















Director of Marketing
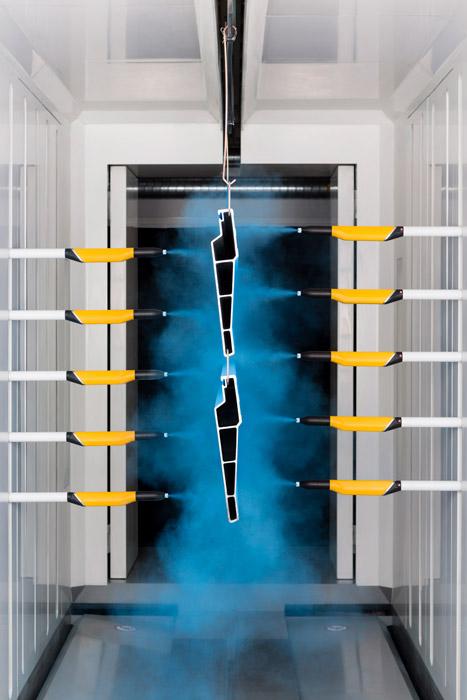
Figure 1
Metal fabricators that run powder coating lines might be familiar with the cleanup that is necessary to get a booth ready for a color change. Today’s powder coating technology, however, is engineered to keep powder on the parts and off the booth floor, making color changeover easier.
Editor’s Note: This article is adapted from “Powder Coating Spray & Recovery Technology: Offers Greater Production Flexibility and Output,” presented at FABTECH® 2016, Las Vegas.
Metal fabricators are no strangers to the advantages associated with powder coating finishes.
Powder coatings can be applied in an efficient manner that minimizes wasted material. They provide a robust protective covering, even when exposed to harsh environments. They also are looked upon as being environmentally friendly because they contain no volatile organic compounds and powder overspray can be recycled for reapplication.
Powder coatings have proven their worth over the past three decades. In many instances, fabricators are either applying the powder to metal parts and assemblies themselves or relying on nearby custom coaters to do the job.
Regardless of whether powder coating is a core competency, it is challenging to keep up with the latest developments in powder coating application and recovery technology.
For those interested in new technology, it is no surprise to learn that advancements in application control and color changeover now result in less powder usage, minimized downtime, reduced labor costs, and better quality (see Figure 1) when compared to older, more traditional powder coating technology.
The act of sending electrostatically charged powder particles toward a grounded metal part hasn’t changed much over the years. The powder material still passes through an energy field emitted by the spray gun and receives an
electrostatic charge all while being projected toward the grounded object, typically hung on a rack. Using the electrostatic charge, the powder clings to the metal part until it is cured at the required temperature in an oven where it is transformed into the desired tough and durable coating.
Good transfer efficiency still relies heavily on factors outside of the gun. Parts need to be hung in a stable and repeatable way so that the powder coating technician can apply the material in a consistent manner. The racks have to be cleaned of previously cured powder coating overspray to ensure a solid ground. The powder coating technician also has to maintain appropriate gun-to-part distances based on the parts to be sprayed.
What has changed over the years is charge control technology that helps to provide better material coverage, even with challenging powder chemistries (see Figure 2). More specifically, these are the metallic and special-effect powders that are harder to apply and control with older spray application technology.
New technology that allows the technician to fine-tune current settings below 10 microamperes better directs the highly chargeable powders, such as the metallics; makes them easier to apply; and eliminates rejects caused by application errors. These precise adjustments avoid overcharging of the powder, which often reveals itself as “orange peel,” an unwanted textured and inconsistent film thickness on the part.

Figure 2
Notice how the spray pattern of these automated guns is much more focused than those from older guns. This leads to higher transfer efficiency and more powder on the part, not on the floor.
Most powder coating delivery systems use a typical powder pump or powder injector that is designed using the venturi effect. (The venturi effect is named after Italian physicist Giovanni Battista Venturi, who lived from 1746-1822. He is credited for documenting the phenomenon that occurs when fluid flowing through a pipe is forced through a narrow section. He observed a resulting pressure drop in the flow of the fluid but an increase in velocity.)
Within the powder pump, compressed air is injected across an opening that is at a 90-degree angle to the feeding tube. As the compressed air flows into the narrow opening of the injector sleeve, the pressure drop draws powder from the fluidized hopper. The powder and the air mixture travels to the gun tip, exiting into the electrostatic charging field and projected toward the grounded metal part.
This type of technology has worked well over the years, but it is prone to inconsistencies related to injector sleeve wear. As the wear occurs, the amount of powder delivered to the gun becomes inconsistent and leads to greater variations in applied coating thickness.
Furthermore, adjustments made by technicians generally produce accelerated wear and lead to more powder being sprayed than required.
Advanced venturi technology has emerged over the past several years that has an optimized design that reduces sleeve wear, thus extending the usable life of the sleeve.
This improved performance minimizes the compressed air and powder coating materials consumed, all while providing a more consistent and uniform coating. In particular, this design has powder entering the injector at an angle of 135 degrees. This leads to reduced back pressure and more consistent flow of powder to the gun tip.
Another advanced pump technology that is taking application control to the next level uses an inline single channel with dual pinch valves to manage the material delivery rate. This smart technology leads to smooth powder delivery and output consistency even when long hoses are used to transport the powder from the hopper to the application gun, or when the gun is at a higher elevation than the powder storage—both major shortcomings identified with traditional venturi pump technology.
