















Editor-in-Chief
Former Vice President Al Gore told the audience attending a conference at Desktop Metal (DM) in March that acceptance of new technologies usually takes longer than expected. And often the old ways of doing things must be jettisoned before a new technology can gain traction.
Gore cited 3D printing as an example. “So many changes had to take place before 3D printing could be accepted,” he said. “The infrastructure. The thinking. The design of parts that could unleash the potential of 3D printing.“It took time.”
It also takes times to develop, test, tweak, retest, tweak again, and qualify a new 3D printer—especially one that breaks as much new ground as DM’s Production System.The company claims its new machine is the “world’s fastest metal printer … and the first and only metal 3D printing system for mass production that [can] compete with traditional manufacturing processes.”
The printer reportedly builds parts four times faster than other binder-jet systems and 100 times faster and 20 times more cheaply than laser-based styles.
The first unit was installed in Q1 of this year at one of DM’s early partners, an unnamed Fortune 500 company. It anticipates delivering a “handful” of additional systems through the end of 2019 and ramping up deliveries in 2020.
The four-year-old Burlington, Mass., manufacturer introduced a smaller, low-volume metal 3D printer called Studio System in 2017. Later that year the company began designing and testing various iterations of the Production System.
Excitement about the system has been escalating in the industry and among investors since the announcement of its launch. The company has received $438 million in funding to date, and its current market valuation is estimated to be $1.5 billion.
Pioneer Spirit
DM Chief Technology Officer and co-founder Jonah Myerberg described the journey from design to launch as “a product of working with pioneers (early partners) to understand what they really want—what’s important to them—and then evolving the printer to meet their needs.”
Larry Lyons, vice president of product, added, “We’ve been very selective in the types of companies that we work with. We choose partners we think can we can learn a lot from, in addition to getting them up to speed on the Production.”

The Production System metal 3D printer reportedly builds parts four times faster than other binder-jet systems and 100 times faster than laser-based styles.
Part of DM’s commitment to partnering with customers is so it can reach a point at which ordering a Production System is like ordering a CNC mill or an injection molding machine. If that happens, said Lyons, it would be a big step toward achieving one of the company’s overarching goals: “To transform the manufacturing marketplace.”
A transformative metal 3D printer would need to be as simple and predictable to use as a CNC mill. “We need to get to a high level of reliability and ease of access and installation to truly disrupt this massive market,” said Lyons. Highly specialized printers are time-consuming to operate and require intensive engagement, he added, making them incapable of disrupting the $12 trillion global manufacturing market.
How It Works
Printing parts on Production involves four steps:
1. Print. Positioned above the 750- by 330- by 250-millimeter build envelope are two full-width print bars. They are fitted with a total of 32,768 piezoelectric inkjet nozzles that disperse metal powder at the rate of 3 billion drops per second.
Each pass lasts about 2 seconds, during which the nozzles deposit a 50-micron-thick layer of powder. The average build speed is 12,000 cubic centimeters per hour, which equates to printing 60 kilograms of metal parts per hour.
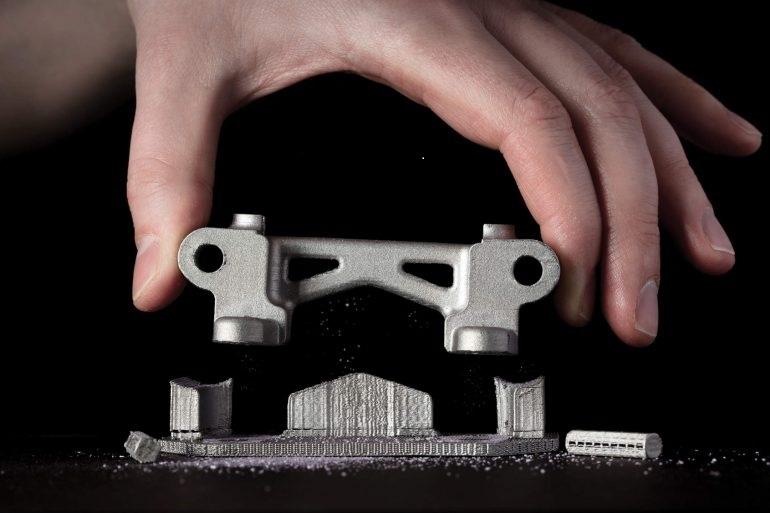
2. Solvent removal. The build box containing printed parts is placed into a chamber where solvents are removed and binder materials solidify—a step that strengthens the parts.
3. Depowder. Parts are removed from the build box and cleared of loose powder.
4. Sinter. Parts are heated in a furnace to near-melting temperatures, which removes any residual binder and causes metal particles to fuse together and densify.
Two key technologies underlie the Production System: binder jetting, developed by DM co-founder Emanuel “Ely” Sachs and his colleagues at MIT, and single-pass ink jetting, invented by Inkjet Systems scientist Paul Hoisington.

