















President

Taiichi Ohno, the creator of the Toyota Production System, said, “The more inventory a company has, the less likely the company will have what it needs.” Any Toyota assembly plant operates in a make-to-stock production mode. Toyota can’t avoid it, even if it has flexible, level-loaded assembly lines, each of which handles a variety of automobiles that share many of the same components. The 1,200 Toyota dealerships across the country need inventory to sell.
The eight forms of waste in lean manufacturing—transportation, waiting, overproduction, overprocessing, operator motion, scrap and rework, inventory, and underutilizing talent—were developed around that make-to-stock model.
If you work at a typical custom fabricator, you know you don’t work in a make-to-stock business. Would your company intentionally produce a larger quantity of product than the quantity the customer orders? Would you prefer to fill a customer’s order from finished-goods inventory stored for months in the warehouse?
Besides, overproduction eats up valuable capacity on a fabricator’s bottleneck resources. For a fabricator, this is essentially wasting capacity (machine hours, labor hours, and overtime), inventory (materials, consumables, and tools), and overhead (warehouse staff, electricity, gas, inventory carrying costs, and obsolescence costs). This also leads to capacity waste at suppliers, such as steel service centers, outside vendors, and logistics providers, and prevents work being done on other jobs that could miss their delivery dates.
As Ohno said, “All we are doing is looking at the timeline, from the moment the customer gives us an order to the point when we collect cash. And we are reducing the timeline by reducing the non-value-adding wastes.”
Ohno is describing the flow time of an order. It’s simple math: Flow time = Shipment date - Start date. Reduce or eliminate waste, and those dates move closer together.
But working at a custom fabricator, has a customer ever asked you to report on how you eliminated waste in a value stream of a product they ordered? Probably not. The customer chooses your company for its price, quality, and on-time-delivery performance, and it usually has little if any interest in how you achieve those age-old metrics of customer service. So if you’ve been trying to implement lean, perhaps you’ve been asking the wrong question. Instead of asking, “How do we eliminate waste in our operations?” you should be asking, “How do we improve on-time-delivery performance?”
Custom fabricators operate in the make-to-order production mode. This applies to the entire fabrication arena, from custom sheet metal shops to structural or industrial fabricators to shipyards.
At the same time, fabricators employ a variety of production models. Figure 1 gives you an idea of the range, which includes the most complex production system of all—the job shop, where every job is completely different.
Most fabricators’ operations tend to occur in two types of production systems. First you have the job shop, the portion of the facility that produces all the pieces that go into multicomponent weldments or final products. Second, you have a flow shop, the portion of the facility that puts together fabricated and purchased components. Despite the high variety of work, the material flow tends to follow the same sequence of steps: welding, grinding, paint prep (blasting, for example), inspection, packaging, and shipping.
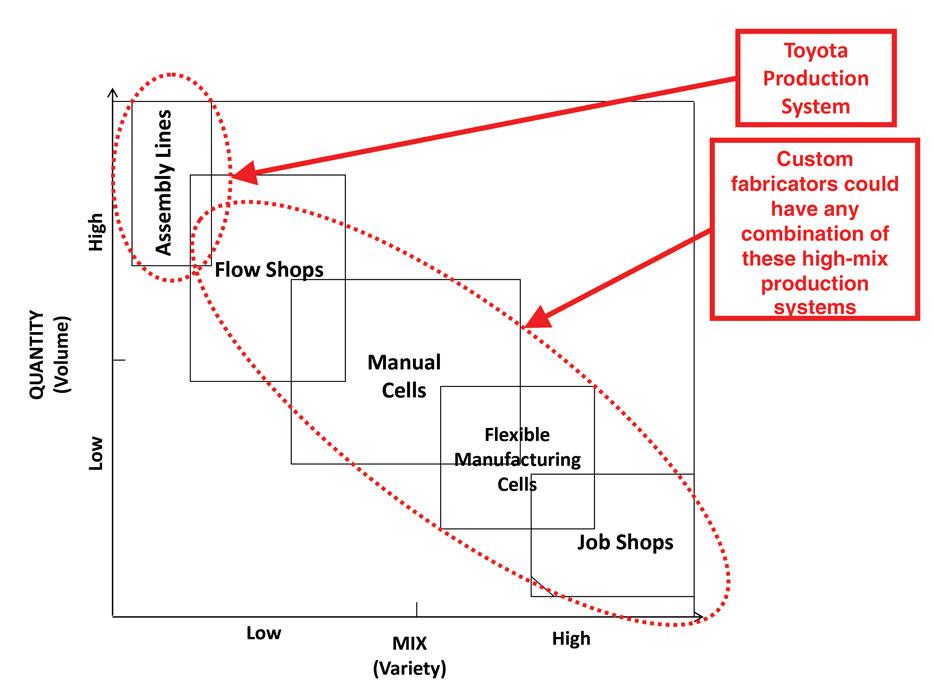
Figure 1
Custom fabricators employ a variety of production systems, and each has a different level of product mix and volumes.
