















Product Manager

Press controls and monitoring systems can be one of the best ways to track overall equipment effectiveness (OEE) and operational efficiency.
Business is booming; the pressroom appears to be at capacity; and your order backlog continues to grow. You are falling behind, but you’re not sure if you should buy additional capital equipment, add personnel, or make better use of what you have. It is clear that you have to do something, and you need to make the right decisions the first time.
First, you must identify any underperforming machines or processes. There are many ways to measure efficiency; however, a popular metric may be the most accurate way to track the effectiveness of production machinery. It is called, appropriately enough, overall equipment effectiveness (OEE)(see Figure 1).
OEE combines machine availability (running time compared with available time), performance (actual production rate compared to maximum production rate), and quality (good parts as a percentage of total parts) into a single, easy-to-understand percentage.
OEE was originally designed as a manual system recorded on paper. Machine operators or observers tracked uptime and downtime manually as best they could, recorded the production counts, and measured the quality to calculate the OEE. While this manual method is moderately effective for a cursory “study” of the effectiveness of a particular machine, it is inadequate as a permanent system. The fault lies not in the concept, but rather its execution.
Manually collected data is inexact and mostly unreliable, however. Because it is collected and entered after the fact, it is not timely. Often you’ll find out about problems when it is too late to correct them. Manually collected data is also inaccurate. Human error is inevitable, and typographical and transcription errors are not uncommon. Finally, manually entered data is biased. It is unreasonable to expect a machine operator—whose paycheck likely depends on the information he or she is providing—to be completely unbiased when recording production counts and uptime numbers.
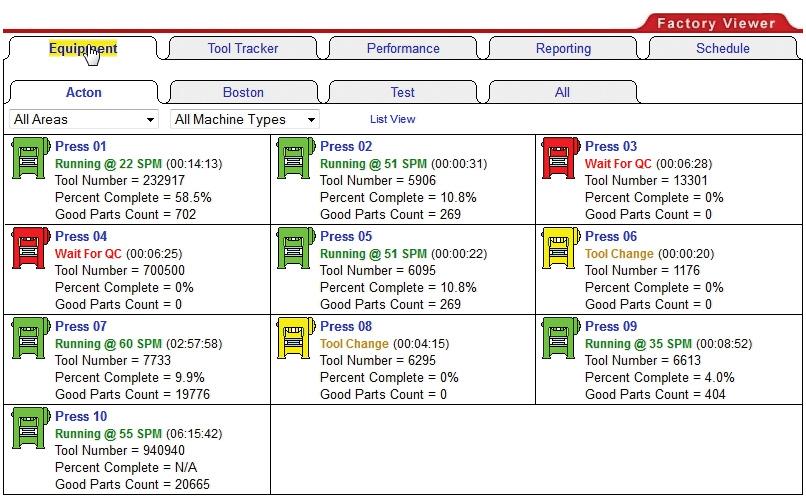
The obvious way to fix the shortcomings of manual data collection is to find a way to collect production data automatically. If your stamping press is equipped with a modern microprocessor-based control, you may already have the means to do this (see Figure 2).
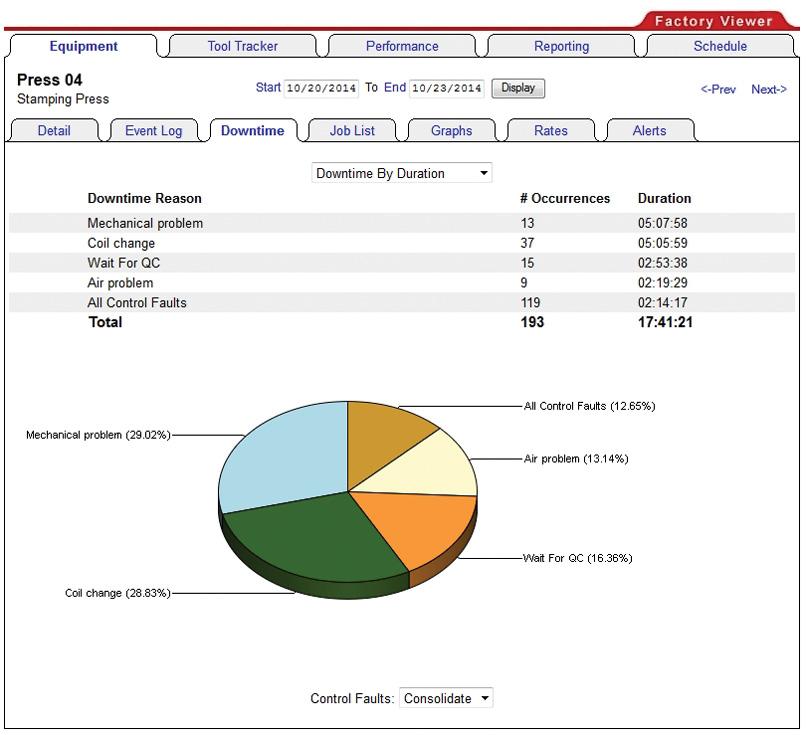
Your press control tracks when the machine is running and when it is not (see Figure 3). It counts machine cycles and can detect both empty strokes and cycles when die protection or tonnage faults exist. In other words, your controls already possess all of the information necessary to calculate OEE.
