















Owner

Ill-informed press brake operators face numerous on-the-job hazards every day without proper training. Getty Images
Let’s not kid ourselves. No matter how well we guard our press brakes and no matter how experienced operators are, every time they stand in front of a machine and bend parts, they are at risk of injury. The repetitive, hands-on operation requires 100 percent focus to complete without making a mistake. Any slip in concentration can result in serious injury. Because of this, it is of the utmost importance that hazards be mitigated and best practices be followed.
The following are a few of the most common circumstances that raise, rather than lower, the likelihood that a press brake operator is in harm’s way. For the purpose of this article, let’s use a hypothetical example of a seasoned, but not very good, operator who learned all the wrong techniques. His name is Will Doitrong, and he works for Darned Dangerous Enterprises (DDE).
For each of Doitrong’s risky behaviors or circumstances, best-practice recommendations are offered explicitly or by implication. Many can be found in ANSI B11.3-2012, Safety Requirements for Power Press Brakes.
Doitrong never fails to, well, do it wrong, but it’s not his fault. Trace all the safety missteps back to their root causes and you’ll find that Doitrong isn’t maliciously bending dangerously. He and his co-workers simply aren’t given the proper training or equipment. In fact, they really don’t know how dangerous their jobs are, and this makes everything even more hazardous.
Over months and years, Doitrong has developed some bad habits that put him in harm’s way. For instance, he sometimes forms parts in which most of the workpiece is behind the dies, opposite the best practice of bending with most of the workpiece in front of the dies. Occasionally Doitrong even reaches behind the dies to support an awkward part during forming, an extraordinarily hazardous act that no operator should ever be forced to do.
Today Doitrong is forming several different parts, each requiring a tool change. The first part is a channel with a 2-inch web and 0.5-in. flange. As he begins to make the part’s second bend, Doitrong grasps the piece with his thumb on top of the first flange. He’s always bent the part this way, and he’s never had a problem. He quickly lets go of the part when the bending starts, so as not to catch his thumb between the top of the first flange and the upper tool or ram.
But today his luck changes. He’s tired from a late night and he gets distracted. He is not so fast, and his thumb catches between the part and the upper tool (see Figure 1). Doitrong should have followed the “hands below” rule (see Figures 2 and 3) by supporting every part from below the workpiece at all times. This leaves every finger and thumb of the hand below the workpiece and away from the pinch point.
Doitrong escaped serious injury this time. His co-worker came over and depressed the yellow “ram up” button and released him from the machine. Next time, though, he might not be so lucky.
Doitrong happened to be working on an old press brake without the safeguarding features most new and retrofitted machines have. If he had been working on a newer brake in the shop, he would have had a better chance of avoiding injury.
Why? Because that brake had a three-position safety foot switch. This device operates like a traditional foot switch where the top position is “off” and the second position is “run.” But unlike the traditional foot switch, the three-point safety switch has a third position at the bottom where, with a little resistance to downward pressure, it can create a stop condition, requiring a reset.

Figure 1
Grasping a piece this way, operators risk getting their thumb caught between the part and the upper tool.
Extensive accident prevention research has shown that during pain or distress, like when catching the thumb between the part and the tool, operators often don’t remove their foot from the pedal. In fact, most of us are conditioned to press our foot down to “slam on the brakes” while pulling our hands away from the danger. A properly installed three-position safety foot switch can turn what could have been a big mistake into a small mistake.
For the next job, Doitrong reaches for a long, floppy piece. His press brake has only a single operating station. Try as he might, he can’t seem to hold the part in the die for bending without assistance. So he calls one of co-workers to help support the part.
Bad move. Why? When two operators support a workpiece during bending, it is not only good practice but also an OSHA regulation that each operator has his or her own operating station.
Doitrong thinks calling on a co-worker is the right thing to do; after all, he doesn’t want to hurt himself or the part. But having that co-worker support the part without an independent control station significantly increases the possibility of injury should the helper cycle the ram before his partner is ready. Alternatively, Doitrong could have used simple material supports. Or if his employer had planned ahead, he could have fabricated this piece on another machine with two operating stations.
Doitrong next tackles a forming job requiring the dies be staged across the bed of the press brake. DDE has never had a good tooling program that outfits each machine with a dedicated tooling rack. So to set up the job, Doitrong has no choice but to perform one of the most wasteful and, at times, treacherous activities in a fab shop: the tool-retrieval trot.
Doitrong has some dies he needs at his machine, but the other tools had been used by his co-worker, and to retrieve them he walks from one side of the bending department to the other. Of course, he leaves his machine in run mode, as DDE never taught him the good practice to turn the brake to the “off” position when it’s not actively being cycled.
