
















Senior Editor

The handrails for this stairwell at Dickies Stadium in Fort Worth, Texas, came from the fabricators at Minneapolis-based Trex Commercial Products. Images: Trex Commercial Products
Those bending, welding, and polishing handrail tubes at Trex Commercial Products’ shop in Minneapolis don’t dread customer visits. Managers needn’t make some grand announcement to give everyone time to scramble and clean their work area. Work areas are already clean and well-organized.
Work-in-process (WIP) is carefully monitored. Welders and tube bending machine operators glance at whiteboards to see where jobs are coming from and where they’re going.
“Everyone actively participates in keeping the shop clean. They take pride in it. When we bring customers through and they see how well-organized the shop is, they can see the pride we have in not just the product, but how we make it.”
So said Rob Slavik, vice president of operations, who oversees not just the shop floor but also procurement and supply chain management, a job that for the past year has been anything but mundane, given today’s supply chain challenges.
He added that the organized shop floor and visual management approach, with critical information available at a glance, exemplify the fabricator’s culture. Considering its history, the markets it serves, and the nature of the construction business, the fabricator probably wouldn’t have gotten where it is today without good communication and transparency. In a chaotic shop, both are difficult if not impossible to achieve.
The organization was founded in 1990 as a performance staging fabricator called Staging Concepts. “Imagine 4- by 8-ft. portable platforms, aluminum extrusions with wood infill, and various support systems to create scene risers, stages, orchestra pit infills, and a variety of different applications. These included ornamental guardrails.”
That was Jon Chase, vice president of engineering. When he joined the company in the early 2000s, the fabricator had begun doing work for ballparks, arenas, and stadiums. At that time these and other venues were adding seating capacity, and they also had to adapt to changes in construction codes to accommodate new Americans with Disabilities Act (ADA) requirements.
These initially involved seating platforms and other architectural components, but it soon expanded to what the company is best-known for today: handrails; or more specifically, decorative railing systems. “We were asked to match the railing aesthetics of the different buildings, whether it was cable, mesh, glass infill, or other ornate railings,” Chase said. “And in doing that over a number of years, we started to build strong relationships with some of the major general contractors and architects across the U.S.”
A turning point came in 2003 when Hunt Construction reached out to see if the company would be interested in bidding the full ornamental railing package for Busch Stadium in St Louis. “We took a leap of faith,” Chase said. “It was one of the largest contracts we had ever taken on, and we were stepping into a new space.
“We took on the project and over several years completed about 6 miles’ worth of railing. We built a great relationship with the architect and contractor, and with that, we were off to the races, becoming a key player in the sports industry.”

A welder at Trex Commercial Products works on a tubular assembly. Welders at the shop use both gas metal arc and gas tungsten arc welding. The latter helps create that stack-of-dimes look on exposed welds.
The fabricator has come a long way since that first major handrail contract in 2003. To reflect its new focus, the company changed its name to SC Railing. Then three years ago the 200-employee organization was acquired by Trex Co., the world’s largest manufacturer of wood-alternative decking and railing.
According to Chase, Trex Commercial Products today has a 78% market share in the professional sports industry, supplying ornamental handrails and related architectural elements for stadiums and arenas across the country.
That work represents only a portion of the fabricator’s overall portfolio, which also includes commercial and, increasingly, the multifamily residential market, a sector that’s growing in part because of the fabricator’s connection to its parent company. A multifamily residential project might choose alternative decking materials from Trex Co., and they might also need handrail fabrication services from Trex Commercial Products.
While the pandemic did put some projects on hold in 2020, the fabricator has been riding a boom that began in late 2020 into 2021. Today commercial and residential construction handrails produce most of the company’s revenue, but it has a division devoted to stage production.
The stage shop—which works with sheet metal, plate, tube, wood, plastic, and glass—did see declines during 2020, as musicians stopped touring and theaters shuttered. But the division has kept somewhat busy as school districts upgraded or expanded their theaters in 2020 and into 2021.
Like everyone else in fabrication, Trex Commercial Products has been dealing with long material lead times, outright shortages, and price instability. Managing all this hasn’t been easy, especially considering the lengthy time horizons for most of the company’s projects. The fabricator might bid on a project yet not be required to deliver until months or even years later.
“We’re needing to become much more proactive with our [materials] planning,” Chase said, adding that normally the company would wait to bring in material later in a project cycle. “Now we use certain forecasts so we can bring in certain materials ahead of time, just to accommodate for the longer lead times. We’re seeing our lead times for some material doubling, sometimes tripling. So we’re making our best guesses as to where material prices will be long term.”
The company also is stocking more commonly used material to hedge against future shortages. “We’re not just dealing with long lead times,” Chase said, “we’re dealing with unknown lead times. Vendors often can’t tell us when material will be available. Sometimes we’re actually purchasing enough for six months or a year of production, just so we can be sure we can execute our projects.”
It’s a challenging balancing act. The fabricator doesn’t want to buy too much material at a premium and then have prices drop. But it also doesn’t want to be caught without material.
To work through these difficulties, the organization has found being open and transparent with customers tends to work best. “We work in collaboration with our customers,” Chase said. “We’re open and transparent, so we can talk through some of these difficulties. And we’ve delved into refining the contract language to allow some flexibility around [material pricing].”

