















How much laser cutting power does a metal fabricator need?
The answer comes from a broad business analysis of customers, resources, capabilities, and cost
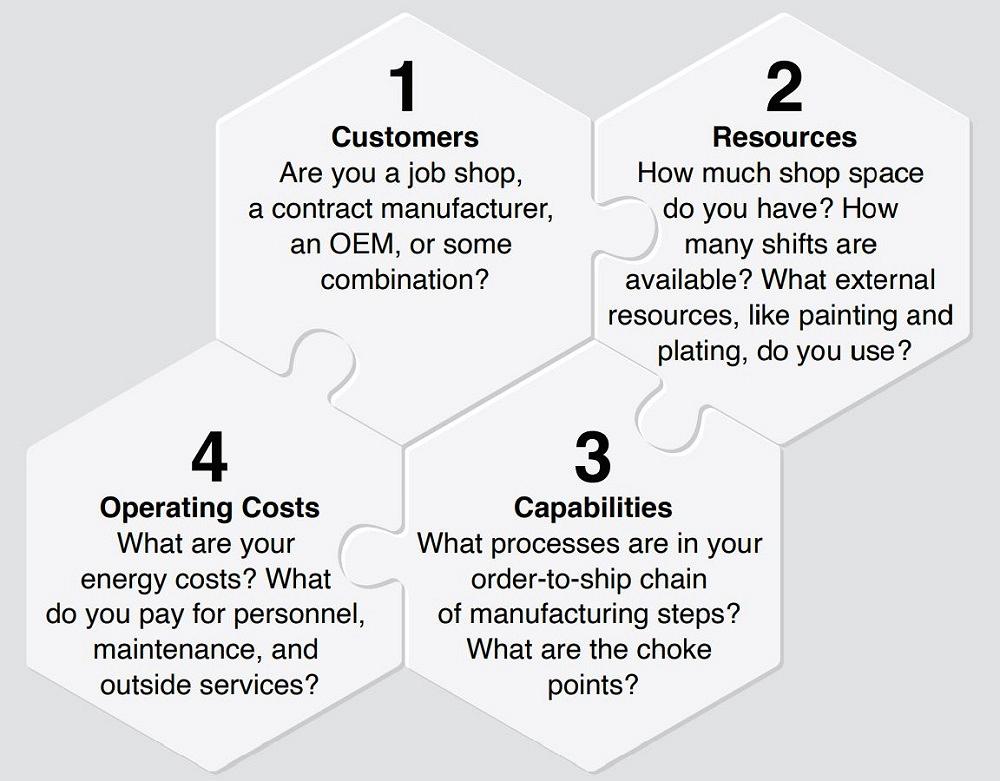
Determining what laser cutting power best suits a metal fabrication shop's needs hinges on four areas of a manufacturing business: its customers, resources, capabilities, and operating costs. Cincinnati Incorporated
Editor’s Note: The content for this article is based on “Putting all this laser power to work for you,” presented at FABTECH 2021, Chicago, by Troy Wilson, laser and automation product manager, Cincinnati Incorporated.
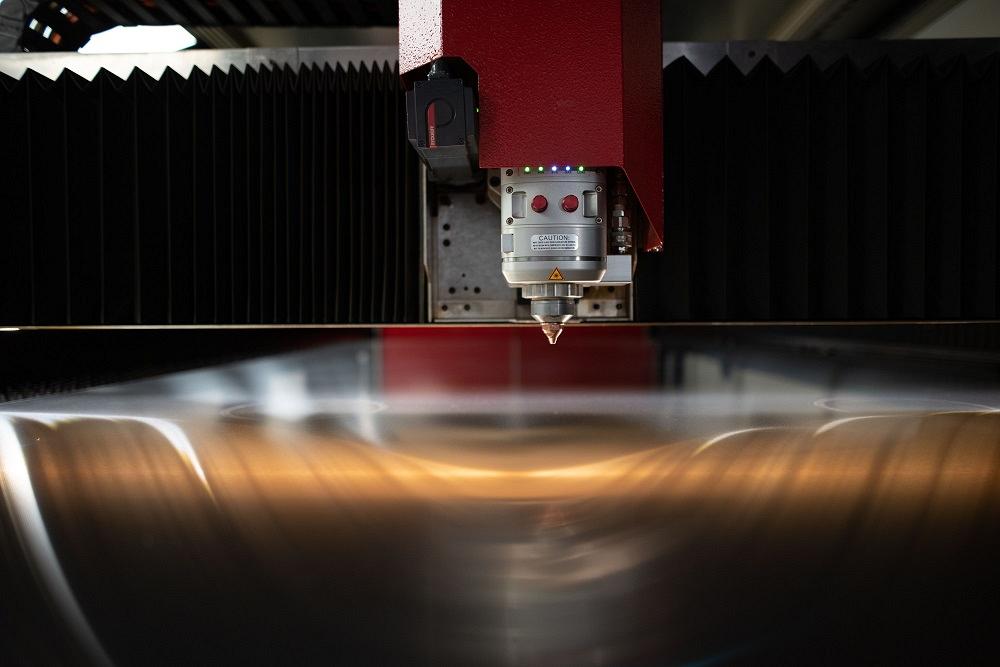
The laser cutting kilowatt race is back on. It happened with CO2 machines in the 1990s and 2000s, and it’s happening again now with fiber lasers. There’s a place for today’s ultrahigh-powered systems, but lower powers have their place too. So, what laser power fits your operation?