While some lean tools do work well in a custom fabrication facility, many have failed every high-mix, low-volume custom fabricator seeking to achieve world-class on-time delivery (see Figure 2). Knowing this, how can you implement lean to achieve world-class performance?
You can start by adopting practices that consider (1) the variety of products that you wish to produce for your customers; (2) the variability in demand volumes; (3) the different due dates that customers set; (4) and the delivery and quality shortcomings of outside material and service providers.
Custom fabricators should revisit the original principles of lean. In their book Lean Thinking: Banish Waste and Create Wealth in Your Corporation, authors J.P. Womack and D.T. Jones present the lean principles in a five-step thought process:
It is difficult to implement the lean principles and improve on-time-delivery performance by copycatting a low-mix, high-volume repetitive production system. The better strategy would be to remaster the same principles using a different set of tools and a clear understanding of a simple fact: An assembly line is not a job shop.
Making this happen requires “top-floor” buy-in and leaders who take a hands-on approach. The owner or top executives drive the culture in metal fabrication; if they aren’t involved, take a hands-off approach, and simply delegate the improvement initiative to a continuous improvement manager or outside consultant, nothing will change.
Beyond this, you need to focus continuous improvement efforts on on-time delivery—not on efficiency, utilization, and productivity. This mindset must change. You really can’t go on focusing on machine and labor utilization while still relying on crutches like buying new machines, overtime, and expediting to meet delivery due dates. Your shop must stop proposing customer due dates based on the standard method of “average” lead time and instead check the current schedule status and workload on bottlenecks before committing to a ship date for a new order.
Such a focus will foster a “move our money” mindset among all employees. “Money” on the shop floor is, of course, the jobs you process. If a job isn’t moving, the money isn’t moving. And when employees find money isn’t moving, they uncover opportunities for improvement.
The first principle states, Specify the value from the standpoint of the end customer for each product family. Like the other principles, this is easy to remember but not so easy to achieve.
To avoid high revenue concentration, a custom fabricator usually aims to serve customers in a variety of industries. This does not guarantee customer loyalty, nor does it produce a predictable mix and arrival rate of orders.
To deliver value to many of its customers, a fabricator must contend with a spectrum of expectations on even the standard metrics of quality, cost, and delivery. Moreover, demand variability in a custom fabricator tends to be high. Few customers sign long-term agreements that are the basis for pull production, level loading, and mixed-model production. For any product in a custom fabricator’s product mix, the demand pattern (that is, when orders are placed), delivery frequency, volume, and margins can all be very different.