Each weld station is color-coded so that tools don’t “walk away” to other areas of the shop. Here, tools with green marks are hung at the green weld station.
When material isn’t available or cost-effective, the fabricator works with customers to substitute an order with different material. “And at this point, it becomes an engineering exercise,” Chase said. “This requires us to be transparent and collaborative, so we can complete the project on time and on budget.”
For instance, shop engineers might replace a small-diameter tube (which is unavailable) with thicker wall with a thinner-wall, larger-diameter tube. They work with architects to ensure they’re maintaining the original design intent and structural strength requirements. At the same time, they work with the shop floor to ensure fabrication processes, such as the dies required for rotary draw bending, are available, and that bending can be consistent. Considering all the costs that go into planning and materials these days, the last thing the fabricator wants is a holdup in tube bending because of, say, distortion of a thin-walled tube.
Sometimes material availability can make tube bending impractical or impossible, such as when only high-temper aluminum is available. “In one case, where we were unable to find a substitute alloy we could bend, we ended up going with a harder alloy and temper, and we mitered all the joints,” Chase said. “Due to changing material availability, we were able to pivot, work closely with the customer, and aesthetically change the end product.”
This year making those miters on the shop floor—along with fixturing those mitered components at the welding stations—has become easier. In March the company purchased a BLM tube laser. “It really has been shifting the way we do business internally,” Chase said. “We’re starting to design with the tube laser in mind.”
Engineers are designing tabs and slots to create self-locating weldments, and they’re also reducing the number of parts in an assembly. An assembly could have two rectangular tubes, each with 45-degree miters, cut complete with self-locating tabs. Alternatively, the two pieces could be made out of just one tube with a 45-degree cut and hand-folded to create a 90-degree angle.
Although the tube laser is fast, its greatest impact has been felt at what remains the heart of the operation: its welding, grinding, and polishing stations. About 140 employees work at the Minneapolis facility, and among them are 14 welders (Trex Commercial Products employs more than 160 people overall). The company does have a robotic gas metal arc welding cell that it uses for some repeat parts, especially if the welds aren’t cosmetically critical. For most handrail work, though, cosmetics matter. Customers want that stack-of-dimes look, and achieving that in challenging joint geometries, like two coped members joined at an acute angle, requires a technician skilled in wielding a gas tungsten arc welding torch. All 16 welders on the shop floor are trained both in gas metal arc and gas tungsten arc welding.
“Our most decorative railings are done in anodized aluminum,” Chase said. “That’s where that clean roll-of-dimes look comes into play. The aesthetics become a unique part of the design itself.” For the company’s high-end stainless work, “we roll and polish those welds to create a seamless look, so you don’t see the weld at all. It almost looks like a cast part.”
On most projects, engineers work to minimize on-site welding. Most railings have bolted or other mechanical connections. For certain projects, the fabricator might send a supervisor, but it usually partners with erectors and uses labor local to the job site.
Handrails usually are one of the last components to be installed on-site—and reality always differs from the computer model, no matter how comprehensive that model might be. The thickness of a certain tile or the plushness of a carpet can change handrail dimensions enough to require expensive on-site rework. To avoid this, the company builds some assembly tolerance into its designs when it can, such as slotted bolt holes. If it becomes apparent that not all design information will be available in time, Trex Commercial Products’ engineers will design a railing system almost to its entirety, but then leave a small section that can be modified to fit the ultimate space installers are given. “For instance, we’ll design a railing system where we might run 200 ft. across, but not design the last end rail until we’re able to hold that last dimension,” Chase said.
The company also sends technicians to the job site with Leica Geosystems 3D scanners, which scan the area and develop a so-called “point cloud” that can be imported into software. This way, railings can be designed around the actual, not assumed, dimensions. “It gives us the confidence to design railings to tight tolerances,” Chase added.

