
















Contributing editor

Components manufacturer Pryer Aerospace entered the hot forming process at the behest of a major customer using a specially designed hydraulic press from Beckwood Press Company. Shown here, from top to bottom, are a hot-formed motorsports structural component, an aerospace engine component, and an aerospace structural component made from titanium. Images courtesy of Pryer Aerospace, Tulsa, Okla.
Editor’s Note: This article is adapted from “Overcoming the Challenges of Hot Forming Titanium to Win New Contracts” by Scott Pryer, Jeffrey Debus, and Don Voke, presented at FABTECH®, Nov. 6-8, 2018, Atlanta. In the presentation, Pryer identified his company’s five barriers to entry into the hot forming titanium process and shared how the company overcame them.
Pryer Aerospace, Tulsa, Okla., supplies aerospace structural components, assemblies, and kits, many of which are made of titanium. Its client list reads like a “Who’s Who” in the aerospace industry, including Northrop Grumman, Lockheed Martin, Airbus, and Boeing.
Clients had been urging the metal former and fabricator to use hot forming to manufacture its components for years, but former company President Scott Pryer was hesitant to incorporate it because of what he identified as five major obstacles. All of the obstacles centered around an unfamiliarity with the process—a fear of the unknown, as it were. “We just didn’t know how to do it,” Pryer said.
“As part of our strategy, we wanted to include hot forming. We did every other type of metal forming for aerospace, but hot forming was the missing piece of our overall capability.”
Overcoming these barriers to entry into hot forming of titanium became paramount in 2017 when a major customer made hot-formed parts conditional to winning a large contract. “We had a fairly short time frame, so our dilemma to outsource these parts or become hot form-capable came to the forefront,” noted Pryer.
After 15 years of hesitation, the company chose to jump in with both feet. “We just ripped off the BAND-AID® and said, ‘Let’s go for it.’ Then we took on each hurdle one by one.”
Pryer Aerospace had an existing relationship with Beckwood Press Company, St. Louis, a custom hydraulic press and specialty aerospace forming equipment manufacturer. A team from Pryer made two trips to Beckwood and met with sales, engineering, and production managers to better understand the process itself and what they would need in terms of equipment, facility, and tooling to ensure a safe forming operation.
“We tried to get all our ducks in a row,” said Pryer. “We wanted to learn everything we could about the process while the press was being built. After we talked to Beckwood about the ins and outs of the equipment and the process, those barriers started to fall away.”
During the hot forming process, titanium and other high-strength alloys are heated to extreme temperatures (900 degrees F or higher) and formed in a press. The introduction of heat increases titanium’s malleability so that complex shapes can be formed at lower tonnages without springback or fracturing (see Figure 1).
Standard cold forming techniques, such as stamping, can be used with titanium alloys, but the springback is much greater, and cracking in bend radii is common, according to Pryer.
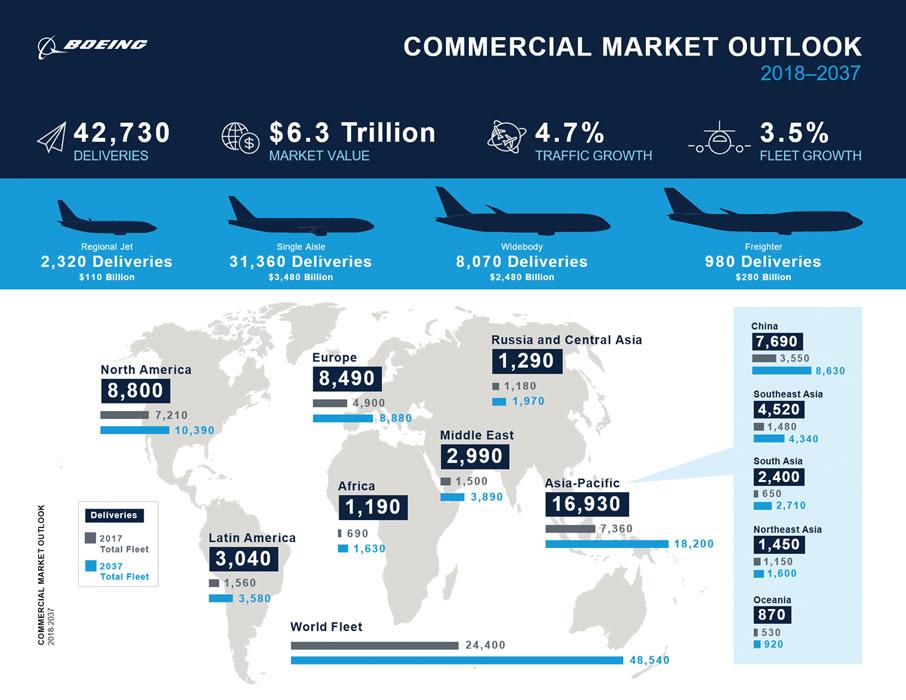
Projections for the aerospace segment are that it will grow at a rate of 3.5 percent over the next two decades, doubling in size by 2037. Commercial Market Outlook infographic courtesy of Boeing, Chicago.
