















Avoid the sting of poor practices in sheet metal bending
5 mistakes press brake operators should avoid to help the bottom line

Figure 4
Modern precision-ground tooling is ideal for staged setups, with multiple tool segments staged to form multiple bends, and often complete a complex part in a single setup.
I recently spent some quality time with my niece, who is now writing her first book. While her topic has nothing to do with the precision sheet metal trade or even business in general, when she told me about her book-to-be—about things in life you shouldn’t do because they hurt—I was inspired to follow her lead. Doing so has led to this month’s topic: Five things you shouldn’t do because they hurt, which, in the case of this column, is your bottom line. Thank you, Joey, for the inspiration.
These five commonly misunderstood concepts involve outdated practices and, frankly, just bad ideas that if eliminated at the press brake and throughout your shop could improve your bottom line dramatically. Continuing to do these things will hurt and leave your bottom line stinging. I will grant you that some of these ideas might not fit into your manufacturing model. They might even run against your company culture. Nonetheless, they’re worth considering.
1. Avoid hiring unqualified people
Don’t hire unqualified personnel unless it’s for an entry-level position. Even then, the wrong entry-level person can lead to headaches.
I have never been a big fan of human resources. While your HR people might be highly credentialed and hit every bullet point of their profession, they seldom understand the nature of the work they are hiring employees to perform.
A press brake operator is a perfect example. Many managers and HR people think that you just put some tooling in a machine that goes up and down—how difficult can that be?—and so designate it as an entry-level, minimum-pay position. Yet the press brake is the most complicated machine in a sheet metal shop, and it requires expertise. It’s exacting and demanding work.
Just because a few applicants know a few key words doesn’t mean they can find the press brake when they reach the shop floor. Make sure HR knows about the trade. It is like everything else in life; you get what you pay for, and for precision sheet metal work, shops need to pay for skilled craftspeople.
You can’t expect untrained personnel or the computer to take care of it. Skilled, qualified craftspeople are expensive, but like quality tooling and anything else in the shop, good operators pay for themselves many times over.
2. Avoid all-inclusive teams
Sure, good teamwork can have tremendously positive effects on your bottom line, but it must be done correctly. If you create a team that includes everyone in a press brake department, you’ll probably get mediocre results. It will push down your press brake setups to the lowest common denominator. It also will stifle creativity of your skilled people and do little to raise new or less experienced personnel to a higher standard, at least not very quickly. A press brake department needs experienced people to lead, but it is not a team of equals.
Alternatively, try teaming those with specific skill sets with like individuals from other manufacturing backgrounds. Diverse teams can introduce a host of fresh perspectives. You might be surprised by how much that team can accomplish. Some of the best results can come from a team comprising the best people from each department, be they an operator, programmer, engineer, or someone else with a specific skill.
3. Do not rely entirely on technology
Bending technology improves almost daily. You might have offline programming and simulation, perhaps a press brake with a state-of-the-art CNC and specs that boast repeatability to microns. Using all this technology just to circumvent the need for skilled people is a mistake. Don’t allow yourself to fall into the “I no longer need expensive, skilled craftspeople; the computer will do it all” mindset. It will hurt your bottom line.
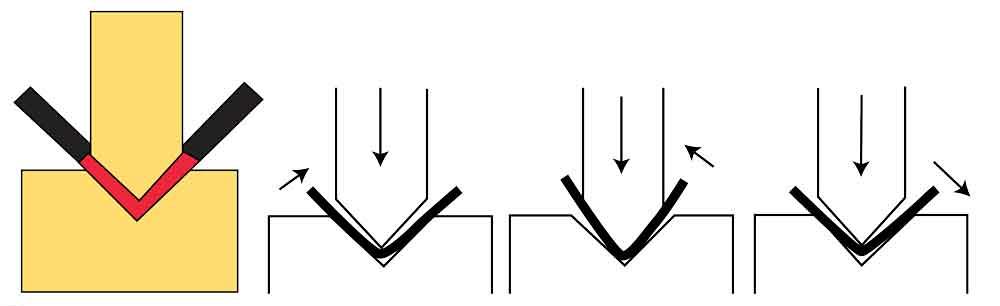
Figure 1
Bottoming and coining aren’t the same, though both stamp the inside bend radius into the material. In coining (left), the punch penetrates to less than the material thickness. In bottoming (right), you have clearance between the punch and die angle. The punch applies force until the material is forced against the die angle, which sets your bend angle.
While your press brake might repeat to within microns, sheet metal does not. Gauge tolerances range from within 0.002 to 0.020 in., and that’s just the variances in the sheet metal thickness itself. Inconsistences in grain size and direction play a role, as do the batch-to-batch changes in material makeup. Dealing with these things still requires vast working knowledge of sheet metal and plate, at least if you want to produce great parts.
Skilled people can identify these changes quickly and proactively adjust the machine. This alone makes skilled operators and technicians worth their weight in gold.
4. Before you design, consult your bending experts
As odd as it might seem, many engineers, designers, and even operators still do not understand the differences among air forming, bottom bending, and coining, and how each forms the inside bend radius (see Figures 1 and 2).
