















Graduate Research Assistant, ERC/NSM
 |
| Figure 1 In air bending, a sheet is placed in the die, and the press ram descends and bends the sheet into a V shape. |
 |
| Figure 2 Bend allowance (also known as bend deduction) can be used to predict the initial flat length of the sheet. Source: O. Diegel, "Bend Works: The Fine Art of Sheet Metal Bending," Complete Design Service, 2002. |
 |
| Figure 3 Bend allowance (also known as bend deduction) can be used to predict the initial flat length of the sheet. Source: O. Diegel, "Bend Works: The Fine Art of Sheet Metal Bending," Complete Design Service, 2002 |
Bending with vertical tool motion is performed primarily on press brakes when the bending length is sufficiently long or when production runs are so small that making a tool for a conventional press is not economical. Press brake bending is used extensively in the aircraft and electronic industries, as well as in shelving, container, and other hardware manufacturing.
Press brakes often are used for air bending. In this operation, a sheet is placed in the die, and the press ram descends and bends the sheet into a V shape (see Figure 1). The die and punch do not need to be changed to achieve different bending angles. For a given die opening, the punch stroke determines the bend angle.
All press brake operators today must answer three important questions.
When a sheet is bent in a press brake, the region of the sheet close to and in touch with the punch elongates. Thus, if you compare the sheet length after bending with the initial flat length you will find that they are different. If you don't compensate for this variation, the final product will not have accurate dimensions.
This phenomenon becomes critical when you need to maintain tight tolerances on the sheet arm lengths. The solution is to predict the initial flat length, L0, to obtain the desired arm lengths. Bend allowance (also known as bend deduction) can be used to predict this initial flat length (see Figure 2).1Bend allowance depends on how the final sheet dimensions are measured and on several important variables, such as the material properties, sheet thickness, and bend radius.
Springback in bending refers to the elastic recovery of the sheet after unloading. This means that after the sheet is bent to a bend angle (qBi) and the punch is withdrawn, the final bend angle of the sheet is increased to qBf (see Figure 3). To compensate for this increased bend angle, you need to overbend the sheet to a smaller bend angle than required.
However, for this compensation to be correct, you need to know the springback value in advance. Springback, like bend allowance, depends on several factors, such as material properties, initial sheet thickness, bend radius, and stress/strain distribution across the sheet thickness.
The typical method for predicting bend allowance is to use bend allowance or bend deduction charts. These charts give the K factor for different materials and various bend radii and sheet thicknesses. The K factor is the ratio of distance of the neutral fiber to the original sheet thickness. Neutral fiber is an imaginary fiber along the sheet thickness that neither undergoes elongation nor compression during bending. You then can use the K factor and some empirical formulas to estimate the value of the bend allowance. The limitation in using these charts is that they are based on previous bending tests and, therefore, may differ with application, material, and sheet thickness.
There are numerous ways to control the bend angle in air bending. The modern methods include the use of mechanical probes and laser sensors. To enhance machine productivity and control springback, some press brake manufacturers includesoftware in their press control systems to control the punch stroke. These control systems import workpiece drawings from the CAD system and automatically generate a CNC program to determine the ram position of the press brake.
In addition, the Engineering Research Center for Net Shape Manufacturing (ERC/NSM) at The Ohio State University has developed a mathematical model that predicts springback and bend allowance, as well as a computer program based on that model.
The mathematical model uses classical bending mechanics and takes into consideration critical parameters such as strain hardening, anisotropy, sheet thickness, bend radius, and tool geometry.
To use the computer program, the operator inputs the following information:
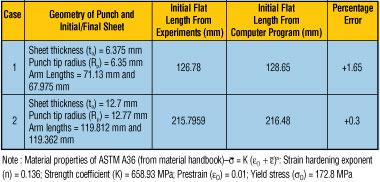 |
| Figure 4 The bend allowance values predicted by the computer program are compared with experimental results and are found to be within acceptable accuracy. |
When the calculation is completed, the output window shows initial sheet flat length, bend allowance, springback angle, and desired punch stroke.
The ERC/NSM has compared the predictions made with this program with experimental results obtained from air bending (see Figure 4) and with experimental results found in literature (see Figure 5).
 |
| Figure 5 The springback values predicted by the computer program match well with experimental results. |
This study illustrates that when the thickness and stress/strain curve of the sheet material are known, it is possible to predict with acceptable accuracy the bend allowance, springback angle, and punch stroke to obtain the desired final product dimensions.
Ninad Nargundkar and Hyunok Kim are graduate research associates, and Taylan Altan is a professor and director of the Engineering Research Center for Net Shape Manufacturing, 339 Baker Systems, 1971 Neil Ave., Columbus, OH 43210-1271, 614-292-9267, fax 614-292-7219, www.ercnsm.org.
Note: 1. O. Diegel, "Bend Works: The Fine Art of Sheet Metal Bending," Complete Design Service, 2002.
Want more information? If you're interested in reading more about air bending techniques, read "Predicting springback and air bending; straight flanging". To learn more about cutting-edge research at the Engineering Research Center for Net Shape Manufacturing, visit www.ercnsm.org. |


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