Also, most controls are or can be equipped with the ability to network with a central server, and many come with the software you need to collect the data and create reports.
The most obvious way to use your production data to improve OEE is to reduce downtime and increase machine availability. To do this, you need to identify the reasons for downtime. While your press control can collect OEE data without any human intervention, it cannot identify the reasons for downtime without some human help.
If your control system stops the press because of a die protection error, tonnage fault, or a problem with ancillary equipment, it can log that reason automatically. However, it has no way of identifying the reason for an operator-initiated stoppage.
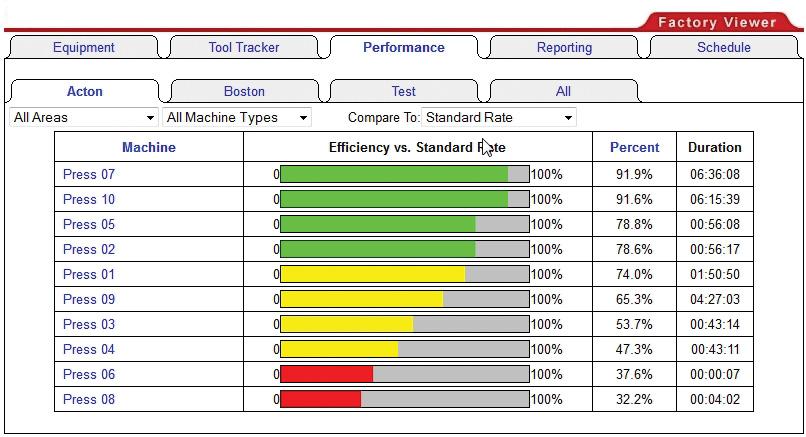
Figure 1
Metrics such as overall equipment effectiveness (OEE) indicate the true efficiency of
your presses.
A great way to obtain this information is to configure a menu of options from which the operator can select the reason for the downtime. Control systems equipped with real-time data collection usually will provide this capability. After a significant stoppage, some controllers allow you to prohibit further machine operation until the operator specifies the reason for downtime.
Because an automatic data collection system can track not only how many parts a press makes, but also which tool is running in each press, it can keep track of the number of cycles each tool undergoes. A metal stamping die is a movable asset, and most dies can run in several different machines. Manually counting the total hits on each die is a time-consuming and often inaccurate process. An automatic data collection system can change that without adding any additional cost or labor requirements.
As a result of lean manufacturing initiatives, there is a growing trend in the metal forming industry to run machines—especially stamping presses—largely unattended. This means that a single operator oversees several machines simultaneously. Although this reduces labor costs, it can increase machine downtime. If an operator is running a job that requires frequent attention on one press, then minor, otherwise easy-to-clear stoppages on the other machines accrue much more downtime than they would if the operator weren’t otherwise engaged.
For example, in one department of a large metal stamper, two operators ran four presses each. The downtime reports showed a significant increase in downtime for all four of an operator’s machines whenever one particular job ran. This job required that the parts be boxed up directly from the press. So the operator had to perform quality control checks, seal a full box, and replace it with an empty box every 1,000 strokes.
This near-constant attention prevented the operator from addressing problems at the other machines in a timely manner. When the data collection system identified this bottleneck, the department leader assigned the operator running the labor-intensive job to only two presses, while giving the remaining six machines to the other operator. This resulted in a 10 percent reduction in downtime for that department.
A press monitoring system in a contract metal stamper’s large press department showed that coil changes were the leading cause for downtime on eight out of 10 press lines. By revising some procedures and retraining the operators, the stamper was able to realize only minimal downtime reductions on eight presses. It still was not able to match the coil change times of the two more efficient press lines, which were equipped with heavy-duty, double-end reels for heavy coils.
After calculating the real, measured cost of the additional downtime, the stamper was able to cost-justify the purchase of new coil handling equipment for all of the lines in the department.
After a lot of analysis and hard work on your part, a time will come when you have fixed all of your significant downtime problems and improved performance and quality to the point where additional incremental improvements become too expensive. At that point, your continuing efficiency will depend, mostly, on how quickly you can respond to production bottlenecks and machine stoppages. Your press controls and data collection software can help you there too.
A data collection system enables you to install visual factory displays that show machine status in real time. Everyone—toolmakers, maintenance people, and supervisors—can be alerted as soon as problems occur. In addition, the system can send alerts to individuals with specific roles. For example, if the system detects that a press has stopped because the feed has run out of coil, it can send a text message to the individual fork lift driver responsible for delivering coil stock to the press to service the press.
You can realize many benefits from an automatic data collection and press monitoring system, so you can make wise decisions about capital equipment, adding personnel, or capturing operational efficiencies when you encounter a capacity crunch.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}