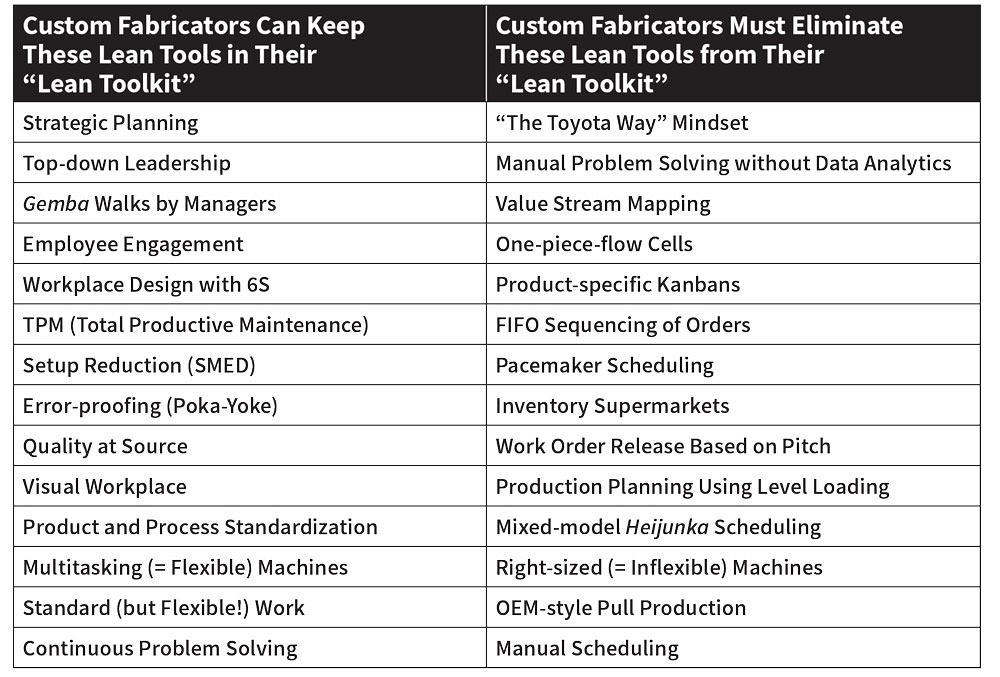
Figure 2
Some tools in the lean toolkit apply to the custom fabricator, but not all.
All the same, custom fabrication still delivers value to its customers, but unlike an assembly operation, custom fabrication operates as a complex system. To run it effectively, you must know how various aspects of the system interact and relate. This is where something called group technology (GT) can help. For further reading, you can check out Gallagher and Knight’s book, Group Technology Production Methods in Manufacturing.
GT seeks to maximize production efficiencies by grouping similar and recurring problems or tasks. An important part of GT is the use of a code that, like a library reference system, serves as an index to characteristics in manufacturing, engineering, purchasing, resource planning, and sales.
GT can help eliminate unprofitable products and aid planning, exploiting the commonality between past and new orders to reduce the time it takes to produce quotes, CAD files, machine programs, routers, and inspection plans for a new order. GT also focuses on design for manufacturability to eliminate the root causes for the eight forms of waste. Remember, no fabricator is advised to make waste elimination a strategy for improving on-time-delivery performance. Waste is a symptom, not a cause.
A fabricator also can master the first lean principle by using a product-process matrix analysis to group parts or products into families based on similar or identical routings. Products usually can be divided into three categories: runners, repeaters, and strangers. Runners run continually and predictably; repeaters are ordered repeatedly and are somewhat predictable; while strangers are unique jobs with no noticeable demand pattern.
Runners and repeaters tend to have large batch sizes and are often tied to jobs with long-term agreements. Strangers tend to have smaller batch sizes, with orders for these parts being rush jobs, repair parts, prototypes, and the like. You can group this work into four quadrants: high quantity, high revenue; low quantity, high revenue; low quantity, low revenue; high quantity, low revenue.
If low-quantity, low-revenue work also has low margins, can this work be eliminated or renegotiated? This helps you eliminate your shop’s weaknesses and focus improvement on its existing strengths. What’s the point of improvement if it just makes a money-losing product lose less money?
After this, put together a product-process matrix analysis to group the runners and repeaters into families based on similar or identical routings (see Figure 3). Then do the same for the strangers.
A value stream is a product family. Unfortunately, the families in the product mix of every custom fabricator are not obvious. A custom fabricator fulfills orders for a diverse mix of products with different routings involving different combinations of machines visited in different sequences. Routings differ significantly in their equipment requirements, setup times, cycle times, lot sizes, inspection requirements, and outside vendor operations.
But again, the idea behind value streams can be adapted to custom fabrication, specifically by using a production flow analysis, or PFA. PFA can be used to reduce flow delays at a single machine, within a cell, in an entire shop or building, in a factory site comprising many buildings, or across an enterprise with multiple factories at different geographic locations.
From here you identify part families that could flow through cells. These cells need not be the traditional U-shape “assembly cell” in which products flow through all necessary steps in sequence. Consider Figure 4, where material starts at the shear. Some material goes to a nearby press brake, while other work flows to a punch press at an adjacent, nearby cell.
