















Professor and Director

Sheared-edge cracking is a challenge when stamping advanced high-strength steels (AHSS). Four test methods can be used to assess sheared-edge stretchability, giving stampers data that can help them with material selection at the design stage. Getty Images
The application of lightweight materials such as advanced high-strength steel (AHSS) in today’s automotive industry is increasing substantially. And while AHSS stamped parts can help give vehicles higher fuel economy, better crashworthiness, and lower maintenance, they often are sensitive to sheared-edge cracking. This problem becomes more noticeable when stretching of the sheared edge occurs, such as in stretch hemming, stretch flanging, and drawing with preliminary punched windows.
It is well-known that applying high-energy cutting techniques, including laser cutting, EDM, milling, and waterjet cutting, can increase edge formability substantially, but in large production-volume sheet metal stamping, part edges are sheared by trimming, blanking, or punching operations.
How much stretch can be imposed on sheared material that already is fractured and severely deformed in the burr zone? Four test methods can be used to assess the stretchability of a sheared edge for a known material, providing data for numerical analysis and information to help with material selection at the design stage.
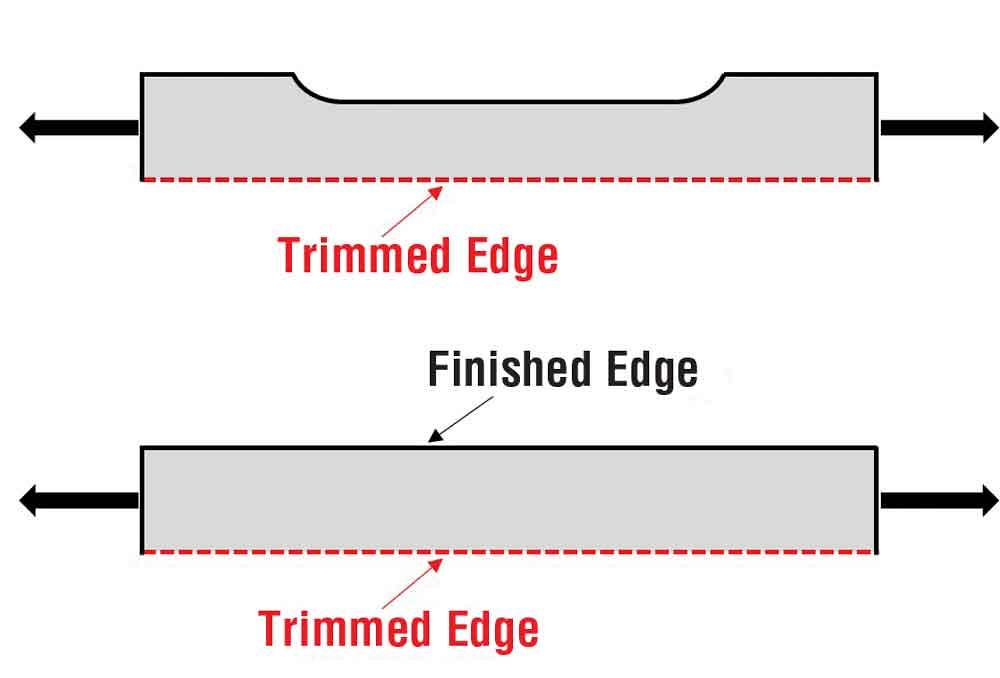
Edge formability can be evaluated in the form of the total elongation of sheet metal under stretching conditions. The stretching condition can be determined by tensile testing of half-dog-bone specimens or narrow metal strips with one side representing the sheared edge (see Figure 1).
In addition to the total elongation data, the local strains near the fracture area and adjacent to the sheared edge are measured using square or circular grid analysis and digital image correlation methods to determine the stretchability of the edge.