You might start by diving into the material thickness, grade, and part geometries you cut. But before you dive into the weeds, zoom out and look at the big picture. Consider your overall business as it relates to four areas: its customers, resources, capabilities, and operating costs. The first area, the customer mix, drives the direction of the remaining three, but all four can influence what kind of fiber laser will best serve your business.
Customers
A shop’s customer mix shapes its business model, which in metal fabrication usually falls into one or some combination of three areas: original equipment manufacturer (OEM, or manufacturer of product lines), contract manufacturing, and the job shop.
OEMs develop internal processes around the needs of their products. Equipment is tailored and production is tuned and timed around a pace that produces smooth, predictable throughput with as little waste as possible. Product demand dictates the pace of production.
Contract manufacturers come in one or a combination of two flavors. One flavor describes fabricators that build subassemblies for a variety of customers. They might specialize in certain capabilities that center around specific ranges of material types, thicknesses, and processing precision, but they ultimately serve a broad spectrum of markets.
The other flavor of contract manufacturing focuses the entire business around one or a handful of related markets. Upper-tier automotive suppliers fall into this category, but plenty of other companies do too. One lesser-known example would be contract manufacturers devoted to the slot machine industry.
The final and most ubiquitous business model is the metal fabrication job shop. They’re the industry’s Swiss Army knife. Their chief concerns are quick response and shortening the order-to-ship cycle.
Measuring overall manufacturing time, from the receiving dock to the shipping dock, is useful for any fabricator, but it can be especially critical for the job shop. Say you attach a piece of paper to a sheet of raw stock as it comes in the door. The paper follows that sheet as it’s cut, bent, welded, finished, packaged, and shipped. The less time it takes for that paper to make it through the shop, the more responsive the business is, and the more competitive the job shop can be.
Now imagine the same exercise at an OEM. The paper makes it through cutting, bending, and welding, then ships to a finished-goods warehouse. When customers buy the product, the finished good leaves the warehouse, which completes the cycle. Now imagine that the OEM builds up its manufacturing capacity and yet customer demand for the product doesn’t change. Material travels faster through the plant, then sits in finished goods. Despite that increased manufacturing capacity, the overall manufacturing cycle hasn’t changed.
Andrii Tokarchuk / iStock / Getty Images Plus
This doesn’t mean OEMs never have to increase manufacturing capacity. Any purchase decision they make for a laser cutting machine (or other equipment), however, is based on the products they make or could make in the future. Put another way, their products drive revenue, not manufacturing capacity.
Contract manufacturers (that is, contract fabricators) don’t sell products, but they don’t sell pure metal fabrication capacity either. They sell reliable manufacturing partnerships, and the expectations that support those partnerships define what flavor the contract manufacturer is. Some contract fabricators might evolve to serve one or a narrow group of similar customers—again, like that contract manufacturer dedicated to the slot machine business. Another contract fabricator might serve a variety of markets. It will have a few value streams dedicated to its largest customers, but other areas of the plant might handle a wide variety of repeat orders based on material type, level of quality, or some other metric.
Imagine measuring overall manufacturing time in a contract fabrication environment. You attach a piece of paper to raw stock, which then flows through the shop and then ships to the customer. Alternatively, the job could sit for a time in the fabricator’s finished-goods warehouse, which customers draw from in Kanban fashion. A customer pulling stock from finished goods triggers the fabricator to replenish the stock.
Now imagine the contract fabricator increases manufacturing capacity. That shortens the time the paper spends on the shop floor and opens the door for salespeople to sell the company’s metal fabrication capabilities to other customers whom (they hope) will become future manufacturing partners. Boosting fabrication capacity to support quick, reliable response also might mean that, for existing customers, the contract manufacturer needs less of a finished-goods inventory buffer.