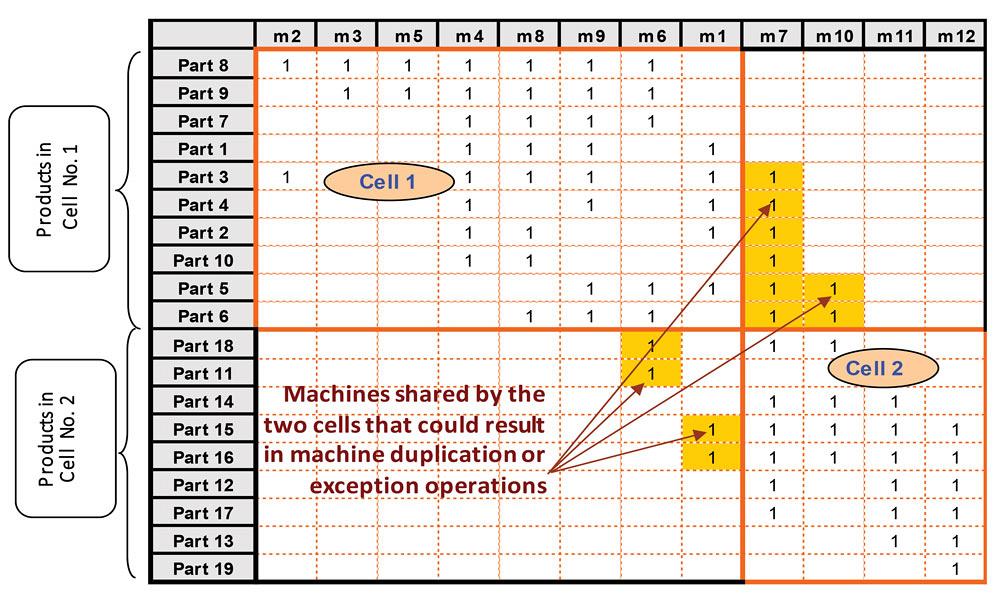
Figure 3
This final product-process matrix is used to identify part families.
Note that you probably won’t find it easy to accomplish a complete transformation into a cellular layout. You’ll likely find few part families that can be produced completely within one cell. In this case, you need to be creative and find ways to minimize flow delays caused by a cell’s reliance on external resources.
For instance, sometimes a shop will have monuments, such as blasting and coating systems, that simply cannot be moved into a cell. In these cases, don’t forget about right-sizing equipment—replacing a large grinding system with multiple pedestal grinders placed within each cell, for instance.
“Virtual cells” are also an option. That is, machines that can’t be moved easily might still be far apart but remain in a virtual cell, meaning the tooling, fixtures, and support services for those machines are dedicated mainly to a range of products.
Now on to the third principle, implementing flow with manufacturing steps that occur in tight sequence. This is logical, of course, but in truth, flow of a product is smooth if and only if all steps in the routing are performed in sequence on consecutive workstations close to one another.
The range of skills required at a fab shop presents challenges. On one hand, the autonomy bred by the working environment of a manufacturing cell could lead to human resource nightmares, like fallouts among team members, insubordination, as well as pay disputes over cross training and learning multiple skills. Not every individual wants to be cross-trained. Besides, the diverse equipment mix makes operator training and equipment maintenance challenging.
On the other hand, a process layout is what causes the batch-and-queue production that the Toyota Production System eschews. It also encourages a “silo mentality” among the many departments in any fabrication facility, because each department tries to maximize its machine and labor utilization.
So how do you master this lean principle? Try splitting the manufacturing facility in two. If you analyze your product mix, you may find that you’re really running at least two types of operations under one roof: one for runners and repeaters, and another for strangers. To that end, why not give each operation its own mini-factory, each responsible for products in the appropriate segment?
The resource-sharing between the two or more factories should be kept to a minimum. Each factory’s on-time-delivery performance would be measured separately, and each would use different order fulfillment strategies, customer relationship management strategies, even different pricing methods. This practice is no different than the practice of triage in the ER of any hospital. The nurse evaluates an arriving patient’s condition and determines his or her priority for admission and appropriate treatment.
Employing multitasking machines can help the transition to cellular manufacturing too—say, laser/punch combination systems that can form, deburr, and tap. Multitasking machines must make sense for your product mix, of course, and they might require additional maintenance and more operator skill to run them. But they also will shorten flow time significantly because they eliminate travel times, wait times, and setup times.
