















President

One way to increase productivity of your press brake is to reuse the existing mechanical structure of the backgauge, while replacing the control that runs it. Ascertaining the condition of your backgauge’s mechanical structure and drive mechanisms is important in assessing whether you need a complete backgauge system or just a backgauge control.
Many press brake owners find themselves in a predicament about what to do with their old press brakes. They’re caught between selling and moving the old machine and installing a new one. Replacing it can cost hundreds of thousands of dollars and may be accompanied by some serious logistical headaches.
A cost-effective approach is to increase the productivity of an existing, properly functioning press brake by retrofitting it with features that can help reduce setup time, scrap, and operator fatigue.
Knowing which types of retrofits are available and which are most suitable for your machine may help you decide whether it is worth investing in an upgrade or replacement. Taking these five steps will help you decide your next course of action.
The most important considerations are:
Ram Accuracy. Is the ram accurate, consistent, and level on both sides? Depending on your current bending methods, your press brake may be accurate enough for your applications. Are you coining, bottom bending, or air bending? If your bending method is producing accurate results, it may be tough to justify replacing the press brake. You may find that a cost-effective retrofit option will increase your machine’s productivity at a lower price than replacing it.
Pedestal Control. Does your pedestal control or foot pedal function properly? Some press brake OEMs might consider these components to be obsolete, or the programmable logic boards may be nearly impossible to find. Researching the availability of these components is a proactive way to assess the risk versus reward aspect of investing in a press brake retrofit. Many control retrofits require these components to be functioning properly, while others may be executed with replacement boards that mimic the OEM’s logic boards.
Backgauge Control. Do you currently have a faulty backgauge control on the press brake that desperately needs replacement? One way to increase productivity of your press brake is to reuse the existing mechanical structure of the backgauge, while replacing the control that runs it (see Lead image). Many backgauge controls on older machines are hitting their end-of-life phase.
Press Brake Control. Does all of the press brake functionality come through the programmable control head? Is this control necessary for the press brake to run, or can you run the machine manually without the control? If the signals from the press brake control are necessary for the brake to run, retrofit options are more sophisticated and more expensive. However, if the machine can still run manually without an integrated control, a lot of basic retrofit interfaces typically can work for your machine.
Mechanical Press Brake. If your machine is a mechanical-style press brake with a flywheel and clutch, a stand-alone CNC backgauge system can be added to the machine, but ram programmability will not be an option (see Figure 1). Mechanical press brakes are great for accuracy because the machine’s tonnage comes from its rotation through the bottom dead center (BDC). In essence, the machine can produce very high tonnage at the bottom of the stroke.
However, the downside is that there is no true way to gain programmability of the ram. Therefore, sequencing through multiple bend angles is not possible, like it is on a traditional hydraulic press brake. Mechanical press brakes are typically used in coining operations.
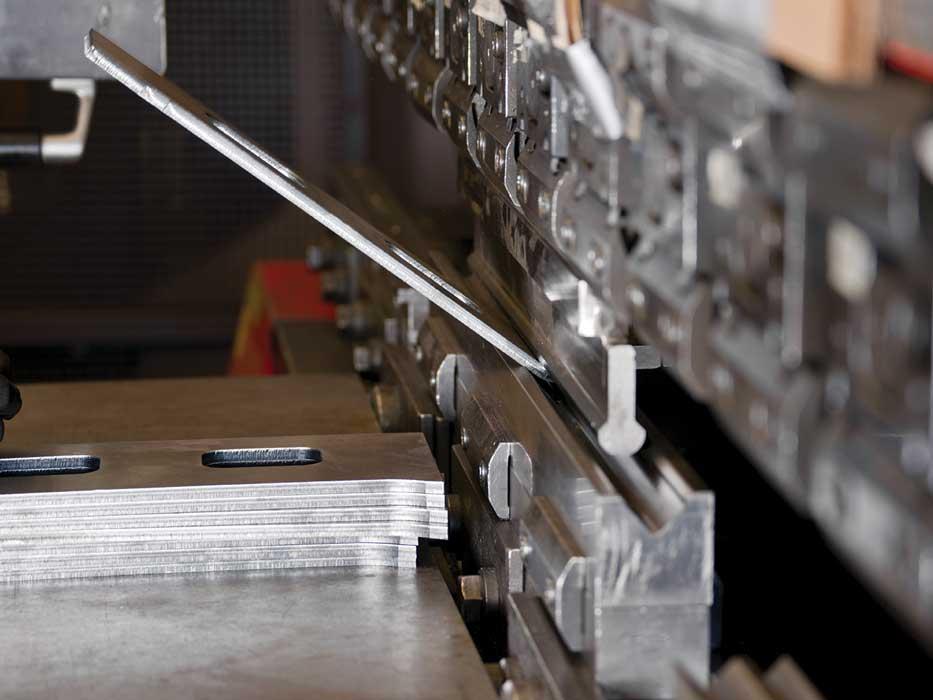
Figure 1
A stand-alone CNC backgauge system can be added to almost any machine.