Much has been written about the hot stamping process, in which boron steel undergoes a microstructural change when heated at very high temperatures and quenched. The high-temperature/cooling process actually transforms the metal’s composition from a ferritic to an austenitic to a martensitic microstructure and into an extremely hard steel.
The process of hot forming differs in a couple of ways. First, in hot forming, the press, tooling, and blank are heated, while in hot stamping only the blank is heated. Second, in hot forming, the titanium or other high-strength alloy starts and ends as the same or similar microstructure.
“The typical hot forming machine can be thought of as a hydraulic press with advanced controls and a built-in high-powered oven, or furnace,” Pryer said. Pryer Aerospace’s press is built from a four-post, modular frame and uses a multi-cylinder configuration to guide the downward-acting ram precisely during formation (see Figure 2).
“Like all of our hot forming presses, the press we built for Pryer Aerospace is equipped with multizone heaters, providing a minimum of nine heating zones per platen,” said Beckwood President Jeffrey Debus. “This configuration provides ultimate temperature uniformity, to within ±25 degrees F, and allows the user to program temperature offsets across the length and width of the platen if desired.”
To properly contain the heat within the forming area and increase energy efficiency, the press has an automated, insulated door system. These doors can cam outward simultaneously or independently, which prevents them from rubbing against the press during opening and closing. This creates a tight seal and maximum heat containment.
Platens and tooling can be fabricated from ceramic, stainless steel, or other alloys depending on the specific application requirements.
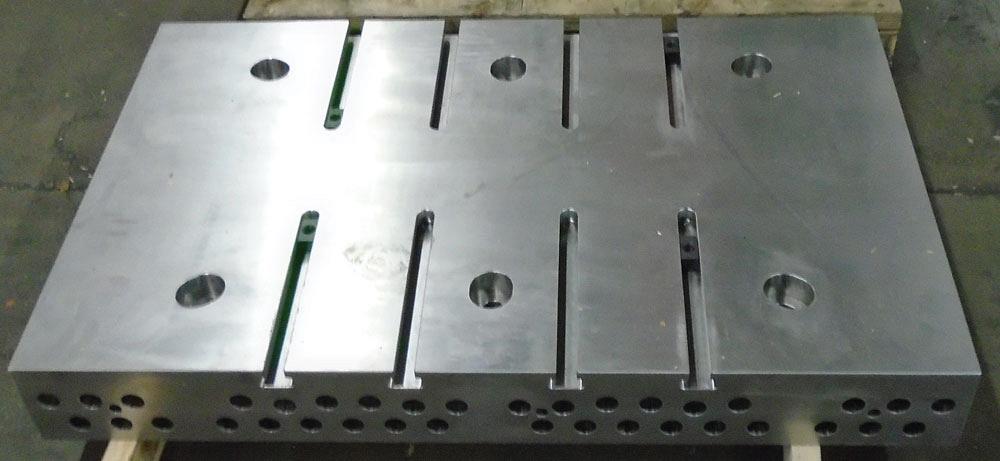
The platens must be milled from an alloy that is strong enough to resist the tool imprinting (footprinting) but ductile enough to resist cracking (see Figure 3).