Carrying his tools on the way back, Doitrong negotiates his way past other operators doing their own tool-retrieval trot, through in-process material on skids and carts in the walkway, even a little fork truck traffic. Returning to his machine, he continues his unsafe setup by promptly loading the punches into the upper clamps, supporting the tool with his hands between the dies.
During this exercise in wastefulness, he risked dropping the tool on his foot, tripping over the material, getting run into by a fork truck, and smashing his finger between the upper and lower tools. Best practice would have been to turn the press brake’s mode-select switch to the “off” or “setup” position, to have all the needed tooling at his machine before the tool change, and, if possible, to load the upper and lower tools into the machine as a punch and die set. If that’s not possible, it is best to grip the tooling from the sides so as not to have any part of one’s hands between the punch and die. Operators (or anyone else) should never under any circumstances place their hands between the upper and lower tools.
Ideally, dies should correctly match the part being fabricated. The upper and lower tools should be the same length as the part, and the punch and V-die dimensions should match the material and bending criteria. The machine’s tonnage setting should never exceed the tooling’s tonnage capacity, and off-center loading should be avoided. Some of the most horrific injuries have happened after tools explode and send shrapnel flying in all directions.
Doitrong’s employer assigns him to one of three different hydraulic press brakes of varying ages, each with different safeguarding. The oldest machine has no safety device at all. The second machine has a light curtain that provides point-of-operation safeguarding. The third, newest machine has a close-proximity active optoelectronic protective device (AOPD), commonly known as a laser-based press brake safeguard. The safeguarding scenario at each brake can present different sets of problems that make operating less safe than intended.
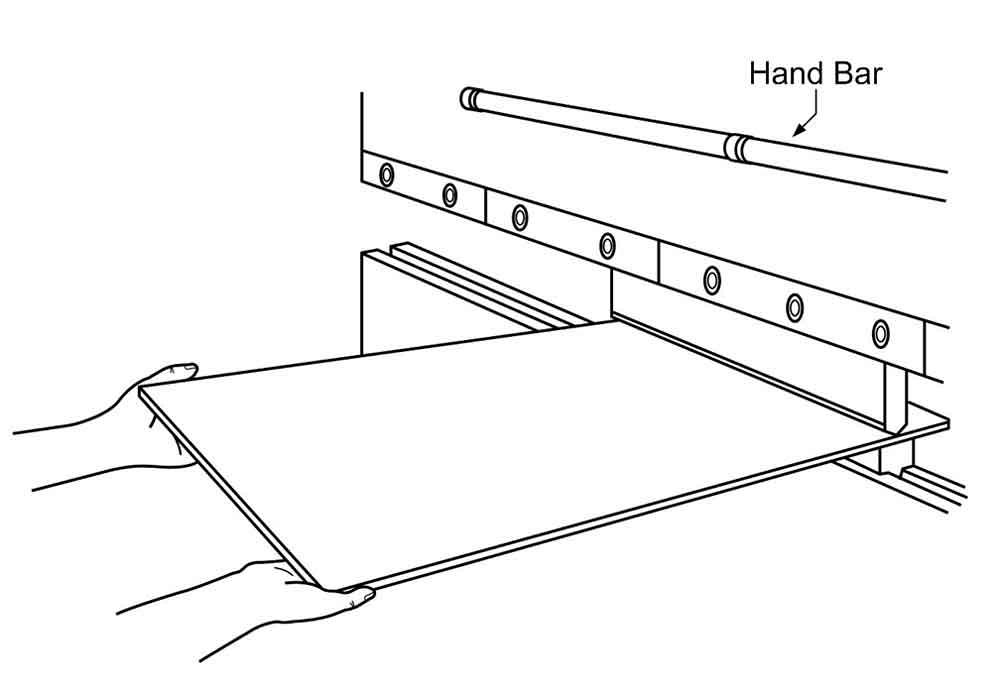
Figure 2
The operator grasps the work from below, using a front table for extra support.
Safeguarding challenges are obvious at the oldest machine, which has no safety device whatsoever. To avoid spending any additional capital on a machine nearing the end of its life cycle, DDE has implemented a policy that limits the machine’s stroke to only 0.25 in. This method of safeguarding relies on the setup individual to safely maintain compliance. While this method satisfies both OSHA regulations and ANSI B11.3 standards, it is not practical for bending many parts.
When Doitrong uses this machine, he knows he has no choice but to break the official policy and use a stroke greater than 0.25 in.—a severe limitation that would require him to slide bent parts out the side of the die. He makes it easier on himself and, with the ram open far more than 0.25 in., ensures he can remove the part straight out the front.
It might be easier to make the part, but he also is more likely to catch his fingers between the dies and the part. Along with being very dangerous, breaking the 0.25-in. policy is also not compliant.
