















AWS CWI, CWE, NDE Level III

The letters and numbers that designate the classifications for most electrodes and other filler metals exist for a reason. We are fortunate that the designations are not the same as they were when I first started in the welding industry. For example, the E6010 electrode was designated at that time by no markings on the coating. This created problems. If the colored dots had faded from another electrode, it might have been used by mistake.
Memorizing the colors was really a chore. Also, the number of dots made a difference. Howard B. Cary had a list of ways to remember the indicators. The one I remember best is the E6012. A dozen white eggs related to the white marks on the E6012. Other electrodes had brown and orange markings, and the low-hydrogen electrodes had multiple dots of different colors. This method was established by the National Electrical Manufacturers Association (NEMA) and the American Welding Society (AWS) imprint method. Thank goodness we no longer need to memorize this classification system.
Today’s marking method provides the following information:
Using E6010 as an example, the E designates electrode. This means that the current is passed through the filler metal to establish the arc. The type of current required is not noted in the classification; it can be found in the AWS A5.X.
The E6010 must be used with direct current, electrode positive (DCEP). Earlier definitions referred to this current type as “DC reverse polarity.”
The first two digits, 60, designate the approximate minimum tensile strength. The number 1 designates the position in which the electrode can be applied. In this case, the 1 denotes all positions.
Although there is no designation for weld progression (up- or downhill), this electrode may be used in either direction. Pipeline welders use it mostly downhill. Many welders believe that the penetration is lessened by using the downhill progression, but the electrode still is in the deep-penetration, fast-freeze category. (Fast-freeze means that the molten pool solidifies rapidly and is better for out-of-position welding.)
The 0 at the end of the classification denotes the type of coating on the electrode. In the case of the E6010, the coating is organic. (One of my instructors said it was made from potato peels.)
A coating’s exact content often is considered proprietary and is not revealed. For instance, many producers of E6010 add iron powder to enhance operator appeal and to increase the deposition rate. This electrode is still the pipeliner’s favorite.
E6011 is the answer for those who have only alternating current (AC) power sources. This is a fast-freeze, deep-penetrating electrode that works with both AC and DC, but was designed specifically for AC. Since AC has alternating polarity, no electrode negative or electrode positive is specified.
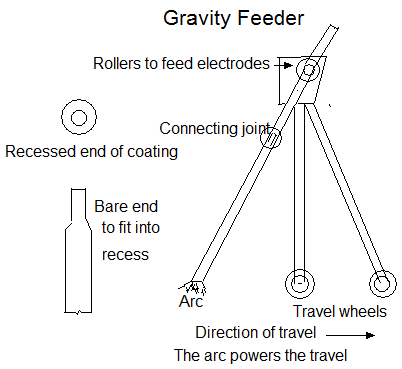
Figure 1
Like the E6010, the E6011 has an organic coating and is an all-position electrode. (Notice the 1 after the 60.)
The E6012 electrode is designed for AC or DCEN. It is a moderate-penetration, moderate-freeze electrode. Because its cost is low relative to other electrodes’, the E6012 often is used for training purposes. This all-position electrode has a brown rutile coating comprising titanium oxide plus iron or another common metallic substance.
The E6013 electrode is designed for light penetration and moderate freeze. A favorite for sheet metal welding, it also has a rutile coating. This electrode performs well in any position and with up or down progression. It was designed for AC, but can be used with DCEN or DCEP. When it is used for sheet metal, AC is the best choice.
E6020 is a two-position electrode designed for vertical-down and flat only. It has an organic coating and is a fast-freeze electrode.
E6022 also is a two-position electrode designed for flat and horizontal fillet welding. This special-purpose electrode is designed for decking. Welding sheet metal by penetrating through the sheet metal to a beam is its most prominent use.
E6027 is a fairly low-tensile electrode with a 50 percent iron powdered coating for high deposition when low-hydrogen qualities are not required. It has the speed of the 70,000 PSI-tensile and the 22 percent elongation without the storage requirements of low-hydrogen electrodes. This also is a two-position electrode (flat and horizontal fillet).
E7014 is one of the most versatile of the non-low-hydrogen electrodes. As defined earlier, the 70 indicates 70,000-PSI tensile strength. This electrode has a rutile coating with approximately 30 percent iron powder. Note that it is an all-position electrode. It performs very well in any position in sizes from 3/32 in. to 5/32 in. but does not freeze rapidly enough in the larger diameters. For strength and versatility in welds that do not require low-hydrogen characteristics, it is the best available. In AC, DCEP, or DCEN the deposit rate is excellent and of high quality.
Several years ago I had a friend who was laying a pipeline in Australia from the Snowy River Mountain down into the Outback. He had some old (1950s) gasoline-driven AC Lincoln power sources and some Miller and Hobart DC gasoline-driven machines. When he asked me what to put on the ship to Australia for use with both types of power sources, I recommended the E7014, because it is difficult to keep low-hydrogen electrodes dry in the job conditions. E6010 and E7010 would not work with the AC power. He was well satisfied with the E7014 for welding the 48-in. pipe and for training the Australian welders who had never welded.
The E7015 is first in the low-hydrogen class of electrodes. Low-hydrogen coatings (mostly lime) vary from producer to producer but maintain the DCEP-only requirement. It is probably the best of all the low-hydrogen electrodes for its deep penetration and fairly rapid freezing characteristics, and it is the least expensive.
E7016 is very close in usability to the E7015, but can be used with AC or DCEN. It also has a low-hydrogen coating with some rutile minerals.
Figure 2
E7018 is the most commonly used of all low-hydrogen electrodes. It contains about 25 percent iron powder, which makes it run smoother and faster.
The granddaddy of this class was Atom Arc produced by Alloy Rods® (now ESAB®). This was the first to be packaged in a hermetically sealed container. Other companies produced and packaged the electrodes in cardboard boxes. Many users rejected the electrodes that were not hermetically sealed for good reason. Low-hydrogen coatings absorb moisture more readily than organic or rutile coatings. Once moisture is absorbed, the electrode is no longer low-hydrogen.
Before moving on, I want to say a word about the first high-speed electrode, E7024. It was called Jet Rod by Lincoln and Rocket Rod by Hobart. Note the third digit is a 2, designating two positions. The positions are flat and horizontal fillet. The electrode’s rutile coating is 50 percent iron powder. A Lincoln representative named Larry Tyler first introduced the Jet Rod in our area. He placed the electrode holder on an old-style roller skate and allowed the weight of the electrode holder to start an arc. The skate ran about 16 in. across a steel plate on the floor and produced a pretty good-looking weld.
E7027 is similar to E7024 but with a mineral coating and 50 percent iron powder. Also, unlike the E7024, there is a Charpy impact requirement for classification.
The E7028 is the last of the 70,000-tensile electrodes that we will consider. Considered low-hydrogen, it has high-deposition capability like the E7024 and E7027 with added low-hydrogen qualities. It is used most often in the flat and horizontal positions for high-speed field work where GMAW or FCAW is not practical because of limited space. Some of these electrodes were produced in 28-in. lengths for use with a tripod holder that rolls along the weld seam. The electrode’s coating is recessed to accommodate a connection for continuous feeding. This process is called gravity feeding (Figure 1).
Companies like Babcock & Wilcox and Westinghouse began to produce their own electrodes, or contracted with producers to package them with their company’s logo on the hermetically sealed containers. This solved a couple of problems. Other contract welders on the jobs could not “pick up” the electrodes without being caught, and B&W and Westinghouse could be sure of the content in the containers. This occurred in the days of the great coal-fired power plant-building boom (Figure 2).
This next group of classifications is often given a suffix. Here are the most common suffixes used in the industry today.
B—A chromium molybdenum steel electrode.
E8018-B1—Half chrome and half moly. An allowable range for each of the two elements is 0.40 to 0.65 percent.
E8018-B2—One and a quarter chrome and half moly. It has an allowable range of 1.00 to 1.50 percent chromium and 0.40 to 0.65 percent molybdenum. The electrode is used most often for welding AISI-SAE 4140 and A387 Grade ll materials, which provide heat and wear resistance.
E8018-B2L—Limited to 0.05 percent carbon t(he B2 has an allowable carbon content of 0.05 to 0.12 percent).
E9018-B3—Two and a quarter chrome and one moly. It has an allowable range of 2.00 to 2.50 percent chromium and 0.90 to 1.20 percent molybdenum. Like the B2L, it has a 0.05 percent carbon limit.
C—Nickel-bearing.
E8018-C1—Contains 2.00 to 2.75 percent nickel. Like in most nickel-bearing electrodes, the manganese content is about 1.25 percent.
E8018-C2—3.00 to 3.75 percent nickel.
E8018-C3—Has less nickel (0.80 to 1.10 percent) but has 0.015 percent chromium and 0.35 percent molybdenum. This is sometimes confusing, since the C3 contains less nickel than the C2.
D—Manganese molybdenum, sometimes called “high mang moly.”
E9018-D1—1.25 to 1.75 percent manganese and 0.25 to 0.45 percent molybdenum. The D3 has about the same amount of manganese but has 0.40 to 0.65 percent molybdenum. The manganese molybdenum with 100,000-PSI tensile strength, E10015-D2, E10016-D2, and E10018-D2, contain 1.65 to 2.00 percent manganese and 0.25 to 0.45 percent molybdenum and slightly higher carbon content.
Digits for stainless steel electrodes do not designate the tensile strength like those for carbon steel electrodes do. The suffixes do have meaning. If the electrodes contain a -15, that indicates that DCEP is the preferred current and polarity. If a -16 is noted, the electrode may be used with AC, DCEN, or DCEP. The -15 is better for all-position welding.
E308 is a very common electrode. It is used for welding type 304 base metal and sometimes 316. The electrode was once referred to as 18-8, which relates to its 0.18 percent chromium and 8 percent nickel makeup. Two important suffixes apply to E308.