Desktop Metal CTO Jonah Myerberg said industry has been “waiting patiently for metal 3D printers to come down in cost and complexity, like plastic 3D printers have over the past 20 to 25 years."
With Single Pass Jetting (SPJ), as DM calls its powder-delivery process, the bidirectional printhead accelerates to top speed, maintains speed for a brief time, decelerates, and then reverses direction.
One change made to the original design was to extend the bed so that each pass lasted slightly longer. “Doing this stabilized the process without complicating things much,” said Myerberg.
Maintaining consistent layer thickness over a relatively large area using rapidly moving printheads proved challenging. Myerberg said a solution was found—one that maintains a tolerance on layer thickness of around 2 µm.
He added, “If you look at the print box, you’ll see that the powder is not completely flat. But that’s OK, as long as any slight waviness repeats exactly over and over and over again.”
Myerberg compared SPJ to 2D-printing large, flat surfaces. “It’s the same technology used for the inkjet presses used to make billboards,” he said, “except we use 2D printing to create this very high-resolution image on top of a big box full of powder.”
Another design feature that speeds production is locating part-solidification functions in a furnace downstream from the printer. “That allows the printer to just focus on cranking out metal-powder parts that are held together with binder material,” explained Lyons. “By separating printing and heating, we’re able to get a system that’s much, much faster. That’s where the 100x faster comes from.”
Two other timesaving aspects of the system are the build materials it uses and a patented technology that minimizes postprocessing of parts.
Instead of expensive build powders that are costly and need to be qualified, Production System builds parts from MIM (metal injection molding) materials. They are relatively inexpensive, readily available, and there’s a huge selection from which to choose.
A significant barrier to widespread acceptance of 3D printing is the postprocessing required to prepare a part or product for use. With metal printers, parts weld to their build plate, which often must be carefully removed on a machining center or wire-EDM machine. That adds time and costs and nullifies the benefits of mass production.
“We didn’t want to provide a solution that got you three-quarters of the way [to mass-producing parts] and then leave you to figure out the other equipment you need to get to 100 percent,” said Lyons.

One company goal is “to transform the manufacturing marketplace,” said Desktop Metal VP of Product Larry Lyons.
To ease the postprocessing pain, DM developed the “separable support interface layer” technology. Traditional laser powder bed printers are limited to a single material per build cycle. The Production System, on the other hand, allows multiple materials to be used. This permits the user to print support structures that do not bond to or consolidate with parts during sintering, making them easily removable by hand.
The interface technology doesn’t completely eliminate postprocessing, Lyons noted. “If you need a sub-20-µm surface finish, you’re going to need to polish the part—just like you would with casting or some other high-volume method.”
“Accessible” Technology
Does a printer that builds parts 100 times faster and 20 times more cheaply than a conventional system cost more?
The cost is on par with laser-based metal systems, according to Myerberg.The Studio System+ printer sells for $60,000, and the complete-system hardware is available for $160,000. The Production System is modular and configurable and priced is based on customer requirements. The printer sells for $750,000.
“We really want to make metal printing accessible to everyone, and these systems are very accessible,” Myerberg said.
He added that industry has been “waiting patiently for metal 3D printers to come down in cost and complexity, like plastic 3D printers have over the past 20 to 25 years. And now that it has happened, there is a lot of excitement.”

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...

{kind=link}
{kind=link}