















R&D Update: Press brake tooling

In bending operations, springback depends on a sheet’s properties and tool and die geometry. Sheet is difficult to control, but by optimizing the tool and die configuration or die profile, springback can be reduced .
Local Plastic Deformation Techniques
Springback can be reduced by locally imposing additional plastic deformation on the bent part, such as by stretch bending, arc bottoming, and pinching.
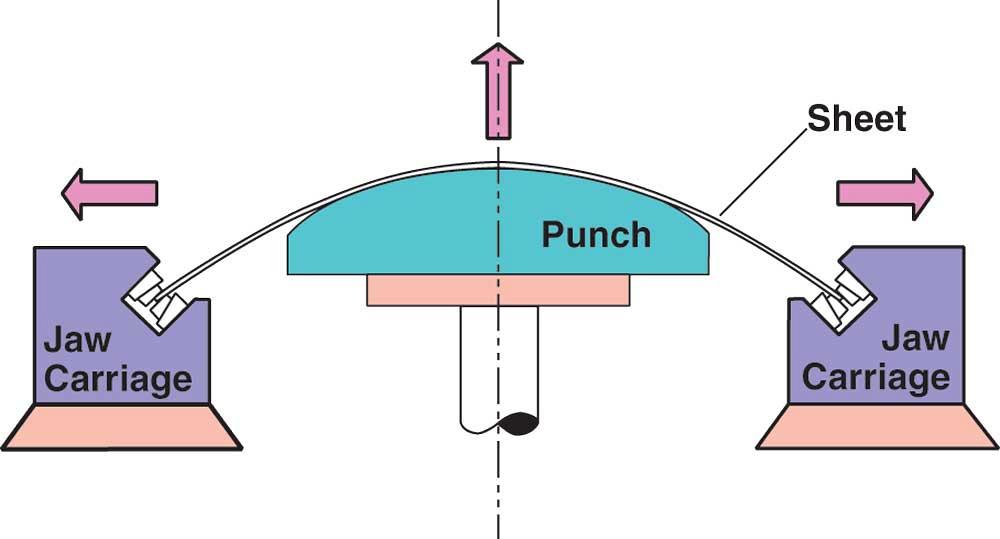
In stretch bending operations, a sheet is held in the jaws of the tooling (see Figure 1 ). A jaw carriage and punch are moved simultaneously, subjecting the sheet to bending and tension. This additional tension stress decreases elastic recovery in the bent sheet, reducing springback.
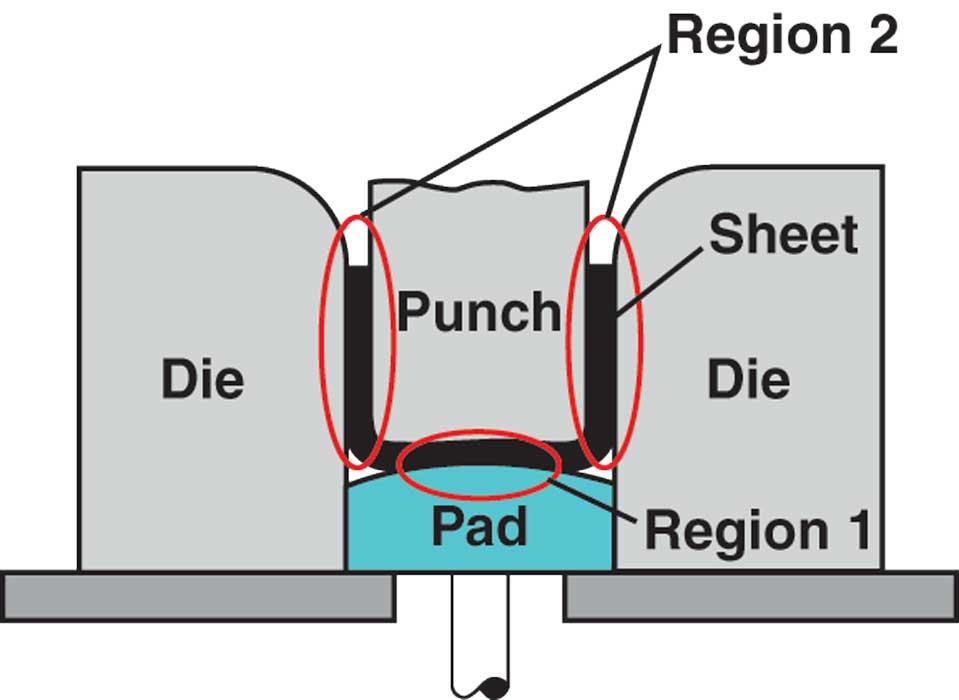
The arc bottoming method (see Figure 2 ) compensates for springback in a sheet’s walls (region 2) by using springback created in the arc at the bottom of the die (region 1).