Question every step where you see the job slowing down. For instance, consider the quality department. Is there a reason why QA inspectors work in one location? Could you have roving inspectors, or even inspectors dedicated to a cell?
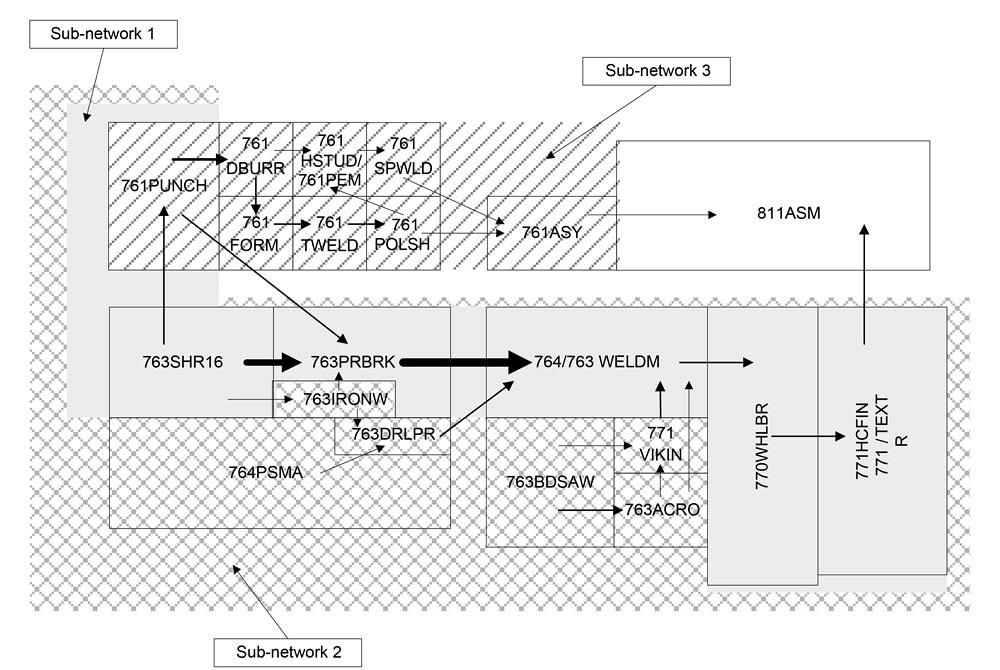
Figure 4
After layout aterations, a fabricator’s production flow is greatly improved.
The fourth principle involves pull scheduling. Production schedules in fabrication are driven by due dates, and due dates are subject to change. A custom fabricator lives with the reality that due dates for orders from different customers can fall on the same day. Different customers request appropriate due dates based on their production schedules, which are based on their customers’ needs. Finite capacity constraints limit how many orders can be completed on any given machine on any given day. Feasible in any repetitive assembly facility, pull scheduling in a make-to-order operation won’t work exactly in the same way.
To that end, you should ensure your enterprise resource planning (ERP) system can generate and issue a feasible production schedule to the shop floor. Without a reliable schedule, how can the operator of a press brake or burn table know when to start a job and when to finish it?
Also evaluate finite capacity scheduling software or software based on the drum-buffer-rope method of Eli Goldratt’s theory of constraints (TOC). The drum is the constraint, and its pace sets the pace for manufacturing. The rope is the signal that pulls orders, and a controlled buffer absorbs the variability in processing times.
Make schedules visual by displaying them as Gantt charts, which essentially show the flow time for all components of a job. These visual schedules need to take into account finite resource constraints (see Figure 5).
The last principle describes the cycle of continuous improvement—and again, in small and medium-sized manufacturers, it can be difficult to sustain. Unlike an OEM, a custom fabricator has limited resources for workforce training.
Using the right methods and technology, you can overcome these challenges. For instance, consider using software (like a manufacturing execution system) to gain situational awareness of what’s happening on the shop floor. To have situational awareness on any order, you require timely and accurate knowledge of an order’s location; when it’s being set up at a machine; when it’s in-process at a machine; when it’s in queue at a machine; when it’s waiting to be moved to the next machine in its routing; and more.