With this advanced technology, minimal air is required to pull the powder from the hopper to the gun, resulting in a more controllable powder velocity at the gun nozzle and reduced powder consumption. This inline pump design creates a two-step process for powder readiness and delivery. In the first step, a vacuum pulls powder into the main chamber, and in the second step, compressed air pushes powder to the second chamber.
As this process is cycled, the powder is pushed to the gun. The result is a softer and more consistent powder cloud that is maintained over a longer production period than older technologies can provide—especially with long hoses. A powder coater doesn’t have to worry about problematic injector sleeve wear and everyday loss of performance. The advanced technology delivers consistent powder charging and high transfer efficiency, putting the right amount of powder on the parts every time.
Wrestling with huge containers of powder is no fun, and if an operation includes color changes, the headaches are just multiplied. That’s why you see plenty of powder coating facilities attempting to manage one or more powder coating booths that may use multiple recovery and spray-to-waste modules for color change flexibility.
That doesn’t have to be the case nowadays as powder management systems built for color change are designed to minimize the amount of powder used in the coating process and simplify color changeover. For many companies, color changes are a bottleneck and reduce production efficiency.
The advanced color change technology available today allows for cleaning and color changeover to take place in minutes, as it opens up production flexibility that was once not available.
These color management systems have pumps that are mounted as close as possible to the hopper, with some pumps sitting on top of the hopper. This allows for short suction tubes and a better efficiency in transporting the powder to the gun. These systems are no longer a spaghetti diagram of extended tubes and cords.
They also reduce the amount of powder in the process, which improves operation efficiency, reduces powder consumption, and shortens the color change process.
Today’s plastic booth designs, with integrated compressed air cleaning, keeps powder overspray off of the walls and floor. These booths work in concert with the powder management systems to more effectively manage the collection of oversprayed powder and immediately recycle and reuse the powder.
Fresh powder material is also easily introduced and mixed with the recycled powder, maximizing material usage and simplifying cleaning and color changeover.
Much of the cleaning for these advanced systems today is automated. User-friendly controls also guide the powder coating technician through the steps.
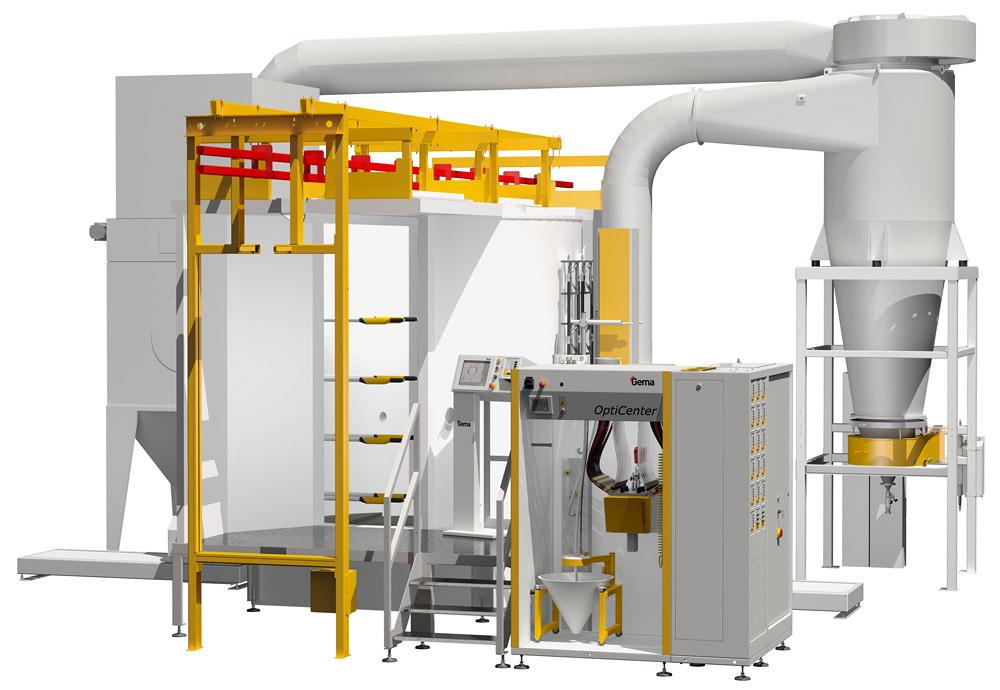
Figure 3
Modern powder coating systems aim to minimize the travel distance for powder material, leading to better control of powder delivery.
Operationally, the pumps, hoses, guns, and powder hopper are cleaned automatically with powerful air blasts that begin with the pressing of a button. Other parts, such as the powder spray booth, are designed to be cleaned quickly and easily. A complete color change for one booth can be accomplished by one operator in only a few minutes.
So what does all of this mean? Today’s powder coating operation is going to look very different from one set up 10 to 20 years ago.
These modern systems aren’t set up to blast powder; material management, delivery, and application are highly controlled, which means the powder is in good condition prior to application and has a higher transfer efficiency during the application process.
Recovery is improved because of the booth design, and because overspray is reduced, the technician doesn’t have to worry about cleaning up large amounts of it.
Color change is quick and easy. Internal parts of the powder coating system are automatically cleaned. All of this means a much cleaner working environment for those involved in powder coating.
Also, if a metal fabricator or an OEM is looking to apply more than one color, they will find that it is possible to do it with one booth, not multiple lines. This results in a much more compact footprint (see Figure 3) when compared to powder coating lines of the past.
Powder coating remains a smart choice for a final finish. Powder coating technology has gotten smarter to make management of the process easier.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





