















Contributing Writer

Editor's Note: This is Part I of a two-part series that discusses how to cut tooling costs without sacrificing die quality. Part II, which will appear in the August issue, will examine tool steels and using special die engineering software to save money.
To be competitive, metal stampers need a tool that will function properly, produce a satisfactory part, and can be efficiently maintained.
Stampers also must purchase this tool at a competitive price. In my time as a consultant, I have seen many tools, some of which were junk and some that performed with the precision of a Swiss watch. And each comes with a respective price tag.
First, let's define cost. Not just the amount paid for the tool, but its true cost. A tool's true cost must include downtime, scrap, frustration, maintenance, and risk. As a consultant, I find it frustrating to go into a job shop and see a tool that was poorly made only to discover it was contracted to the lowest bidder.
The success of any metal stamping operation hinges on tooling performance. If the tooling fails, profit is lost. When profits are lost, tooling cost reductions usually are demanded. To reduce tooling costs, the stamper ignores or substitutes key items such as high-quality tool steel and quality
die components. This usually results in premature tool failure, excessive downtime, and scrap. It's a vicious cycle.
Sometimes you have to invest a little more in your tooling to be successful. For example, it's ironic that some stampers still refuse to invest in quality tool steel. Yet they are willing to absorb downtime costs, increased scrap, and risk resulting from using inferior tool steel. Most of the time, scrap and downtime costs are greater than investing in a quality tool steel.
I use this analogy in my seminars: If you needed a pacemaker, would you seek out the cheapest one? Would you want this low-cost device in your body? What if each bidder offered the same brand and style? In the case of pacemakers, brand X, style Y, may be exactly the same from all bidders.
Even though most stampers have established die standards each vendor must follow, they don't ensure that each bidder is quoting the same quality of die. Quality goes deeper than what can be outlined and enforced in a die standards book. It's more than specifying tool steel types and guide pin brands. It's about how accurately each section fits together; how well the dowels fit; how well the heat-treating process was performed; and how well each section was machined, ground, and fit, to name a few.
All of these variables determine a tool's success. Unfortunately, these items are at the discretion of each die shop. When looking at die quotes, remember, you get what you pay for. Don't confuse cheap with inexpensive. In my experience, cheap means poorly made, while inexpensive has a lower price tag.
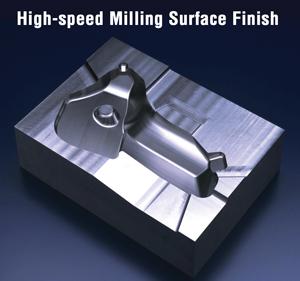
Figure 1: Many modern, high-speed machining centers produce a surface finish on a die section that is adequate to perform without further surface finishing. Image courtesy of Graphic Products Inc./Cam-Tool.
For a hobby, I build acoustic guitars. When I start to build one, I select premium hardwoods for the back and sides and use softwood, such as spruce or cedar, for the top. This combination of woods makes the guitar both structurally strong and produces a quality sound. I spend countless hours meticulously cutting, bending, and precisely fitting each brace and component. I also spend a great deal of time adding extras, such as mother of pearl, fancy inlays, and gold-plated tuners.
Even though I don't sell my guitars, I know people are willing to pay for these extra decorations. These decorations don't enhance the guitar's sound or play ability. In fact, some of the ugliest guitars produce the sweetest sounds. My point? A die is not a guitar. Those who purchase tooling are not willing to pay for extras that do not add to the tool's ability to function. They want the correct building materials used and good craftsmanship.
Although most tool- and diemakers have the capacity to decorate tooling, doing so is wasteful and costly. Its physical appearance is far less important than its function. Don't waste time grinding surfaces that have no function, and don't spend time stoning noncritical surfaces.
For example, to make a die look pretty, some toolmakers ground stop blocks on all six sides. The sides have no function. If the sides are left rough, the block still functions properly. Grind and square only the surfaces that are needed for setup in a secondary machining process.
Many modern, high-speed machining centers produce a surface finish on a die section that is adequate to perform without further surface finishing (see Figure 1). Unless the surface finish is critical, such as in a drawing, coining, or restriking operation, don't waste time grinding, stoning, and polishing it.
If you're really concerned about a die's appearance, give it a good coat of paint and focus on its function, not its appearance. Until next time … best of luck!



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
Patrick Brunken, VP of Addison Machine Engineering, joins The Fabricator Podcast to talk about the tube and pipe...





