















‘Software silos’ work against additive manufacturing interoperability
Simplifying the use of 3D printing software would improve the AM process

Assorted metal parts 3D-printed by Keselowski Advanced Manufacturing, which operates nearly two dozen metal powder bed printers from three different OEMs. KAM
To someone in the machining or sheet metal industries, the additive manufacturing process might appear simplistic. Fill a 3D printer with powder, resin, or filament, then upload a CAD file into whatever software package came with the machine and get printing.
There’s no tooling to worry about like with traditional manufacturing. There’s no CNC machinery to program or calculating what size part-blank to use. And there’s certainly no wondering about the most efficient way to process the workpiece.
AM, it might seem, is largely a black box affair: raw material in; finished part out.
Welcome to the Wild West
Michael Mullen will tell you that appearances are often deceiving. The engineering manager at Keselowski Advanced Manufacturing (KAM) is responsible for nearly two dozen metal powder bed printers from three different OEMs. The Statesville, N.C., company prints high-end parts for the space, aerospace, automotive, and defense industries from materials such as aluminum, INCONEL, and titanium, to name a few.
During his four years at KAM, Mullen has learned that 3D printing is anything but simple. “Each brand of 3D printer—and sometimes the different models and vintages within those brands—often has different file formats and workflows that determine how you transform a CAD file into the finished part,” he said.
And unlike KAM’s fleet of CNC machining centers, 3D printers have no standard G-code to give them their marching orders, he noted. The nearest equivalent—the “slice files” used to drive the company’s 21 3D printers—are largely machine-agnostic, but the workflow and software used to develop each of those files can vary significantly.
“Every machine OEM does things differently, and the technology itself keeps evolving, so it’s tough to standardize,” Mullen said. Another issue is that customers’ 3D models rarely come to KAM in a ready-to-print state. If a part’s going to be machined after 3D printing, for example, KAM often adds material to the build to facilitate its being held securely on the machine tool.
“That means a trip to one of our CAD systems,” said Mullen. “From there, we do whatever nesting, support building, and lattice generation is needed, followed by slicing and build processing. Each of these might require a different software package.”
Click here to read a profile we published about KAM in 2020.
One System for All
Someone who hopes to simplify the use of additive software is Ashley Eckhoff, marketing manager for the engineering group concentrating on AM at Plano, Texas-based Siemens Digital Industries Software. He agreed that KAM’s situation is not unique, adding that additive manufacturers have been dealing with these “discrete software silos” for as long as there have been 3D printers.