Jon Chase (left), vice president of engineering, has been with Trex Commercial Products since 2004; Rob Slavik, vice president of operations, joined the operation in 2019.
Such measuring and planning help reduce rework and, most important, support a smooth-running shop floor by making more external variables predictable. The more variables become predictable, the more flexible the shop floor can be. Instead of wasting resources on rework, the fab shop can focus on adapting its workflow to make life easier on the job site. This becomes especially important when establishing and sequencing order releases—that is, the batches of railings that get packaged, loaded, and trucked to a job site.
“We of course would love a sequence of huge releases, so we could be as efficient as possible,” Slavik said, with few setups and teardowns required. “But we need to break the releases in a way that helps the on-site operation be efficient, so they can unload it and install it in a certain way.”
For ease of installation and overall traceability, the company stamps each rail and part number with a release number and a welder identification. “When the on-site team unpacks it, they know who welded it, they know which release it is, and they know exactly where it should go,” Slavik said.
“We’ve been fortunate to have some really great welders,” said Slavik. “We do work with recruiters and other local partners. But when we do hire, we’ve often been able to find good people through word-of-mouth. It’s a good place to work.”
Why is this, exactly? A lot of it has to do with housekeeping. “When I walk the shop floor and talk to the team, I ask them why they work here,” Slavik said. “Consistently, they give me positive feedback about our safety and housekeeping culture.”
Employees also enjoy the work’s nonrepetitive nature. Of course, to make nonrepetitive work efficient requires good processes and organization, which is where 5S comes into play.
“We create an environment where people can make unique, custom projects that are both functional and beautiful,” Slavik said, "and that goes a long way with our workforce.”
Visit the shop and you won’t see a dark, dirty, sloppy environment. Each weld table has a 5S board with a unique color. All the fixtures and tools used at that table have the same color. Tools stay at the station; they don’t “walk away” upstream to cutting or downstream to grinding and polishing.
Each station is standardized depending on the material being welded. An aluminum welding table requires tools that a welding station dedicated to stainless steel doesn’t, and vice versa.
Whiteboards notify welders of the schedule, and parts arrive in kits from upstream processes. Every part a welder needs for a job is on a single cart, and every tool he’ll need is at his workstation. The carts are queued onto WIP squares, so everyone can see how much work is coming and whether a bottleneck is brewing. The welder also knows where parts are headed, including grinding, polishing, and outside services like anodizing and powder coating.
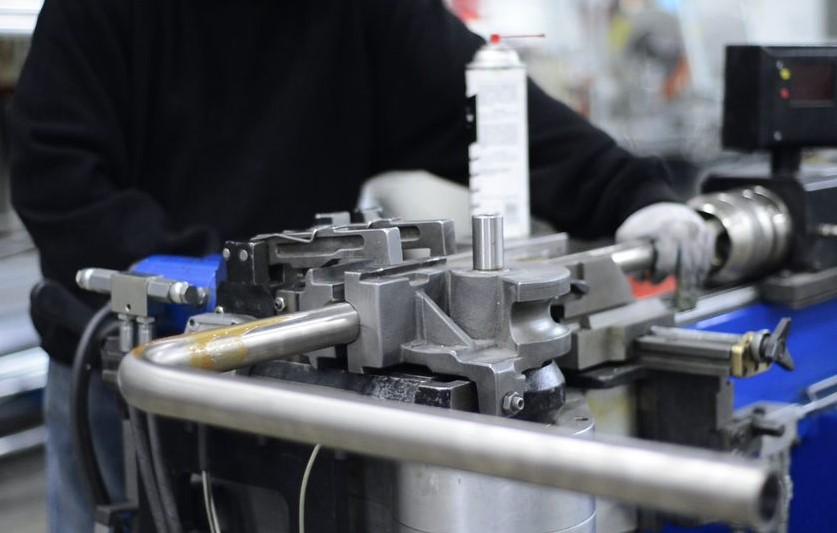
Rotary draw tube bending forms a 90-degree bend in a handrail section.
Sometimes experienced welders will tack components while less experienced welders perform the welding (though with self-fixturing components, tacking becomes less critical). Also, the company has a certified welding inspector (CWI) on staff, and work is performed to AWS D1.1, D1.2, and D1.6 for steel, aluminum, and stainless steel welding. The company also uses procedure qualification records (PQRs) that support welding procedure specifications (WPS) dedicated to the products the shop is fabricating and the positions welders are welding. If a welder wants a repetitive production welding job, that welder should look somewhere else.
Regardless, there’s no getting around the fact that training takes time. 5S supports that training, though, making it obvious where work is coming from, how it should be performed, and where it’s going. It’s all part of the organization’s focus on transparency.
Fabricators everywhere face a host of unknowns—material pricing and availability, project schedule changes, engineering changes—and Trex Commercial Products is no exception. For this reason, the tenets of 5S and visual management have never been more important.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}