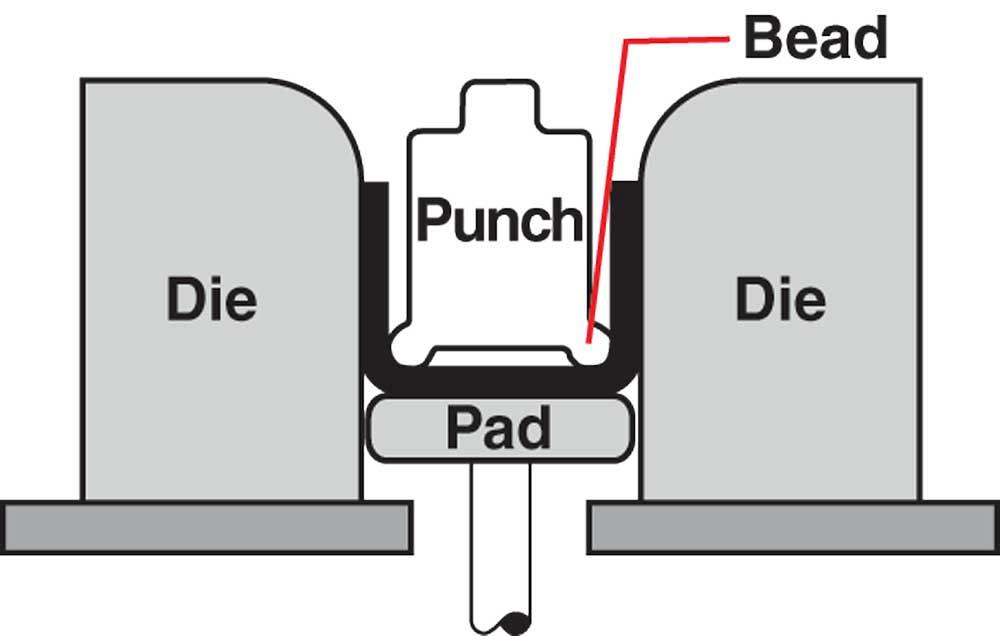
In pinching operations (see Figure 3 ), springback is reduced when a punch pinches the metal with circular beads. The diameters of these beads usually are larger than the sheet thickness.
Die Design Techniques
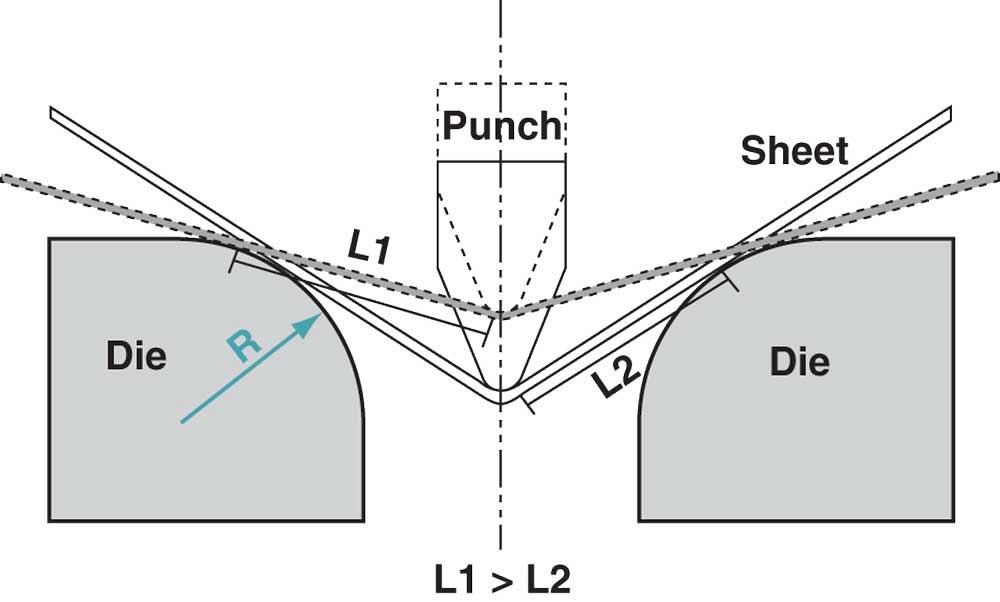
Reducing springback through die design can control the bending arc length (indicated as L1 and L2 in Figure 4 ) by using a different die profile. The theory behind this technique is explained in Wang’s plane-strain model. This mathematical model shows that springback decreases with decreasing bending length (shown in Figure 4) and increasing bending force.