The full additive process includes many steps, from design to simulation, manufacturing, and production to processing to quality control. As with any manufacturing process, connectivity among the steps is desirable. Siemens
“Everyone has CAD software, but there’s also generative design software, engineering simulation software, lattice and support software, and so on,” said Eckhoff. “Each one of these might come from a different supplier, and most don’t interact directly with one another. Yes, there are STL and STEP files in between that help to support file sharing from one system to the next, but these can lead to data loss and tend to break the whole concept of end-to-end interoperability.”
Evan Kirby, applications engineering manager for the software division at Belgium-based Materialise, agreed, noting that company founder Fried Vancraen was among the first users of stereolithography, and he quickly discovered that there was no AM software on the market at that time. His only recourse was to hire some graduate students at the University of Leuven to develop tools for automated support generation, Kirby said.
Those tools evolved into Materialise’s Magics platform, which performs a range of functions that include build analysis and simulation, lattice generation, internal-wall creation, and auto-nesting—a feature that not only helps manufacturers achieve maximum build-chamber utilization but ensures that all the parts within the chamber meet specifications and are easy to identify postprinting.
Playing Jenga
Much as a laser cutter or turret punch programmer will nest various parts and jobs on a metal sheet, so will an AM technician nest parts on the printer’s build platform in the horizontal plane, as well as vertically if the geometry permits.
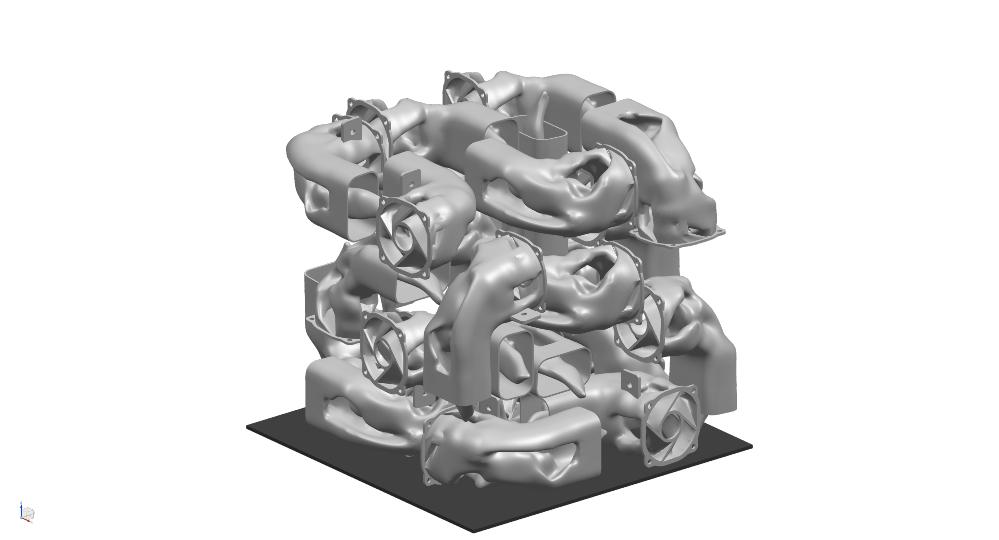
A typical print job includes parts of different sizes, shapes, and delivery priorities. A group of marble-size widgets, for example, might be contained within a disposable bounding box that is printed at the same time. Larger parts are fitted around and above the box in Jenga-fashion until the chamber has been filled; each part is oriented and spaced to ensure uniform heat dispersal during the build.
Build software also supports the creation of serialization and part identification, both for quality-control purposes and to make parts easier to find when “breaking the cake” upon completion of the print job.
Nesting and orientation are often the most critical for success, however, especially with powder bed fusion processes. The larger or denser the part, the more it retains heat, so it becomes necessary to space it appropriately to avoid affecting the surrounding area, Kirby said. “Of course, the part’s function and tolerance play a role here as well, which is why it’s also important to have software able to analyze all these different variables and place parts in the best positions possible for maximum yield and quality.”
It’s because of these and other capabilities that Siemens has integrated the Magics kernel into its NX platform, Eckhoff pointed out. Doing so has helped the software provider get closer to Mullen’s vision for a comprehensive, end-to-end AM workflow, regardless of the machine platform. That said, plenty of challenges remain before the industry reaches software nirvana.
Avoiding “Paperweights”
One of the problems with additive is that so many variables come into play, Eckhoff said. “With metal powder bed, for instance, you need to be concerned with particle shape and size, and the amount of compaction in the bed. There’s the laser’s speed, its power, and what path the beam should take. And there are environmental variables within the build chamber, including air flow, oxygen levels, and potential contamination from smoke and soot. Any or all of these can affect the build process, possibly leading to distortion and a recoater collision or postbuild issues with part quality.”
Eckhoff agreed with his colleagues on the need for a streamlined workflow and unified software environment. He also noted that simulation goes a long way toward identifying and, therefore, eliminating such problems before they can affect the build.
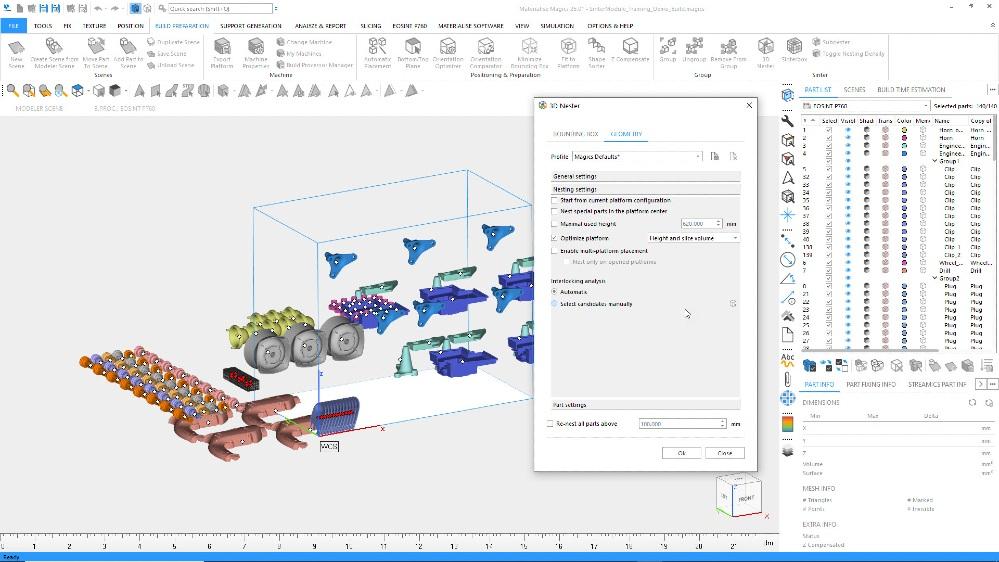
Automatic 3D nesting allows companies to pack parts efficiently into the build tray for printing. Materialise
“With metal additive, it’s not unusual to have a $50,000 part,” he said. “So if you have 10,000 layers to print and the recoater crashes on layer 9,000, you’ve just created a very expensive paperweight.”
In the future, some level of artificial intelligence could be used to avoid situations like these, in essence closing the loop on the additive manufacturing process. Sensors within the build chamber might feed data back to the computer as it drives the laser(s) and its galvanometers, adjusting parameters on the fly.
In fact, this concept isn’t so different than what’s already happening with some CNC laser cutters and machining centers, which use IoT feedback to optimize cutting processes in real time.
For now, at least, this level of control within the AM world must remain predictive, so Eckhoff and others continue to push for smarter, increasingly capable software.
“There’s a real need to make additive more manageable and to cut out a lot of the waste that we see here,” he said. “This isn’t just for cost and time reduction, but also for environmental reasons. Any time you can reduce waste, you help your business in many ways.”

About the Author

Kip Hanson
About the Publication

- Podcasting

{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles