















President
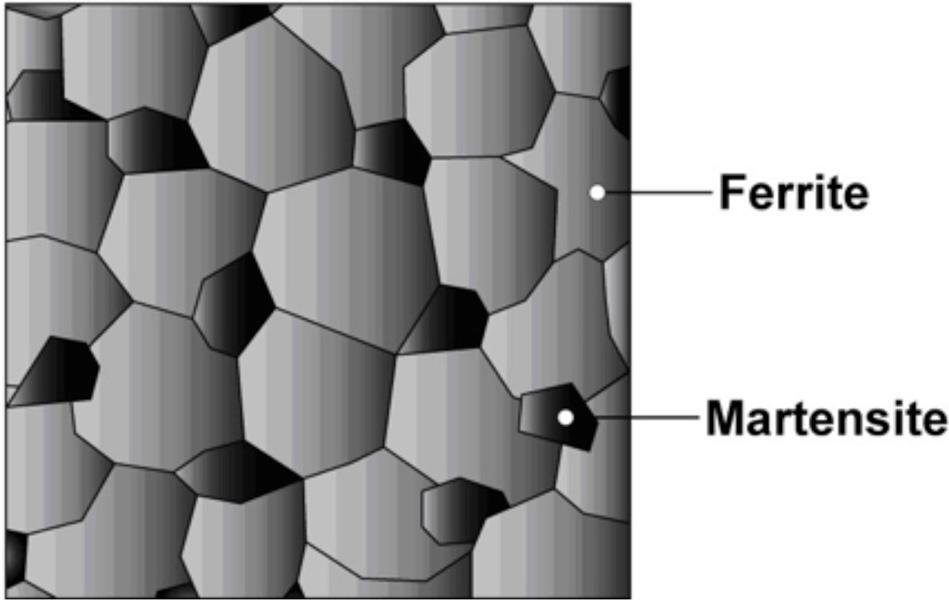
Figure 1
DP steels contain ferrite grains and islands of martensite. Source: http://www.worldautosteel.org/wp-content/uploads/2012/03/AHSS-Fig1-2.jpg.
Dual-phase (DP) steels comprise a soft, continuous phase (a mechanically separable or visually identifiable portion of a structure) known as ferrite surrounding islands of a hard phase known as martensite (see Figure 1).
The ferrite phase is mainly pure iron, just like the extra-deep-drawing steel grades used to make automotive fenders; this phase gives this steel grade its high ductility. The martensite phase—which has extremely high strength, like the quenched grades that are used for springs and cutting tools—is responsible for the high tensile strength (TS).
Like high-strength, low-alloy (HSLA) steels, DP steels are available in different strength levels, which increase with the percentage of martensite. However, producing martensite is not as easy as simply changing the chemistry; controlled chemistry, controlled cooling, and tight process controls are required to change the microstructure to the desired balance of ferrite and martensite.
Whereas most sheet steel mills have the necessary equipment and process capabilities to produce HSLA steels, only certain mills are equipped to produce DP steels.
Another significant difference between HSLA and DP steels is the consistency of the material from steelmaker to steelmaker. The tensile properties and chemical make-up of a given grade of HSLA steel are essentially the same from any steelmaker. However, the production of the DP microstructure depends heavily on the equipment used and the steelmaker’s capabilities, so the steel melt chemistry is different among producers.
The tensile properties will meet the pertinent specification, but since the steelmakers get there using different chemistry, the carbon equivalent--and therefore weldability--can be different. If you switch steel suppliers during the life of the part or between die development and production, be aware of this potential for different manufacturing performance on a seemingly identical grade.
The ratio of yield strength (YS) to TS can indicate the relative formability of a particular grade. When YS is close to TS, only limited deformation can occur before the metal cracks. A larger gap means the material can be formed into more complex shapes before it fails. While HSLA grades have a typical YS-to-TS ratio of 0.8, DP steels are closer to a ratio of 0.6, indicating that DP steels are more formable than HSLA grades at a similar strength level.
The best indicator of sheet metal formability is the strain-hardening exponent, also known as the n-value. Higher n-values represent an increased ability to distribute strains across a part, as opposed to concentrating strains in a specific area that can lead to failure. A distinguishing feature of DP steels is a higher n-value when calculated over a lower strain range than the typical 10 percent to uniform elongation strain. This allows for a more uniform strain distribution early in the press stroke. The higher n-value also indicates a greater work-hardening capability.
Unlike HSLA grades, DP steels can be bake hardened. This means their YS increases from work-hardening during forming and again after being processed through a paint curing (baking) cycle. A flat sheet with a YS of 350 MPa can increase in strength to more than 500 MPa from the combination of work hardening and bake hardening.
The most common TS levels for DP steels are 590, 780, and 980 MPa. Rather than using these TS levels, some steelmakers specify these grades as 600, 800, and 1000 MPa. They essentially are the same grades, although the processing differs somewhat to attain the slightly higher minimum TS levels. Typical tensile properties of cold-rolled DP steel grades compiled from various online sources are shown in Figure 2.
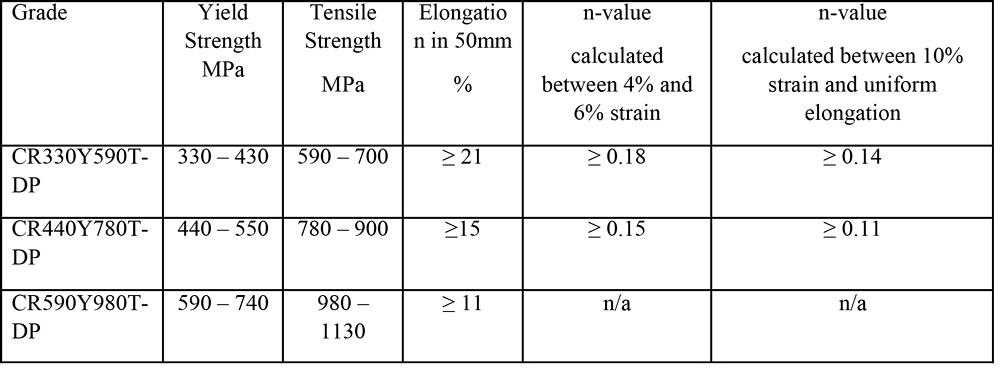
Figure 2
The properties of three cold-rolled DP steels show the range of characteristics found in these materials.
The choice of a material for an automotive application depends on the function, environment, and requirements of the part being produced. The microstructure of advanced high-strength steels (AHSS) can be tailored to produce specific properties that are engineered for each application. This is why usage of AHSS grades is growing in the automotive industry, and DP steels are leading the way (see Figure 3).
The autobody structure must protect the passenger compartment in the event of a crash; significant impact energy much be dissipated in less than 100 milliseconds before it reaches the occupants. The front and rear crumple zones require steel grades and structures that can absorb this crash energy, making DP steels ideal candidates for automotive parts.
At the same YS, DP steels have greater TS and elongation than a comparable HSLA steel. In addition, because more complex shapes can be formed from DP steels, the part geometry can be engineered to have the best crash response. With the right section geometry, sufficient crash performance may be achieved even with a thickness reduction.
At the higher strength levels, DP steels are used in the passenger safety cage, where anti-intrusion is critical. DP steels also can be found in such applications as front and rear longitudinal rails, rockers, pillars, pillar reinforcements, roof rails, and cross members.
Daniel J. Schaeffler is president, Engineering Quality Solutions Inc., PO Box 187, Southfield, MI 48037, 248-667-8335, sales@EQSgroup.com, www.EQSgroup.com, and chief content officer, 4M Partners LLC., www.Learning4M.com
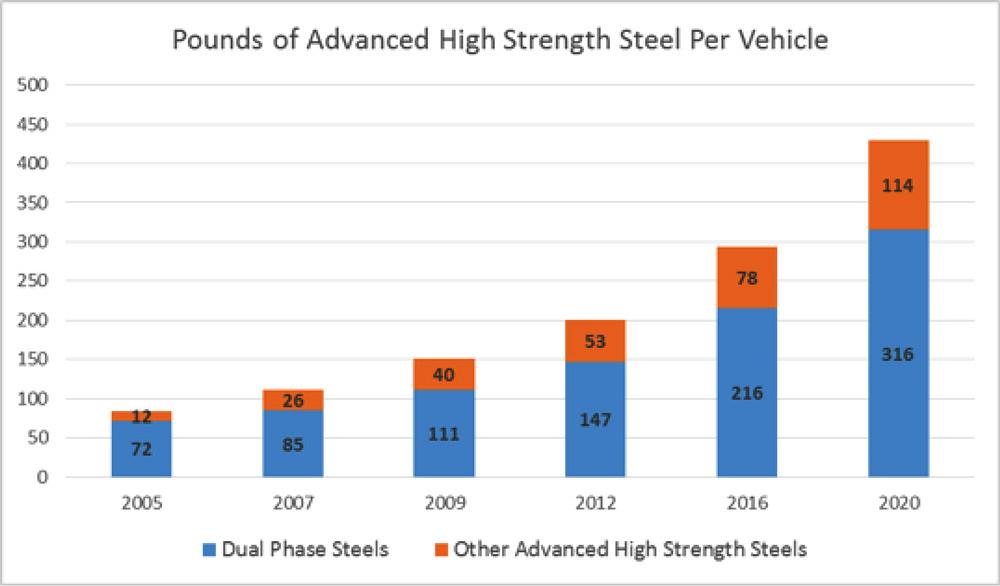
Figure 3
DP steels are the fastest-growing of the AHSS used in automotive applications. Source: http://www.ducker.com/news/20110518/ducker-worldwide-presents-great-designs-steel-2011-full-presentation-available.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