The quality of the sheared edge depends on several parameters, including shear tool geometry, punch/die clearance, sheet material type, and thickness. This sheared-edge tension test can provide a comparative study on the influence of each parameter on the fracture strain as the stretchability index for different conditions. There is no contact between tools and the edge in this test, so any possible effect of friction is omitted. Necking strain would be included in the corresponding strain measurements, but AHSS demonstrates limited diffuse necking before failure in this test, which makes this method a good choice for stretchability analysis of AHSS.
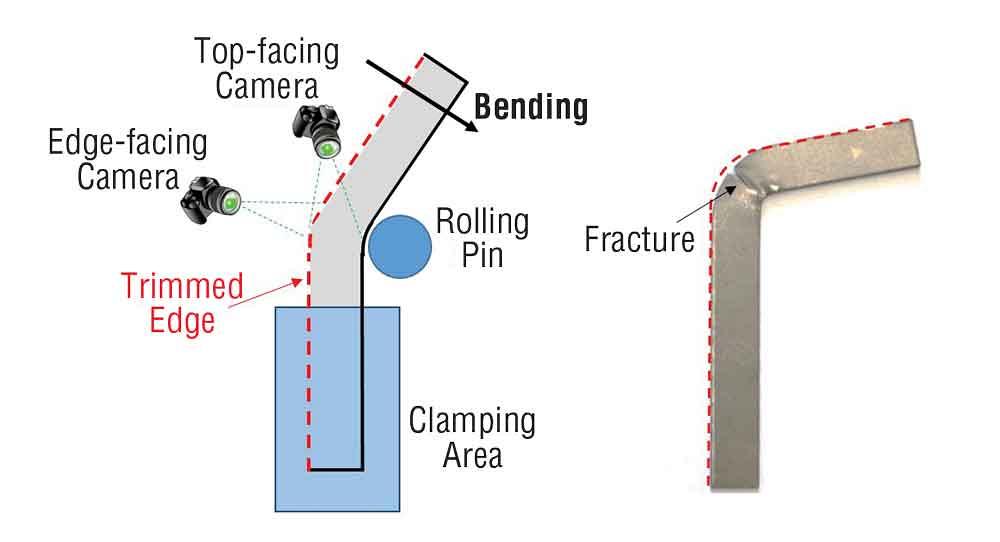
In the side-bending test (see Figure 2), the metal strip specimen is clamped so that it is restricted from buckling out of the planar areas. The specimen with the trimmed edge on the outer side is bent about the rolling pin until the first crack is detected on the edge.
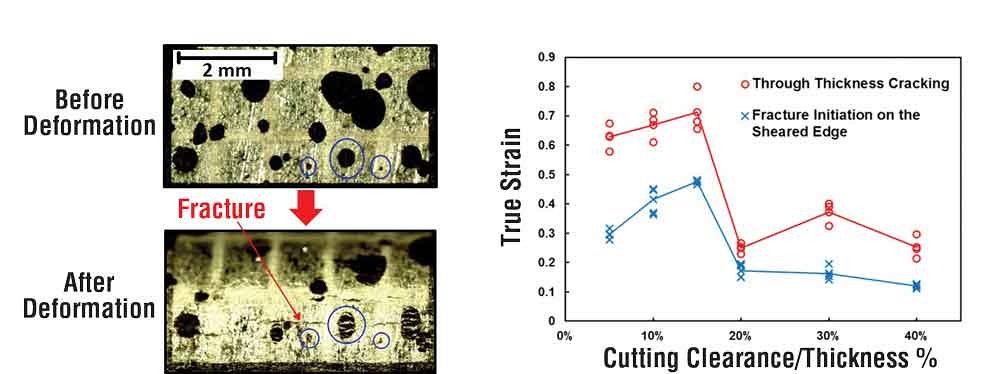
The edge fracture event is captured by two high-speed, digital, single-lens reflex cameras facing the edge and planar areas. The fracture-initiation and through-thickness fracture strains are measured by the pixelation method (see Figure 3). Before deformation, the face and edge of the sheared sheet metal specimen are painted with very fine black dots, and the geometrical changes in the shape of the dots caused by stretching deformation (which in turn leads to fracture) are measured and reported as the fracture-initiation strain.
Figure 3 shows the results of fracture strain measurement for 1.45-millimeter DP980 sheet material. Fracture-initiation strains are local strains in close vicinity to the crack on the sheared edge at the moment of fracture initiation. The graph shows the optimum cutting clearance with the highest strain values. Also, the margin between the initiation and through-thickness fracture strains demonstrates the material endurance after the first crack initiates.
The side-bending test is a unique method that produces a strain similar to the uniaxial direction on the edge but reduces the effect of necking, providing cleaner results of fracture strain.

