















Business Development Manager, Laser Group
Implementing laser keyhole welding can result in a welding process that is three to four times faster compared to resistance spot welding — for improved productivity and efficiency — while also increasing weld quality and repeatability.
Most manufacturers are looking for ways to save money and improve efficiency without negatively impacting quality. Manufacturing operations that are using resistance spot welding can reap significant productivity and quality benefits in some applications by converting to laser keyhole welding.
Implementing laser keyhole welding can result in a welding process that is three to four times faster compared to resistance spot welding, while also increasing weld quality and repeatability. However, laser keyhole welding may not be the right fit for every job.
Keep several factors in mind when considering if laser keyhole welding is the best choice for your welding application.
Resistance spot welding can be used when there is a need to weld together two pieces of material up to 3 mm thick that are stacked on top of each other. This process often is used in the transportation and sheet metal forming industries for applications such as fabricating vehicle body parts and frames, as well as for welding office furniture and toolboxes.
The spot welding process uses two electrodes, one positioned at the bottom of the base material and one at the top. Pressure is applied between the two electrodes, which pushes the two pieces of metal together. A current passes between the electrodes, produces a weld, and fuses the two surfaces together.
One challenge with spot welding is that when the two electrodes release, they leave an indentation on the base metal. In welding applications where aesthetic requirements are important, ridding the material of this indentation requires postweld grinding and often painting, which add time and cost to the process.
Spot welding typically is a manual process; it is difficult and expensive to automate, especially in low- to medium-volume applications. It also is challenging to establish a predictable process when using automated spot welding because the electrodes wear quickly, which means the process parameters and fit-up continually change. This also can affect the repeatability of part quality in spot welding. In addition, the robot necessary to complete automated spot welding is quite heavy and can be cumbersome, which is a drawback to implementation for many operations.
As a rule of thumb, very high part volume is necessary to efficiently automate spot welding. An example of this is automotive part manufacturing, which uses spot welding frequently. Spot welding excels in applications where part fit-up isn’t good and something is needed to press the two pieces together for welding. Spot welding also has a lower-cost point of entry; it requires purchasing a manual single-station spot welder only.
In some sheet metal applications that require resistance spot welding, an automated laser keyhole welding process can save time and improve weld quality. The process is well-suited for welding some dissimilar metals, which can be difficult to weld properly with resistance spot welding because of differences in the physical, chemical, and mechanical properties of the base metals.
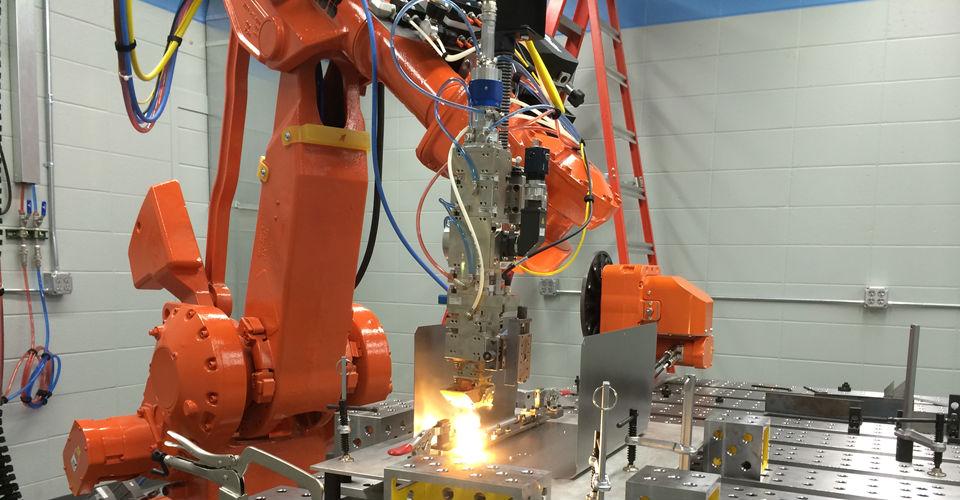
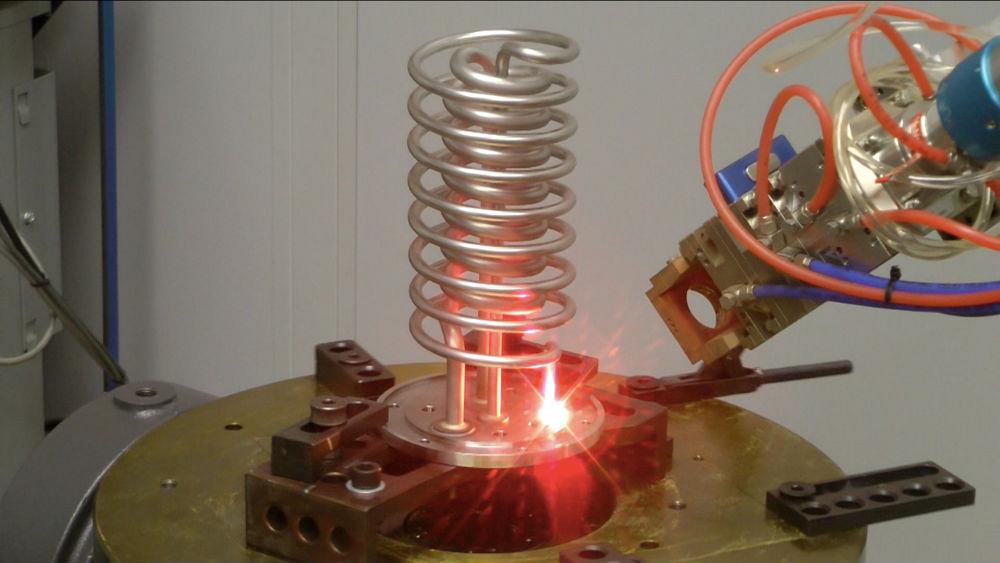
Laser keyhole welding uses a powerful laser beam to weld two workpieces together. A high-energy-density laser hits a small pinpointed spot on the material. When light hits the top surface, it melts and vaporizes the metal. The pressure of the metal vapor pushes the liquid metal downward and aside, generating a keyhole. As the laser beam is moved across the surface, the keyhole follows the beam and creates a weld that is typically deep and narrow.
One consideration with spot welding is that it leaves an indentation on the base metal. In welding applications where aesthetic requirements are important, ridding the material of this indentation requires postweld grinding and often painting — adding time and cost to the process.
In suitable applications, laser keyhole welding offers:
Converting from resistance spot welding to laser keyhole welding requires considering several key factors to determine if it’s the right choice for the operation and application.
Considering these factors can help you determine if laser keyhole welding is right for your operation.
Laser keyhole welding offers numerous benefits in the right applications, including precise control of penetration depth, a very small beam size for a small heat-affected zone, great consistency, and an extremely fast process.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