In bottoming and coining, the tooling stamps the inside bend radius into the part, so the bend allowance and bend deduction calculations are based on the nose radius of the punch. In air forming, the inside bend radius is floated as a percentage of the die width—roughly 16% for cold-rolled steel, 20% for stainless (hence the name “20% rule”). If you base your bend calculations on the wrong processes, your parts won’t be correct.
Designers, engineers, and programmers need to go to the shop floor and, without judgment, ask operators what methods they use to form which materials. You then can ask them for a list of the tooling they have. For punches, you need to know the radius, angle, and tonnage rating. For dies, you need the width and the angle.
Equipped with that information, you now can design your parts around those parameters. Then, on or in the work jacket, you can present the forming method and tool set intended for the job at hand. Because you asked the operators what they do with which materials and tools, you should have no problem with operator acceptance.
5. Avoid tooling ignorance
Select your tooling for the type of work you do and the style of machine you have. Tools come in four common types: planer, precision planer, precision-ground planer, and precision-ground.
Planer tools have been around a very long time, and they’ll continue to be manufactured for many years to come. They’re excellent for single-tool setups, bottom bending, and coining. They are not, however, great for staged tooling setups. These tools are produced on a planer by locating from an X-Y axis, in lengths up to 40 ft., and with an error of roughly 0.010 in. over 10 ft. That’s up to 0.040 in. of variation over the tool’s full 40-ft. length.
Precision planer tools, though planed to a consistent profile, are still planer tools at heart. They suffer all the error issues of American planer-style tooling. They’re still OK for jobs that need just a single tool set, but they do not make great tooling for staged setups.
True precision-ground tooling only comes in lengths of 36 in. Precision planer tools usually start at 10 to 12 ft. or more, and you cut them to length. Again, these do not make great staging tools.
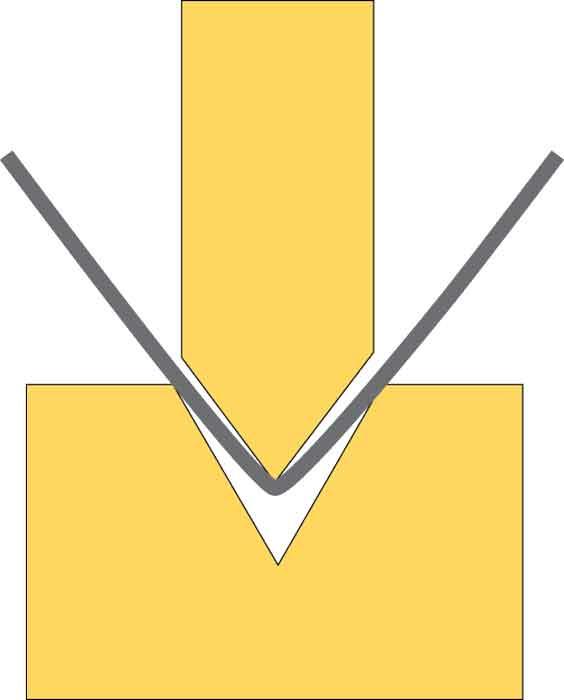
Figure 2
In air forming, the inside bend radius is floated as a percentage of the die width.
Long planer and precision planer tools have two other issues that arise when you cut them to the length you need. First, when you cut them, you release residual stress that can add bow and twist to the tool, making alignment difficult.
Second, you need to mark each cut so that the tools can be reassembled in the same way they were originally cut. For example, if you cut a long tool into two segments, you can label “1” near the cut line of each piece. When you reassemble them to bend a large part, you just match the “1” on one segment to the “1” on the other segment (see Figure 3). This also ensures that your tools face the same way in the press brake and avoids mismatch and alignment issues between punches and dies.
Precision-ground planer are tools in a planer profile, but ground toward the center to a very tight tolerance. Like true precision-ground press brake tooling, they are reversible, great for staging setups, and fit in both modern and older press brakes. Because of the manufacturing accuracy—typical tolerances are from within 0.0004 to 0.0008-in.—they can be readily mixed and matched, and tool direction is not an issue. They’re manufactured in sections or full lengths of approximately 3 ft.
True precision-ground press brake tooling, like precision-ground planer, is ground toward center and manufactured to the same very tight tolerances. Both punch and die profiles of precision-ground tools are different from those of planer tooling and are substantially more versatile (see Figure 4).
You need precision-ground tools to get the most versatility from a modern press brake. Again, that’s because they’re ground toward a center point instead of from an X-Y coordinate. This allows these tools to be mixed and matched and face opposite directions in a single holder. Depending on the brand and style of tooling, some will even mate perfectly with other brands of tooling.
However, always remember, real precision-ground or precision-ground planer tools are available only in approximately 3-ft. lengths. If they are longer and you need to cut them, they are planer tools and will cause problems if you are attempting to stage your press brake setups.
Short-term Pain, Long-term Gain
These are but a few of the things that can hurt your bottom line. For sure, there are many more. They might be hurting you now. Some remedies may not be ouchless, but you’ll avoid even greater pain over the long term and dramatically improve shop morale and quality of the final product.

Figure 3
Labeling the cut lines on planer tools helps avoid mismatch and alignment issues when the tools are reassembled.
About the Author

About the Publication
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Capturing, recording equipment inspection data for FMEA

2
Tips for creating sheet metal tubes with perforations

3
Are two heads better than one in fiber laser cutting?

4
Supporting the metal fabricating industry through FMA

5
Omco Solar opens second Alabama manufacturing facility
