















President
Figure 2: The installation of a central gas supply outside of the work can alleviate the need for the weld operator to be responsible for the gas supply.
As the heavy metal fabrication industry shifts from the U.S. to offshore locations, job shops are presented with a wider variety of materials for fabrication and welding. Because each material may require a different shielding gas mixture for gas metal arc welding (GMAW), it is critical that you are knowledgeable about these gases and the most efficient methods of delivery.
Shielding gases for GMAW typically are supplied in two- or three-gas mixtures consisting of argon, carbon dioxide (CO2), and helium. In some applications, hydrogen or nitrogen is added to a mixture with one or two of the basic gases. To understand which gas mix is best for your application, you need to understand each gas and its effects on welding.
Argon is used on nonferrous base metals (aluminum, nickel, copper, and magnesium alloys) and reactive metals (zirconium and titanium). Argon provides excellent arc welding stability, penetration, and bead profile on these base metals, so it typically is mixed with other gases, such as oxygen, helium, CO2, or hydrogen, for welding ferrous-based metals.
Argon’s low ionization potential helps create an excellent current path. In addition, the gas produces a constricted arc column with high current density, causing the arc energy to be concentrated over a small surface area.
A reactive gas, CO2 dissociates into carbon monoxide and free oxygen in the heat of the arc. The oxygen then combines with elements transferring across the arc to form oxides from the weld pool in the form of slag and scale, generating a great deal of smoke and fumes.
An reactive gas that produces an oxidizing effect, CO2 often is used in its pure form for welding carbon steel because it is readily available and produces good, consistent welds at a low cost. However, since it will not support spray transfer processes, its use is restricted to the short-circuit and globular modes. In fact, one of CO2’s major disadvantages is its harsh globular transfer with characteristic spatter.
CO2 has a low cost per unit, but that does not always translate to the lowest cost per foot of deposited weld. Lower deposition efficiency, caused by the spatter loss, can influence the final weld cost. In the overall welding process, the cost of the shielding gas is very low, normally 3 to 5 percent, while labor can exceed 75 percent of the cost.
Helium is a chemically inert gas used for welding applications requiring high heat inputs. It may improve depth of fusion and travel speed, but it will not produce the stable arc argon does.
Helium has a higher thermal conductivity than argon and produces a wider arc column, promoting greater weld pool fluidity and better wetting action. This is an advantage when welding aluminum, magnesium, and copper alloys.
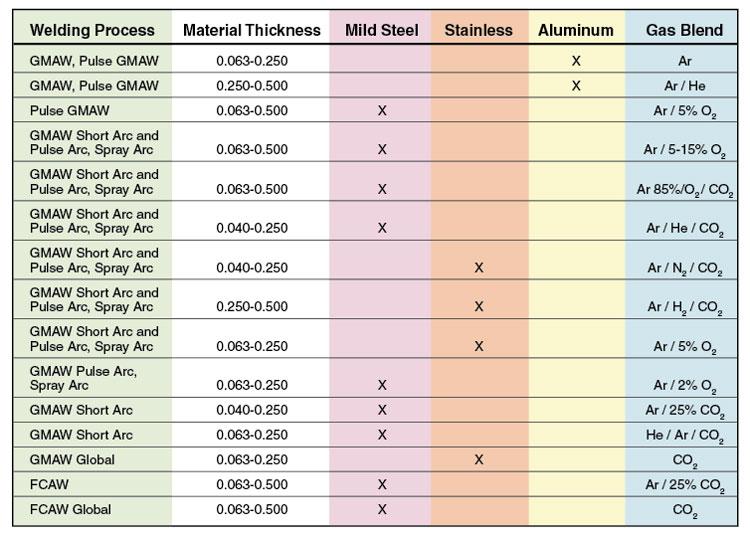
Various mixtures of standard gases have been found to enhance the GMAW process. The chart in Figure 1 shows which gas mixtures are best for various applications.