The force required to bend a part depends on its material properties and the sheet and punch geometry. The bending force increases with the punch stroke and reaches a maximum value when the sheet at the punch tip conforms to the punch radius.
Once material and punch geometry are chosen, springback becomes proportional to the bending arc length. Decreasing bending arc length is the only way to reduce springback. This is achieved with large-die-radius bending; double-die bending; and tractrix; a special die profile.
In large-die-radius bending, the small die shoulder radius is replaced with a circular or elliptical corner with a large radius (see Figure 4a). During bending (using this die profile) the contact point between the sheet and the die changes, and the bending arc length decreases gradually (L2 less than L1), reducing springback.
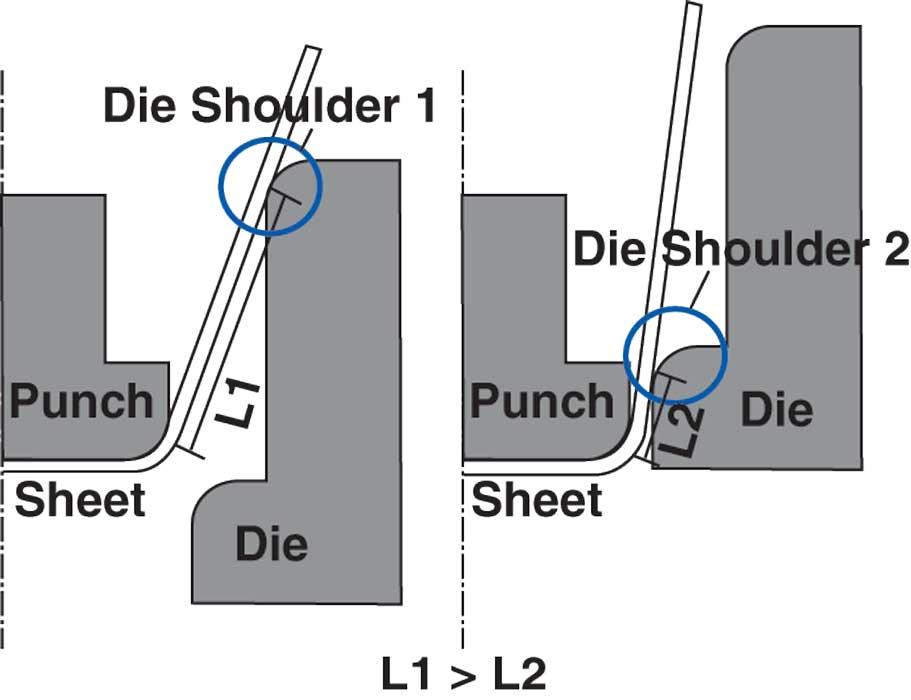
The double-die bending technique (see Figure 4b) uses two die shoulders. Die shoulder 1 prebends the sheet. However, there is considerable springbuck because of a large bending arc length (L1). The punch-die clearance and bending arc length (L2) are reduced considerably when die shoulder 2 contacts the sheet, decreasing springback.
