
















sales manager

Direct lubricant application systems place lubricant where it is needed and not where it is not, eliminating waste and improving operations.
The loss of lubricant in a stamping operation is a wasted investment not only because of the cost of the lubricant, but also because it results in higher disposal costs, higher parts cleaning costs, and lower employee morale. Excessive lubricant causes employees to work in a dangerous, slippery area. They might even become covered in oil if too much lubricant is applied--unnecessarily.
Using a direct lubricant application system is a sensible way to eliminate lubricant waste and to optimize lubricant effectiveness.
There are several types of direct lubricant application systems. The best one to use in a stamping operation depends on several variables:
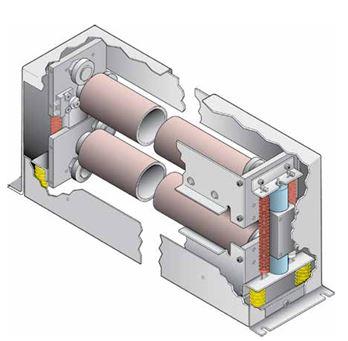
Roller coater systems disperse lubricant applied to the rolls and then to the coil.
The area of stock or die that needs lubrication is a pivotal consideration. For instance, it may be best to spray lubricant in a precise area such as a punch. In other cases, using a roller for even coating across the stock is the optimal approach.
In roller coater systems, a metered amount of lubricant is dispensed to rolls, which then spread and coat it onto the coiled material as they rotate (see Figure 1).
The best applications for roller coating are those that need an even coating of light or heavy oil on the entire coil stock, lubricating both top and bottom, if necessary.
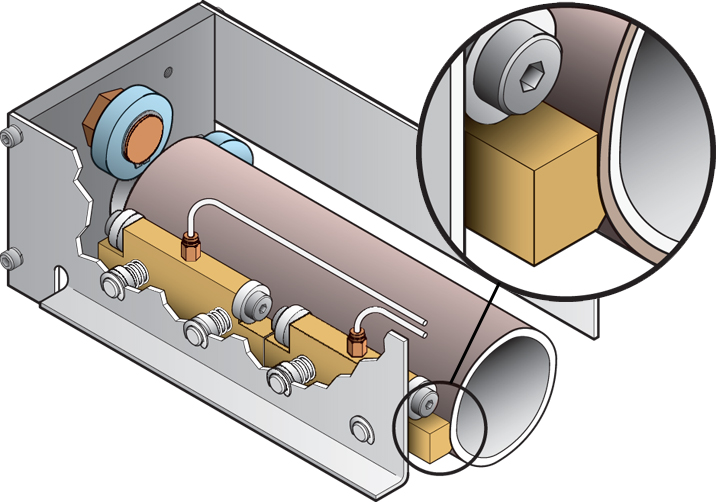
Roller coating systems also offer the ability to lubricate specific areas of the coil stock when applicable (see Figure 2). Each dispensing manifold is individually controlled. Closing any of these valves prevents lubricant from coating a specific area of the coil stock. Not only does this option save on lubricant consumption, it also saves on cleaning and disposal costs.
Dispensing heads are spring-loaded against the lube roll. Their faces conform to the lube roll's curvature to ensure that the lubricant spreads evenly onto the roll and then to the stock.
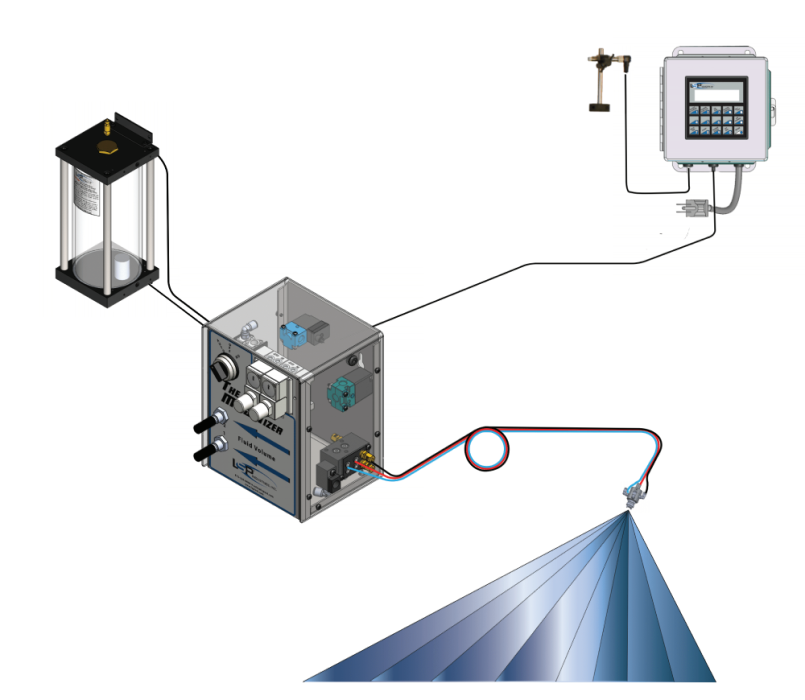
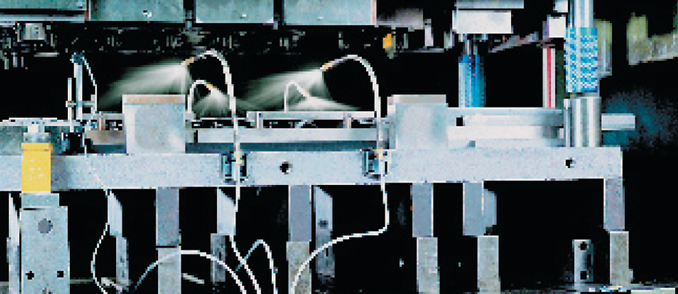
In cases when initial lubrication of the stock occurs as it enters the die, lubricant can be lost as the stock passes through the progressive die stages. Airless spray systems allow for more lubricant to be added as the stock progresses (see Figure 3). Likewise for transfer dies and presses, more lubricant can be added as the part progresses down the line.
