If you want an area to be more thermally conductive, for example, you can simply alter the direction of the fibers to accommodate that. We’re also seeing great interest from companies in the RF (radio frequency) and microwave space that anticipate using our technology to get the properties they need rather than the conventional approach of assembling parts from many different materials.”
There is a catch, however: Aligning every voxel is time-consuming. It’s a “blessing and curse” to have that level of control, according to Arnold. “One of the best ways to leverage it is to use finite element analysis and similar engineering tools to identify stress locations within the CAD model and reinforce just those areas.” The user can then fill in the balance of the workpiece with a simple crosshatch pattern.
By using this approach, said Arnold, CKM “assures consistent material properties throughout the part, while Fluxprint provides optimized microstructures exactly where they’re needed most.”
About the Author

Kip Hanson
About the Publication

- Podcasting

{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles