















Technical Director, Aerospace Solutions
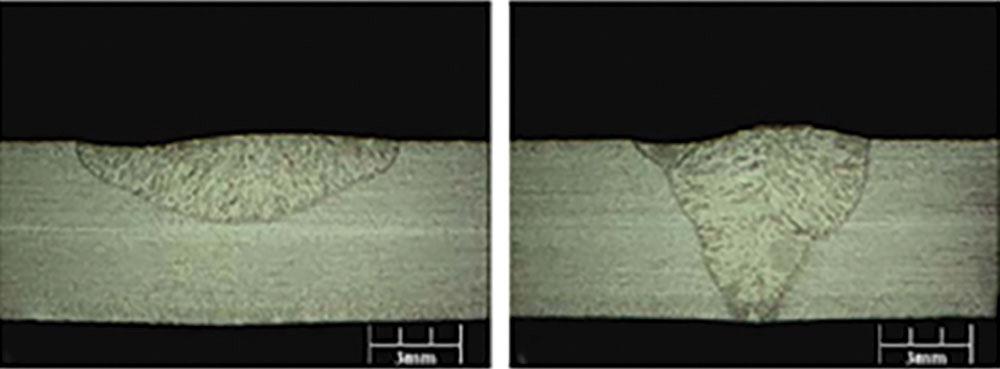
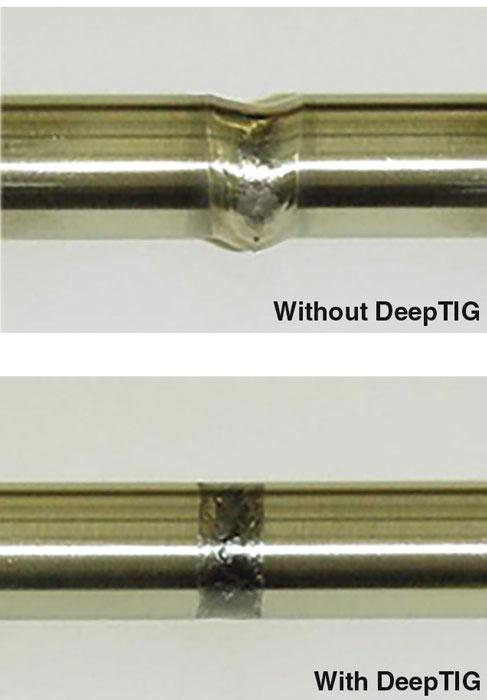
Figure 1
Two welds, identical except for the use of DeepTIG (right), show markedly different profiles.
Gas tungsten arc welding (GTAW) has found an important niche among many metal fabricators. Initially known as heliarc welding because it relied on helium to shield the arc from oxygen contamination, the basic process hasn’t changed much since its inception: It uses an arc between a nonconsumable tungsten electrode and the workpiece to produce a weld pool, and it needs a shielding gas to protect the molten weld pool from contamination by oxygen in the ambient air.
While the process is essentially unchanged, the equipment and consumables have undergone updates over the decades. Alternating current welding units, water-cooled torches, alternative tungsten electrode formulations, and using argon to shield the arc (either alone or in combination with helium) have helped to improve the process. Also known as tungsten inert gas (TIG) welding, it has become an indispensable tool for manufacturers in industries as diverse as aerospace, nuclear, marine, petrochemical, and semiconductors.
Recently a process called EWI DeepTIG that uses specialized metal oxides to increase weld penetration in GTAW was patented. It uses proprietary oxide formulations which, when applied to the surface of the workpieces to be joined, increase weld penetration and consequently enhance process productivity.
The process has been shown to increase weld penetration in GTAW by up to 300 percent (see Figure 1). In turn, increased penetration helps reduce welding time and simplify weld joint preparation—for example, by allowing substitution of a square joint for a groove joint. It also reduces weld distortion, because it provides a more symmetrical weld cross section.
Suitable for use on 300 and 400 series stainless steel, the process is advantageous to use on 409 stainless tube because it can be sped up and the electrical energy of the GTAW process can be reduced.
The metal oxide formulation modifies the Marangoni flow in the weld pool, which is based on the flow of fluids with dissimilar surface tensions. The modified Marangoni flow increases weld penetration. Repeated testing has proven that the material’s original mechanical properties, weldability, and corrosion resistance are not adversely affected in the alloys tested.
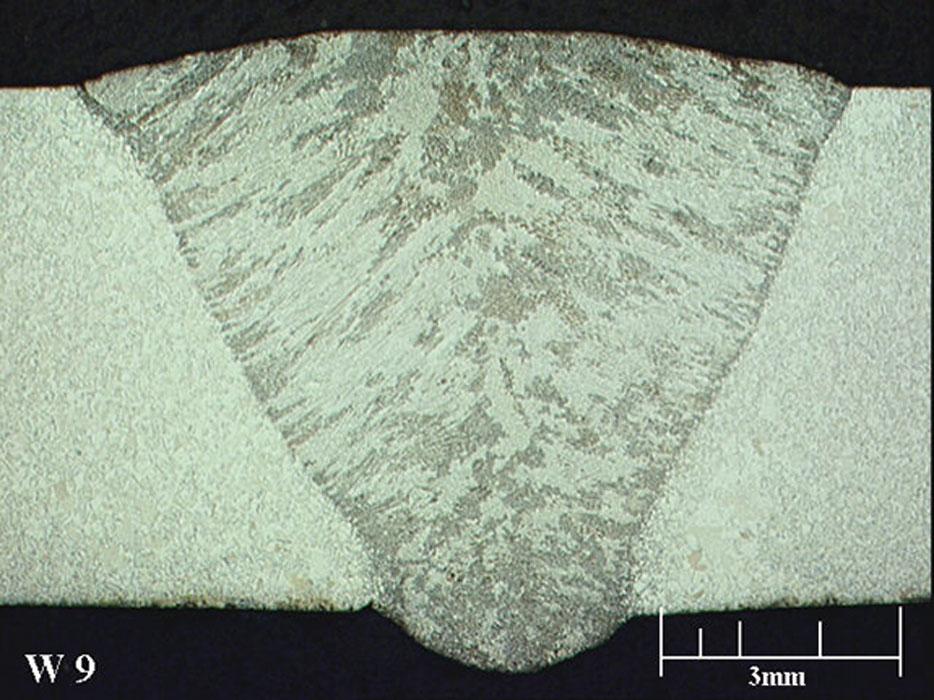
Initially the process was available only in powder form, which turns into a slurry when a quick-drying solvent is added to it. The slurry is applied manually using a fine-bristle brush. Figure 2 shows the process applied to a butt joint. A newer variant is available in a form similar to metal-cored wire, which opens up new possibilities (see Figure 3).