The L suffix, as in E308L, designates low carbon. The maximum allowable carbon is 0.040 percent. This electrode frequently is used for corrosion resistance.
The H suffix, E308H, denotes heat resistance, which makes this electrode suitable for boiler tube shields. The molybdenum content for both the E308L and E308H is 0.75 percent.
E308Mo contains about the same elements except for 2.00 to 3.00 percent molybdenum. E308MoL is the same as the E308Mo, except for the 0.04 percent carbon maximum.
The E309 electrode (once referenced as 20-10) is considered by many as the most versatile of all the 300 series electrodes. They often are used for welding dissimilar stainless materials, as well as joining stainless to carbon steels. The 309L electrodes, like the other stainless electrodes, are limited to 0.04 percent carbon.
E309Cb contains the same elements as the E309, except for 0.70 to 1.00 percent columbium (niobium) plus tantalum. These elements minimize carbon migration into the weld and heat-affected zone (HAZ), which helps prevent intergranular corrosion cracking.
E309Mo has 2.00 to 3.00 percent molybdenum in addition to the other elements common to E309 electrodes.
E310 electrodes (once referred to as 25-20) contain a variable larger carbon content from 0.08 to 0.20 percent. The Cb and Mo grades have the same amount of those elements as the E308 and 309 Cb and Mo.
E312 has more chromium (28 to 32 percent) than most of the other 300 series electrodes. It also has a higher tensile strength and slightly less elongation than the others.
E316 electrodes have a lower chromium and higher molybdenum content than most of the other 300 series. Used mainly for corrosion resistance, the L and the Mo suffixes on this electrode are the same as the E308.
E317 electrodes have about the same chromium content as the E308, but the molybdenum content is higher (3.00 to 4.00 percent). Like the other L grade electrodes, the E317 has a carbon maximum of 0.04 percent.
E320 is somewhat different than most of the 300 series electrodes in that it contains 30 to 36 percent nickel and up to 1.00 percent columbium (niobium). Often considered complicated to use, it has 3 to 4 percent copper in addition to the other alloys.
The E320LR is much the same as the E320, except its carbon content (0.035 percent) is half that of the E320. It also contains a sizable amount of manganese, 1.50 to 2.50 percent. All this adds up to the need for special care when welding. Low heat input is required to eliminate cracking. Both the E320 and E320LR electrodes are excellent for acidic conditions and often are referred to as carpenter 20.
E330 is designed to prevent scaling and deformation for temperatures up to 1,800 degrees F. The heat resistance results from the relatively high carbon content (0.18 to 25 percent) and 0.75 percent molybdenum. The E330H has even higher carbon content at 0.35 to 0.45 percent. Both have more nickel (33 to 37 percent) than the other 300 series electrodes. All of this adds up to an excellent heat-resistant alloy.
E347 is similar to E308 in chemical composition. The differing factor is the columbium (niobium) content. It often is labeled as a Cb stabilized electrode that better withstands intergranular corrosion. It also is used to weld 321 materials.
The 400 series electrodes are usually referred to as straight chromium stainlesses. Any stainless material that contains 11 to 14 percent chromium is considered straight chromium. Some call it black stainless.
The E410 electrode is considered a martensitic stainless. Often used for overlay on carbon and low-alloy steels, it can achieve 40 to 50 Rockwell C hardness, depending on the base metal. It also is used as a heat-resistant alloy.
The E410NiMo electrode contains more nickel and molybdenum than the E410 and is used in power plants for valve bodies and high-pressure piping. It also can be used to weld CA6NM. Both the E410 and E410NiMo require higher interpass temperatures.
E430 is considered a ferritic straight chromium stainless electrode. It does not possess the hardenability of the martensitic stainless, but it does not require the higher interpass temperatures. It maintains ductility without postweld heat treatment.
The 500 series electrodes are mostly used for welding 501, 502, and 505 materials, which basically are used when a large amount of cold working is involved. Bending and rolling are examples of cold working.
E630, the final electrode in this part of the series, is an oddball called a precipitation-hardening alloy. Used to weld 17-4 and 17-7 PH material, these alloys are prominent for marine use. Impellers and many pump parts that are continually exposed to water are enhanced by this material. The copper content combined with the chromium and nickel put this alloy near the MONEL® alloy in protection from the liquid atmospheric conditions. The U.S. Corps of Engineers uses it for hinges on flood gates.
Part III of this series will focus on wires and rods.
I am not a sexy “10” but a “sixty 10.” What color is my spot?
I am a grade A large dozen. What color is my spot?
The 1 in E6010 indicates?
The 70 in E7018 indicates?
The suffix B2 in E8018B2 indicates?
What series of stainless reminds us of Dean Martin?
I had a dog named Molly that wore a denim jacket. What alloy does that remind you of?
Which alloy reminds you of a ferret?
Are low-hydrogen electrodes and H2O friendly neighbors?

AWS CWI, CWE, NDE Level III
Weld Inspection & Consulting


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