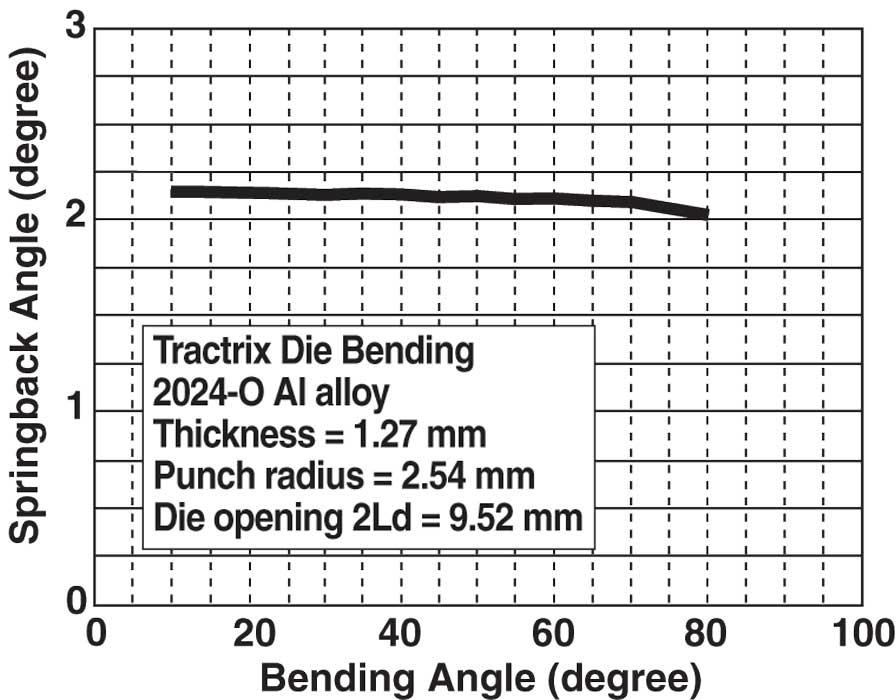
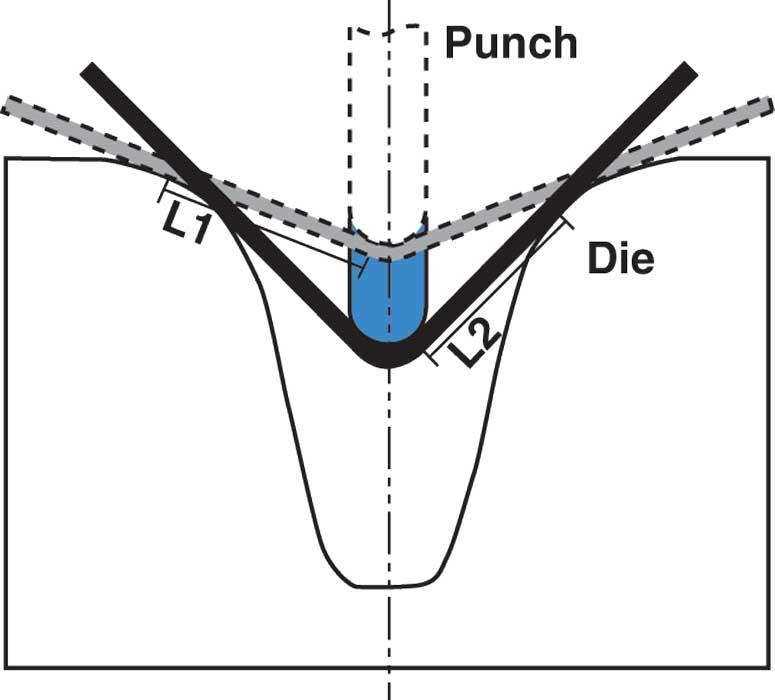
In tractrix die bending (see Figure 5a ), a constant springback angle is achieved regardless of punch stroke. The bending arc length remains constant (L1 equals L2) as the sheet is bent along its tractix die profile (see Figure 5b ). Because of the design, springbuck is predicted for various punch strokes and can be compensated for by over-bending.
The bending techniques discussed in this column are options for reducing and controlling springback. Depending on the sheet material, the accuracy required, and the number of parts to be produced, one of these techniques may be cost-effective of practical use.
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Patrick Brunken, VP of Addison Machine Engineering, joins The Fabricator Podcast to talk about the tube and pipe...
- Trending Articles
1
Young fabricators ready to step forward at family shop

2
White House considers China tariff increases on materials

3
Material handling automation moves forward at MODEX

4
A deep dive into a bleeding-edge automation strategy in metal fabrication

5
BZI opens Iron Depot store in Utah