Hydraulic Press Brake. A great example of a retrofittable hydraulic press brake is the traditional rocker-style press brake that became popular in the 1980s and 1990s. These machines use mechanical linkages to amplify the force and maintain high accuracies. Typically, they have a ram repeatability of ± 0.002 inch. Because they use transducers, hydraulics, and limit switches to regulate the ram force and position, third-party retrofit companies usually can interface their controls and offer a programmable position and speed.
Other examples of hydraulic brakes are depth stop style, pure twin cylinder hydraulics, torque tube style, upstroking, and hydramechanical.
Proportional Valves/Synchro Style (Y1, Y2). These hydraulic press brakes have excellent accuracy and repeatability. They are perfect for air bending with precision-ground tooling.
However, because of the “brains” required to communicate with the proportional or servo valves, these machines come standard with a sophisticated control (typically high-end, PC-based). They constantly regulate the hydraulics on each side of the machine to maintain accuracy and a level ram.
The retrofit controls used to interface with the machines are usually PC-based also, and they come with numerous features and functionality to help get the most productivity out of the precision press brake.
Precision-ground tooling for air bending is most commonly used. Retrofit controls for these machines usually offer a full tool library and perhaps graphical simulation to assist the press brake operator. Retrofitting these controls often can be expensive because of the increased control functionality and the need for a deeper integration with the press brake.
Frontgauging or Backgauging. Which makes more sense, backgauging or frontgauging? The dimensions that are the most critical define whether backgauging or frontgauging is the right method.
For example, if you’re making a simple, two-bend part with a flange on each end but the lengths of the two flanges are not as critical as the bend-to-bend dimension, front gauging would be best. If you use a front gauge to measure from the first bend to the second bend, you maintain the critical tolerance in the center of the piece, pushing any variance to occur on the flanges. Back gauging ensures that the flange dimensions are the most accurate.
Tool Changes. Are you making frequent tool changes? If you are, do your die heights change? If so, you’ll find yourself adjusting the height of your gauging surface or fingers frequently to accommodate the new tooling. It may be more productive to incorporate an R axis with a backgauge system. The R axis lets you program the height adjustment of the gauge surface for every bend.
Depth/Angles. Do you have to manually adjust the ram depth or angle very often? If so, you can probably increase productivity by adding the ram axis or Y axis to the backgauge/frontgauge system (see Figure 2). Do angles vary within the same part? Adding a Y axis to your press brake will allow you to adjust the angle and depth of the ram for each bend in your job sequence.

Figure 2
With a ram axis control an operator can vary the angles within a single part.
Frequent Part Handling, Gauge Adjustments. Are you handling the same part multiple times? Using the X axis, Y axis, R axis and Z 1, Z 2-axis (independent fingers moving across the gauge bar) can increase operator productivity dramatically.
Is your gauging surface/plane changing within a part? Using the R axis, or Z 1, Z 2-axis can help increase productivity.
Do you adjust the fingers frequently or do you use multiple sets of fingers? Z1, Z 2-axis will offer programmability and reduce the setup time between finger adjustments.
The complexity of your parts and the quality of your tooling will determine how many axes you can justify adding to a backgauge system. The ROI for a backgauge system is likely to be achieved the soonest the more you can reduce setup time and reworking.