1. Operator Safety
In its infancy, presses for hot forming weren’t significantly different from other hydraulic presses. Often, they were standard presses that had been modified in the field to include a high-heat oven and other ancillary equipment. As a result, most of the heat protection was in the form of personal protection equipment (PPE). This was concerning for Pryer and his company’s operators.
“In photos of the process, you’d see people completely covered in reflective suits trying to load a part. It looked like a difficult process—something that was just too hard on the operators,” Pryer recalled.
Modern hot forming presses are designed and built specifically for the high-temperature process with inherent technologies to protect operators. Automated insulated door systems, light curtains, perimeter guarding, lockout controls, bed shuttles, and flame-resistant hydraulic oil are common safety features of the machines.
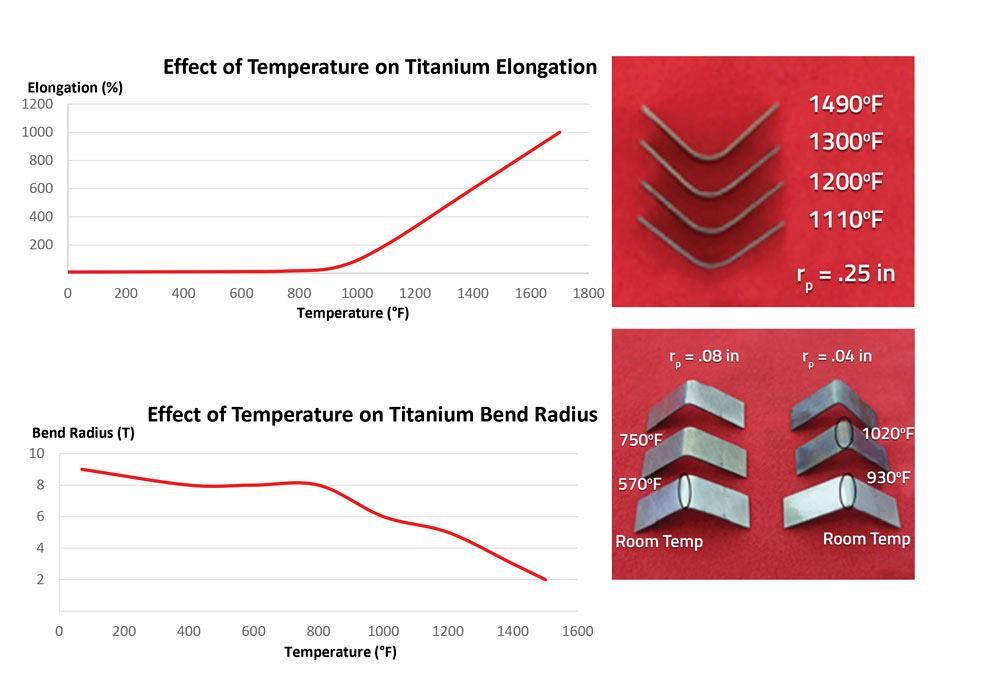
Figure 1
Heating titanium to 900 degrees F or higher makes it more malleable and reduces springback. Image courtesy of the International Journal of Advanced Manufacturing Technology, January 2014.
Because of these safety features, PPE can be reduced. Minimally, safety glasses and aluminized aramid blend high-heat gloves are used. Additional PPE may include a hard-hat visor (gold reflective shield), aluminized full-length apron (aluminized carbon Kevlar®), aluminized rayon jacket, or aluminized rayon hood. Tongs are used to load and unload tools and blanks.
Pryer tested the safety aspects himself by operating a hot forming press on-site at Beckwood (see Figure 4).
“I wore an overabundance of safety equipment on day one. Once I experienced the safety features and operator-friendly functions, much of my concern was removed. In fact, I felt overprotected as the extra PPE impeded my ability to work safely and effectively. I ultimately chose to work with just gloves, safety glasses, a clear face shield, and a long-sleeved shirt,” Pryer said. “I think each person is going to find their own balance, and it could change based on the forming temperature or the part requirements.
“By getting to see a hot forming press in person and test it myself, I learned that my earlier perceptions were incorrect,” added Pryer. “Safety really wasn’t an issue—and that was a game-changer.”