Figure 3: Gas mixers installed at the point of use can provide different mixtures for different operators.
Argon/Oxygen. Adding small amounts of oxygen, normally 1 to 5 percent, to argon greatly stabilizes the welding arc, increases the filler metal droplet rate, lowers the spray transition current, and influences bead shape. The weld pool is more fluid and stays molten longer, allowing the metal to flow out toward the weld toes.
Adding 1 percent oxygen to argon produces a blend used primarily for spray transfer on stainless steel. This amount of oxygen usually is sufficient to stabilize the arc and improve the droplet rate and bead appearance.
When 2 percent oxygen is added to argon, it produces a blend suitable for spray arc welding of carbon steels, low-alloy steels, and stainless steels. It provides greater wetting action than the 1 percent oxygen mixture. The weld mechanical properties and corrosion resistance of welds made with 1 percent and 2 percent oxygen additions are similar. However, bead appearance will be darker and more oxidized for the 2 percent blends with stainless steels.
Five percent oxygen mixed with argon produces a blend that provides a more fluid but controllable weld pool. It is the most commonly used argon/oxygen mixture for general carbon steel welding. The additional oxygen also permits higher travel speeds.
Argon/CO2. Argon/CO2 blends are used mainly on carbon and low-alloy steels and have limited application on stainless steels. CO2 added to argon at high current levels will increase weld spatter.
In GMAW, a slightly higher current level must be reached when using argon/CO2 to establish and maintain stable spray transfer. At more than about 20 percent CO2, spray transfer becomes unstable, and periodic short-circuit and globular transfer occur.
Adding 5 percent CO2 to argon produces a blend suitable for pulsed spray transfer and short-circuit transfer on a variety of material thicknesses. The arc forces that develop give this mixture more tolerance to mill scale and a more controllable puddle than an argon/oxygen blend.
Ten percent CO2 added to argon produces a blend that performs similarly to the 5 percent mix, but with increased heat input, providing for a wider, more fluid weld puddle in either short-circuit or spray transfer.
When 15 percent CO2 is added to argon, it produces a blend used for a variety of carbon and low-alloy steel applications. In short-circuit transfer mode, this blend can be used to achieve maximum productivity on thin-gauge metals by minimizing the excessive melt-through tendency of higher-CO2 mixes while increasing deposition rates and travel speeds.
Adding 20 percent CO2 to argon produces a blend that can be used for short-circuit or spray transfer welding of carbon steel, but it can produce more spatter than the 15 percent mix.
The blend of 25 percent CO2 and argon commonly is used for GMAW with short-circuit transfer on low-carbon steel. One of the most commonly used argon/CO2 mixtures, it was formulated to provide optimum droplet frequency on short-circuit transfer using 0.035- and 0.045-in.-dia. wire. This blend operates well in high-current applications on heavy base metal. It promotes good arc stability, weld pool control, and weld bead appearance, but it will not support spray-mode metal transfer.
Forty percent CO2 added to argon produces a mixture recommended for some flux-cored wires to achieve improved arc stability and reduced spatter. This blend often improves welding penetration as compared to the 25 percent mixture.
Adding 50 percent CO2 to argon produces a blend that often can be used for short-arc welding of pipe, particularly when other contaminants are present in the surfaces to be welded.
Argon/Helium. Helium often is mixed with argon to obtain the advantages of both gases. While argon provides good arc stability and cleaning action, adding helium promotes wetting with a broad width of fusion.
Argon/helium blends are used primarily for nonferrous base metals, such as aluminum and copper, to increase heat input. In general, the thicker the base metal, the higher the percentage of helium. Small percentages of helium, as low as 20 percent, will affect the arc. As helium percentage increases, the arc voltage, spatter, and ratio of weld width to depth increase, while porosity is minimized in aluminum. Argon must be at least 20 percent when mixed with helium to produce and maintain a stable spray transfer.
Adding 25 percent helium to argon produces a blend that is used for welding nonferrous base metals when an increase in heat input is needed and weld bead appearance is of primary importance.
When 50 percent helium is added to argon, the blend is suitable for high-speed, mechanized welding of nonferrous materials not exceeding 0.75 in. thick.
A 75 percent addition of helium to argon produces a blend for mechanized welding of aluminum greater than 1 in. thick in the flat position.
Three-gas Mixtures. Blends of three gases are available, but they typically are used for special applications. Argon is the primary gas used in combination with others.
The cost of production always is a critical factor in selecting the most efficient welding process to use; you also need to consider the expense associated with shielding gas mixtures. The cost of basic gases and gas mixtures for welding can vary greatly. CO2 is the least expensive, while helium is most expensive; argon is priced between the two.
However, your shielding gas selection should not be based purely on cost per cubic foot. Shielding gas is not just a single-purpose commodity in the welding equation; it is a critical element in the group of basic technologies that make up the welding process.
As critical as it is to the process, shielding gas usually is one of the less expensive elements. A reduction in labor cost, for example, would have a much greater effect on overall expenses than the selection of a lower-cost gas or gas mixture.
Interestingly, the approach to gas supply can help reduce labor costs. The installation of a central gas supply outside of the work (see Figure 2), for instance, can alleviate the need for the weld operator to be responsible for the gas supply, making that operator more efficient in the welding process.
Another factor to consider is the use of gas-mixing devices to supply the gases as required. Mixed gases supplied in individual cylinders come at a premium price, resulting in higher overall process costs. Gas mixers can be installed at the point of supply, which is a good choice when many operators are using the same gas mixture for an extended period of time, or at the point of use (see Figure 3), which is better if different mixtures are to be used by various operators. If the volume of gases is high, cryogenic vessels can be more cost-effective than compressed-gas cylinders. All gases can be supplied in cryogenic vessels except helium and hydrogen.
The use of a gas-mixing system in conjunction with a central gas supply is determined by the volume of gases used.
If a welding shield gas is critical to your process, you might have to analyze or verify that gas. You can request a certificate of conformance from the gas supplier for mixed gases, but when the gases are mixed on-site, you must use an external analyzer. A mixer equipped with an analyzer can verify the gases supplied from the mixing system but not the actual mix at the weld process; a portable gas analyzer can be used in these cases.
Your gas supplier can help you consider all of your options for gas blends and mode of supply. The supplier also can help you consider some basic questions regarding the selection of your weld shielding gas mixture:
As each job changes, your requirements also might change. Knowing your options for gas types and supply methods will help you choose the most efficient and cost-effective products for your welding process.



The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}