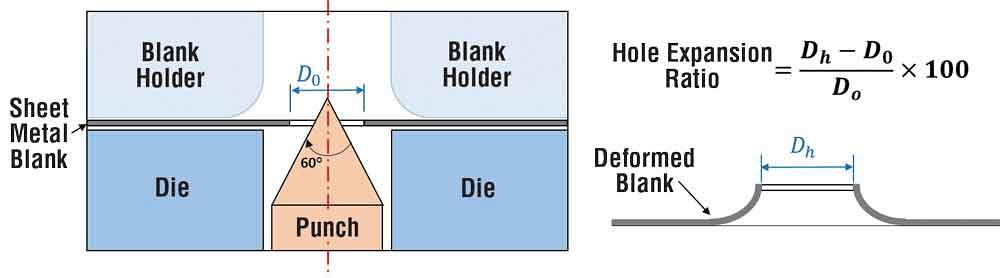
The hole expansion test is used widely to evaluate edge formability of sheet materials. In this test, a 10-mm-diameter punched hole undergoes an axisymmetric hole expansion with a 60-degree conical punch until an edge crack occurs through the material thickness (see Figure 4).
This test generally is applicable to punched or pierced material edges and does not represent the realistic cutting conditions that take place in a blanking or trimming die. The major difference is the possibility for bending sheet material in trimming compared to very limited bending in hole punching. Friction also plays a role in this method, since the punch is in direct contact with the sheet material, and the burr-up configuration gives different results than the burr-down configuration. Finally, it is difficult to maintain a uniform punch/die clearance along the perimeter of the tool because of tool misalignment and deflection during the punching operation.
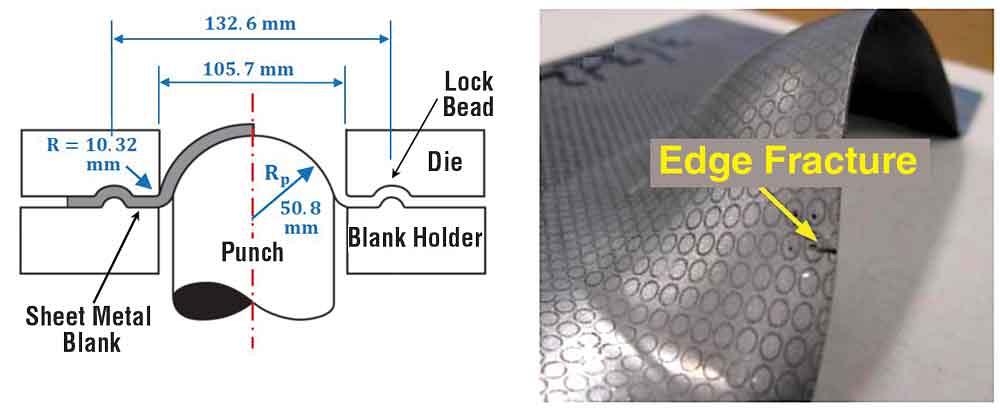
The half-specimen dome test (see Figure 5) evaluates sheared-edge stretchability in a 3D forming and flanging mode. The as-sheared edge of the rectangular-shaped specimen is aligned along the centerline of the die, which usually is used for the limiting dome height test. A hemispherical punch strains the clamped specimen until the first crack appears on the edge of the specimen. Grid analysis and digital image correlation methods then can be used to assess strain or thinning at the fracture to measure edge stretchability.
Accurate alignment of the specimen with the punch and die is critical in this test. Additionally, an appropriate lubricant is needed between the punch and specimen to reduce the frictional effects.
References
ISO Standard 16630:2017, Metallic Materials — Sheet and Strip — Hole Expanding Test
S. Nasheralahkami, W. Zhou, and S. Golovashchenko, “Study of Sheared Edge Formability of Ultra High Strength DP980 Sheet Metal Blanks,” ASME Journal of Manufacturing Science & Engineering, 141(9): 091009, 2019.
H.C. Shih, C.K. Hsiung, and B. Wendt, “Optimal Production Trimming Process for AHSS Sheared Edge Stretchability Improvement,” SAE Technical Paper 2014-01-0994, 2014.

Professor and Director
Oakland University Center of Advanced Manufacturing and Materials (CAMM)

PhD Candidate
Oakland University Center of Advanced Manufacturing and Materials (CAMM)


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}
{kind=link}