2. Part Formability
Although he had used other thermal forming processes, Pryer was somewhat unknowledgeable about the forming properties of titanium. Early on in the process, he relied on simulation software and trial-and-error to determine the optimal forming criteria.
To achieve best results, Pryer recommends adhering to the following guidelines:
3. Facility Requirements
Facility requirements for hot forming are similar to those for any other type of metal forming: 480 VAC, 3-phase, 252 full load amps of power; water flow at 12 gallons per minute (GPM) with 70 degrees F maximum temperature.
No additional utilities are required. The process does need compressed air. A standard concrete floor suffices.
As it turned out, the Pryer Aerospace facility was already properly equipped. “There was nothing extra we had to do. We simply brought in the press, set it on a floor we’ve had for 20 years, and hooked it up to the power that was available,” Pryer said. “A typical manufacturing facility is probably already suited for the addition of a hot forming press.”
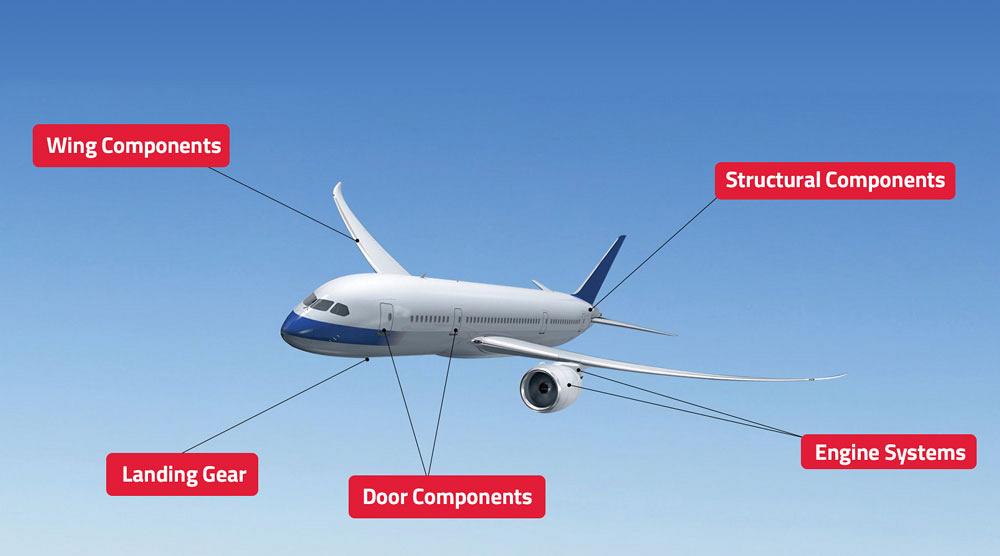
Titanium usage in aerospace is expanding. It is used in manufacturing control surfaces and mechanisms, doors, assemblies, and the wings and propulsion assemblies. Infographic courtesy of Beckwood Press Company.
4. Certification Requirements
After some research, Pryer learned that aerospace hot forming typically doesn’t require special approvals. If a company is approved by an OEM or Tier 2 company, it just needs to be added to their list for hot form quotations.
“In the aerospace industry, where everything is tracked and recorded, I was surprised to find that no special certifications were required to add this application in our shop,” Pryer said.
5. Startup Costs, Quoting
When preparing the company’s first quote for hot forming work, Pryer found that the estimating process was similar to traditional forming. Time, materials, tooling, utility use, and general and administrative expenses all had to be calculated, as well as an amortized value for the dedicated machinery. Because the dies must be made of high-temperature materials and maintained regularly to ensure their longevity, Pryer had to quote his tooling prices higher than standard tooling.
As happens sometimes, once Pryer evaluated the entire process, he realized that it wasn’t as daunting as he anticipated. “I expected to find some surprise complication that would justify our fears, but it never happened. Instead, I found that our company already had a point of reference, so the hurdles were all pretty low.”
He added, “Most metal formers that are thinking about entering hot forming probably already understand its basic forming principles.”
Beckwood Press Co., www.beckwoodpress.com
Pryer Aerospace, www.pryer.aero

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...







{kind=link}