The 0.25-in.-stroke method presents problems that go beyond Doitrong’s unsafe practices. When turned on, the old press brake requires the ram to open to the full length of the stroke in order to origin its axes. If the tooling has been previously loaded, a dangerous condition exists.
Best practice is of course to have a device that safeguards the operator. A light curtain or a laser-based press brake guarding device typically provides this protection. However, these too can be less safe than they appear when installed or used incorrectly. A safety device sometimes is not interfaced to the machine according to the required level of control reliability. It’s a hidden, all-too-prevalent problem on machines with retrofitted safety devices.
ANSI B11.19, Performance Criteria for Safeguarding, states in section 6.1:
When a component, module, device or system failure occurs, such that it or a subsequent failure of another component, module, device or system would lead to the inability of the safety-related function(s) to respond to a normal stop command or an immediate stop command, the safety-related function shall:
Prevent initiation of hazardous machine motion (or situation) until the failure is corrected or until the control system is manually reset; or
Initiate an immediate stop command and prevent re-initiation of hazardous machine motion (or situation) until the failure is corrected or until the control system is manually reset; or
Prevent re-initiation of hazardous machine motion (or situation) at the next normal stop command until the failure is corrected or until the control system is manually reset.
Many safety devices, especially light curtains, are connected to the stopping circuits of the machine without the proper level of control reliability using a single, unmonitored contact that could fail undetected in an unsafe condition. The light curtain could send the stop signal when interrupted, and the machine would never receive the signal and continue to operate.
The second machine Doitrong operates does indeed have a light curtain mounted in front of the dies. At first glance, Doitrong appears to be guarded safely when he operates the brake. On closer inspection, however, we find that this machine is no safer than the older machine with no safety device whatsoever.
Why? The second machine’s light curtain is mounted using adjustable brackets that have been adjusted so that the light curtain is a mere 4 in. from the dies. If DDE had performed regular stop-time testing per the ANSI B11.3 standard, it would have learned that the stop time of this machine was 125 milliseconds. Plugging this number into the safe distance formula, found in ANSI B11.19, reveals the safe distance.
Ds = K(T) + Dpf
Ds is the safe distance, K is the 63-inches-per-second hand constant, T is the stopping time in seconds, and Dpf is the depth of penetration through the 14-mm-resolution light curtain—in this case, 0.275 in.
Ds = 63 (0.125) + 0.275
Ds = 8.15 in.
The safe distance of 8.15 in. is more than double the one in use. This light curtain, though functioning correctly, provides no safeguarding at all.
Even worse, when DDE’s maintenance crews adjusted the brackets, they removed the side guards and placed them on the ground next to the machine. Now, not only can Doitrong reach the point of operation through the light curtain because it isn’t at the correct safe distance, he also can reach around the light curtain into the point of operation, thus violating two of the four tenants of proper safeguarding: Prevent the ability to reach the point of operation by reaching over, under, around, or through the barrier. DDE has over and under covered, but not around and through.
The third, newest machine is retrofitted with a laser-based safeguarding device. Doitrong and other DDE operators like this machine because the safeguard rarely gets in the way of productivity; it’s almost as if the safeguard wasn’t there. The safety device monitors the area immediately beneath the upper tool.
In fact, they only notice the safeguard when bending internal flanges or staging tooling with different passlines across the bed, which causes the laser beam to be blocked above the 6-mm muting point. When this happens, operators complete the bend by using the alternative safeguarding method of “safe-by-slow-speed” built into the system.
Unfortunately, in this case the installer did not add the three-position hold-to-run foot switch as required by the B11.3 standard. Though the ram travels at the required 10-mm-per-second speed, the operators still need to follow the “hands below” rule to prevent injury while in slow speed mode. If they don’t follow the rule, without the three-position foot switch they have no fallback to prevent serious injury. Again, this machine presents greater danger to the operator than needed.
Like so many other press brake operators, Doit-rong faces dangerous circumstances every day. But with regular training, correctly installed safety devices, and methodical machine maintenance, Doitrong’s job need not be dangerous.
Understanding and following the tenants of the ANSI B11.3 standard by all persons involved with the press brake operation help create a safer environment. So can attending industry training, such as FMA’s Precision Press Brake Certificate and Press Brake Safeguarding Certificate courses.
These and other training opportunities help keep fabricators up to date on best practices and OSHA and ANSI requirements. Taken together, all these efforts can hold the day of bending dangerously at bay.
Douglas Raff is a CMSE® Certified Machinery Safety Expert (TÜV Nord) and an owner of Paragon Industrial Controls Inc., 18001 Irvine Blvd., Suite 202, Tustin, CA 92780, 714-564-9925, paragon-ind.com. As a member of the Safety Council within the Fabricators & Manufacturers Association (FMA), Raff conducts safety certificate and other educational courses for FMA and other organizations.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