Operator Programming Errors. Are operators capable of programming at the machine? Some of the high-end retrofit controls offer offline programming so that engineers can pre-program a job from their computers. He or she can determine the tooling to use, the bend sequence, and sometimes even run a simulation to make sure the process is most productive. Then the job can be sent down to the press brake control for an operator to open and run. This process helps to eliminate mistakes operators might make programming at the machine. It also helps to ensure that the bend sequence and process are optimized. If operators are making a lot of programming errors, you may be able to cost-justify offline programming.
Size of Backgauge System. Typically, retrofit companies need to know the overall length of the press brake or distance between the side frames. They also would like to know a little about the application. Are you bending light-gauge sheet metal or heavy plate? Is a single operator or multiple operators supporting the sheet?
Control Capabilities. Many retrofit companies have a few different controls to accommodate different applications. They can range from very basic applications, like a go-to position-style control for job shops making one-off parts, to a multiaxis control offering some job storage, to a PC-based control with networking, offline programming, and unlimited storage.
As a rule, the more sophisticated controls offer great benefits, but require more front-end planning. This is because they require accurate measurements of your tooling and materials so that the control calculates dimensions correctly.
When determining the appropriate control for your application, some great questions to answer are: Do I need job storage? If so, how many jobs? (see Figure 3). Would I like to add ram programmability, programmable gauge bar height, and programmable fingers to the backgauge system? Do I want to program the ram in “angle mode” versus “depth mode” (Enter a desired angle in degrees or a depth into the die to get the angle)? Do I want someone in an office programming the jobs and sending them to the press brake, or an operator doing the programming at the machine? Do I want a full tool library? Do I need networking? Will I be importing DXF, AutoCAD®, or SolidWorks®? The answers to these questions will help you determine how sophisticated your retrofit control needs to be.
If your press brake is functioning properly but you want to add productivity to your bending process, you are left with three options. You can:
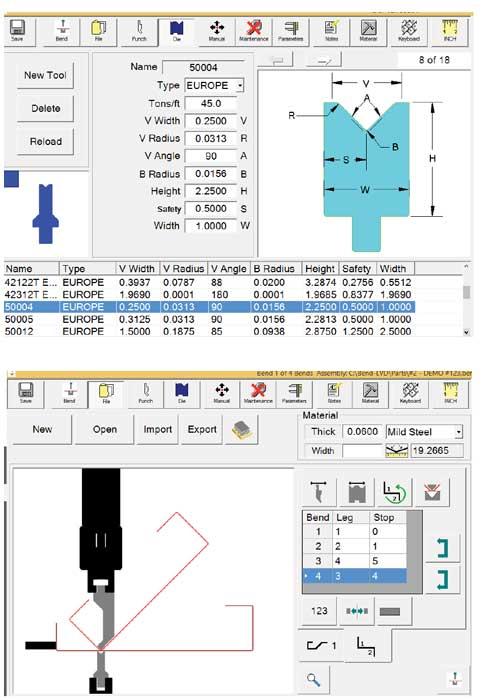
Figure 3
It’s best to consider all aspects of your application and the functionality required, such as job storage, ram programmability, tool library, offline programming, and networking in determining the best control.
If your press brake is functioning properly with all factory parts and settings, you’ll save a significant amount of money by choosing to go the retrofit route. Single-axis retrofits can be added to press brakes for less than $10,000. Typically, you can expect to pay $5,000 to 7,000 per additional axis within the system.
Control-only retrofits also can be a cost-effective way of regaining the productivity of your press brake, as long as the backgauge control is where the problem lies and the mechanical aspects of the backgauge are sound. These control-only retrofits can interface with the back gauge, ram, and additional axes within the system. Typically, the drives can be replaced at an additional cost.
You can expect to pay anywhere from $10,000 to $25,000 for a control-only retrofit, depending on how complex your system is. Regardless, this cost still is likely to be significantly less than purchasing a brand-new press brake as long as your existing machine is working properly—mechanically, electrically, and hydraulically.
If your current press brake is not functioning properly, it is best to first calculate how much it will cost to get the press brake back up and running, then contact a retrofit company to estimate the cost of upgrading to increase productivity.
After proper research, you may find it more beneficial to throw in the towel and replace the machine. If that’s the case, a number of great options are out there. The newest technology trend is servo-electric-driven press brakes. These brakes are low-maintenance, have no hydraulic pumps or fluids, are accurate and repeatable to 0.00008 in., and consume significantly less energy than a traditional hydraulic press brake.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