The basics of TOC—again, focusing on the bottleneck resources—also can help. Continuous improvement investments always need to maximize throughput at the bottleneck of each manufacturing cell. According to TOC, an hour lost at a bottleneck is an hour lost for the total system, and an hour saved at a nonbottleneck resource is just a mirage. TOC’s process of ongoing improvement follows five steps:
True, a custom fabricator’s constraint can move, depending on the job, but that’s why segmentation—with certain products dedicated as much as possible to certain cells—makes so much sense. Grouping like work together makes the constraint more consistent, and a consistent constraint is one that can be exploited.
The constraint resources are critical, and as such, you need to know their available capacity. In some operations it may be unrealistic to expect an operator to manually record the type and duration of every machine stoppage. In these cases, consider machine monitoring software (or, in the case of welding, arc on-time monitoring systems).
To help identify, measure, and exploit the constraint of a particular cell, you can do a product-process matrix to identify the product families, then develop a value network map to capture the current state of the cell. (Editor’s note: For more on the value network map, refer to “5 steps to building a value network map” from the March 2018 issue, archived online at thefabricator.com.)
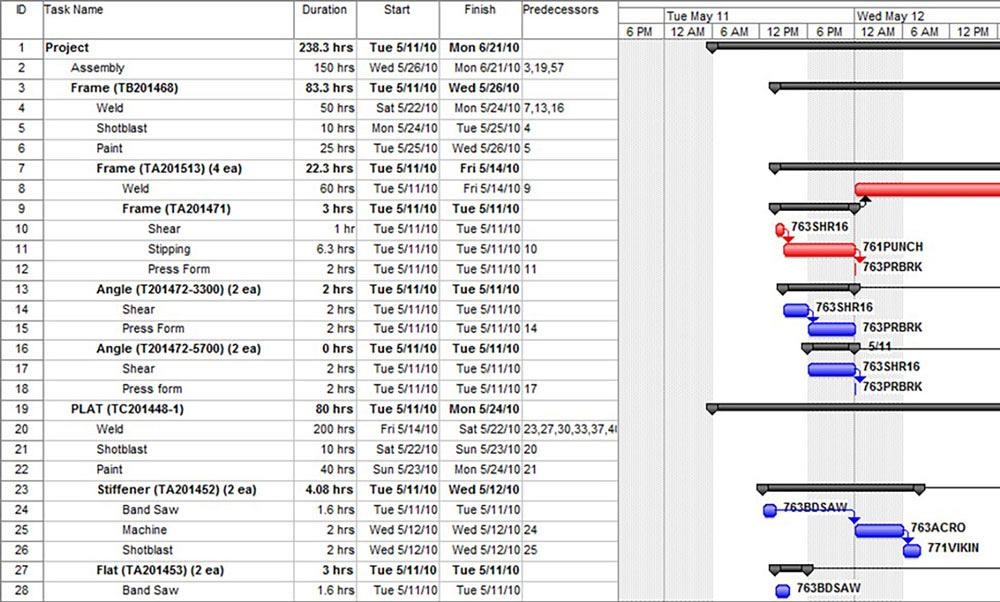
Figure 5
This Gantt chart shows the predicted flow time for different components of a job.
Each cell eventually ought to be allowed to operate like an autonomous business unit. The team would have to be allowed to determine the CI projects to eliminate, or at least mitigate, all the constraints that force the cell to send its orders to external resources, either in-house or vendors. Employees in the cell could even communicate directly with customers concerning delivery dates, part drawings, and quality problems.
Ultimately, you need to avoid continuous improvement by the “whack-a-mole” strategy. To follow Ohno’s advice, look at the entire order-to-cash cycle by visualizing, analyzing, and reducing delays in material flow at every level of the enterprise.
Implementing lean successfully in any custom fabrication facility boils down to finding and implementing viable solutions to these three age-old problems that few shops have successfully solved:
The key is to grab the bull by the horns and get cracking. Look beyond Toyota-style lean if you want to succeed at radically improving on-time-delivery performance and quoting shorter lead times that you can actually achieve.
Shahrukh Irani, PhD, is president of Lean & Flexible LLC, www.leanandflexible.com, a consulting firm that focuses on adapting lean manufacturing for the high-product-mix, low-volume manufacturer.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