Maintaining a short arc length of 0.050 inch is critical to ensure maximum penetration during welding, and it is also a critical variable in the repeatability of welds made with deep-penetration GTAW. To that end, the use of automatic voltage control and mechanized equipment is recommended.
In addition to increasing weld penetration, the process has been shown to have a positive effect on many weld characteristics and related processes:
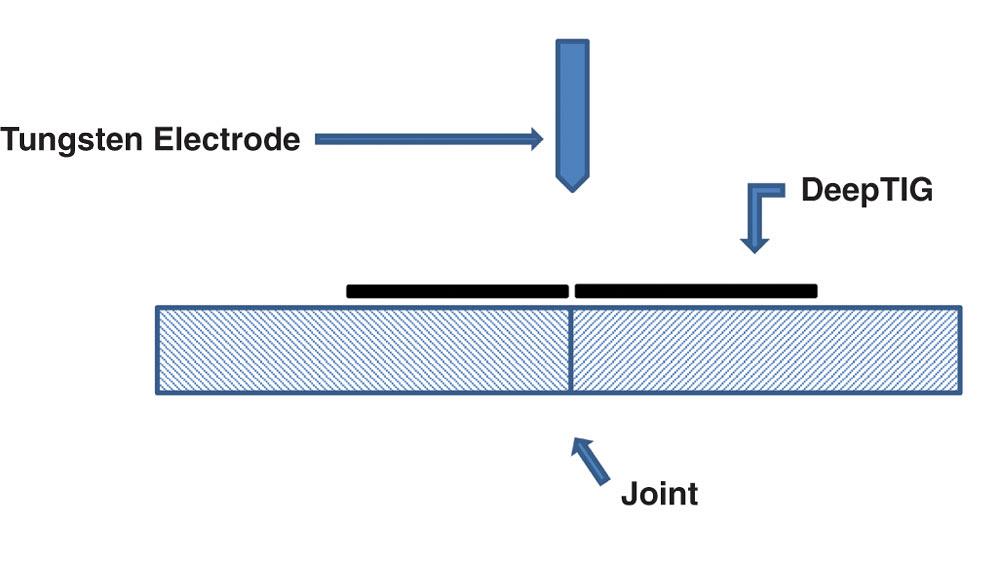
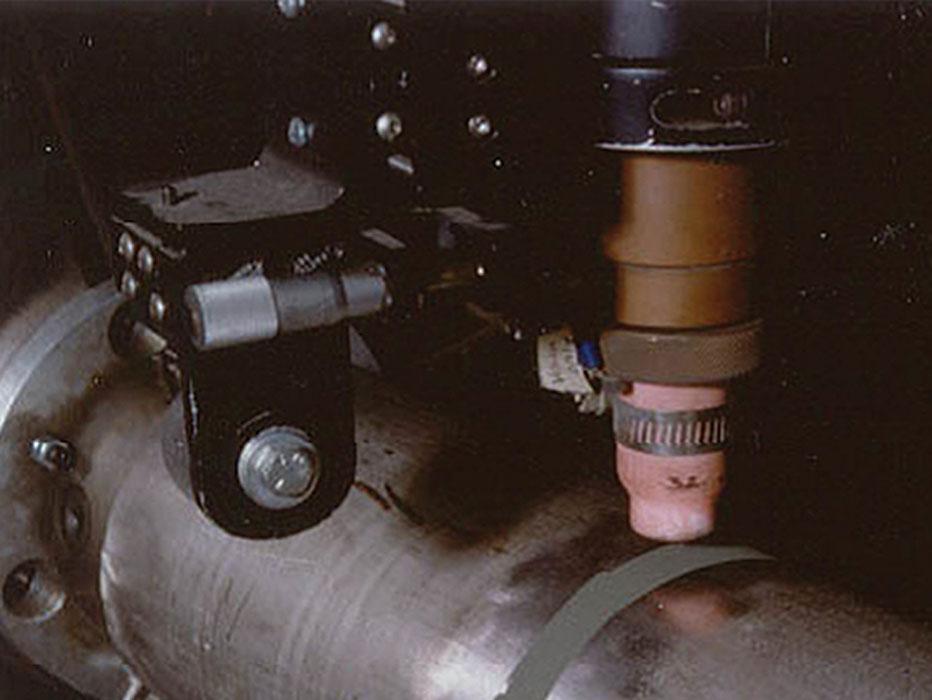
The process originally was developed for the U.S. Navy’s shipboard piping systems, using mechanized and orbital welding systems to weld tube and pipe butt joints. The welding equipment used for deep-penetration GTAW is the same as that used for conventional GTAW (see Figure 4).
DeepTIG has been approved for naval, commercial shipping, aerospace, and energy applications, including the fabrication of:

The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}