The best jobs for airless spray systems are flexible applications in which you want to spot-lubricate areas of the coil stock or the die and want to program how often you spray each area. For instance, it may be best to spray the lubricant in a specific area such as a punch or a drawing station that needs additional lubricant.
In this approach, electronic valves or a mechanical piston controls the spray patterns, delivering a predetermined amount of fluid in an airless spray to the work area upon command. Each nozzle is independent of one another, so you have individual control of nozzle volumes. In addition, you can lubricate intermittently.
In one case example, a large automotive stamper used the airless spray system to pinpoint six locations requiring lubrication, instead of flooding the entire die. This led to a 50% reduction in lubricant consumption, as well as a 75% reduction in the frequency of die sharpenings.
With new low-pressure mist systems, small amounts of fluid are dispensed into a low-velocity airstream to give a light coating with heavy droplets that won’t fog the work area (see Figure 4). The nozzles now are electronically controlled with no check valves and can be programmed with existing PLCs.
The best applications for these low-pressure mist systems are stamping operations in which heat dissipation is as important as reducing friction. These applications include high-speed stamping in which a consistent light coating is desired, such as for electrical components as well as some roll forming jobs.
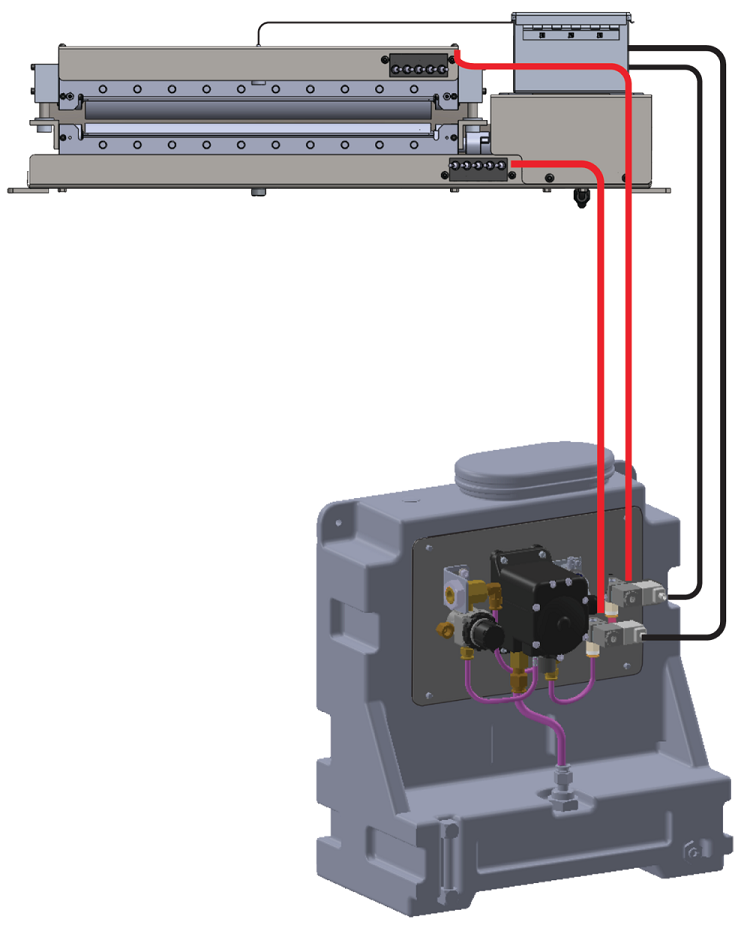
Blank coaters work using motorized rollers that pull the blank through the lubricant application system, which applies lubricant to the blank as it moves to the outlet side before being loaded into the press (see Figure 5). It can lubricate one or both sides of the blank on demand.
Obviously, this type of application system is for operations that use precut blanks for the stock. This method eliminates the need for spray bottles, brushes, and rollers and ensures that every blank is lubricated. It is also computer-controlled for just the right amount of lubricant.
Blank-coating roller systems can substantially reduce lubricant consumption, provide consistent coverage, and result in a cleaner work environment.
Good lubrication in stamping operations is critical, but there is no one-size-fits-all system. Choosing the right application equipment can have a big impact on part quality, running speed, lubricant cost, and the cleanliness and safety of a work area.
If you’re uncertain about which is the best system to use for your application, ask an expert. While you know the most about your stamping operations, an outside expert with broad knowledge of successful lubrication systems can add valuable insight and can look at your applications objectively.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}