So, for the contract manufacturer, increasing capacity can drive revenue, but only if that capacity helps the company serve a defined range of customers. The better fit a customer is, the more likely that customer will become a manufacturing partner.
Think of these types of fabricators—OEM, contract manufacturer, and job shop—as three ingredients that make up a fabricator’s business model “recipe.” Some fabricators use only one ingredient; others use two or three. This is especially true with job shops and contract manufacturers. After all, a successful job shop often grows up to become a contract manufacturer, and certain areas of the contract fabricator’s business—a prototype or quick-turn cell, for instance—can still operate like the job shop it used to be.
Moreover, a job shop might develop its own product line, while an OEM might sell excess fabrication capacity like a job shop. Both can be good moves, as long as they’re driven by a planned strategy.
For instance, a job shop might launch a product line to smooth highly variable demand. If, say, a laser cutting nest can’t be filled with current jobs, a shop can use filler parts to replenish stock for its own products. In fact, as machinery becomes more productive, that hybrid job shop-product line model becomes even more viable. A fabricator with an ultrahigh-power laser might not have to worry about the job shop and product line areas of the business fighting for laser cutting capacity, even during the busy times.
Similarly, an OEM might launch a job shop division to sell excess fabrication capacity. In this case, however, the job shop launch ideally should be part of an OEM’s planned strategy, not just a reaction to a poor machine investment. Buying a 15-kW fiber laser might give certain OEMs more laser cutting capacity than they’ll ever need, so they start selling that excess capacity. Unfortunately, the entire manufacturing plant is designed to produce a narrow range of products. Adding highly variable job shop work to this environment could introduce some major inefficiencies.
Resources
A fabricator has five categories of available resources at its disposal. The first is its facilities, which includes the shop size, available unused space, and how efficiently all space is used. Also note that one of the most overlooked aspects here is material handling. Can raw material and product flow be handled with existing equipment?
Cincinnati Incorporated
The second is personnel. What are their skill sets? How are they trained, and how well is their knowledge documented? Who will be retiring soon? How effectively can the organization fill vacancies and hire and develop talent? How experienced are they in laser cutting versus related processes like punching? No matter how powerful they are, good laser cutting machines require good people to run them.
The third resource, closely related to the second, is available hours. How many shifts do people work, and can the shop add more shifts if needed? Conversely, could a company that boosts capacity produce what it needs over just one shift and eliminate the need for a second shift?
The fourth resource is equipment, which includes how a company measures its efficiency and maintenance costs. The fifth involves external resources. This includes the shop’s relationship with other fabricators that could handle overflow work (affecting how an operation can handle demand peaks), as well as outside service providers like powder coaters and platers. Increasing laser cutting capacity can be only so effective if most of the work must go to outside service providers who don’t have the capacity to handle the increased volume.
Think of each of these five resource areas as knobs to “tune” to the demands of the customer mix. A shop without much space but with available labor for denesting and downstream operations might invest in a handful of ultrahigh-powered lasers to feed forming, welding, and a final assembly operation that can expand to multiple shifts during times of peak demand. If additional shifts aren’t an option, those high-powered lasers could make sense if the shop has a healthy dose of “flat only” laser cutting work. With complementary investment in automation, the lasers could run unattended over the weekend and have parts shipped to customers first thing Monday morning. On the other hand, if demand requires downstream resources that just aren’t available, simply adding more laser cutting power wouldn’t be an efficient use of resources.
Still, the definition of “efficient use of resources” depends on the customer mix and a fabricator’s business model. A contract manufacturer that cuts mainly 10-ga. material and thinner might run a 15-kW fiber laser Monday morning and finish an entire week’s worth of work by lunchtime. That’s not a very efficient use of resources, at least for a contract fabricator.
Alternatively, this same situation might open up a great opportunity for a job shop. A job shop’s success hinges more on immediately available capacity and less on capacity utilization. A 15-kW laser might not run continuously at a job shop. But as long as the capacity remains available—that is, the system can spring into action and produce parts at the drop of a hat—that high-powered laser can help the shop respond quickly. This increases cash flow and makes a job shop more competitive at the same time.
Capabilities
These include the order-to-ship chain of manufacturing steps—quoting, engineering, blanking, bending, welding, painting, assembly, and shipping—along with the nature of the parts and assemblies flowing through those steps. Taking a holistic view here helps. How do orders come in the door? How does the enterprise resource planning (ERP) system present them, and what steps occur to send those orders to the floor? The last thing a fabricator wants is an operational choke point in order processing and engineering, before parts reach the primary cutting operation.
Downstream processes matter too. Say a fabricator upgrades its laser cutting capacity and then sends parts downstream. All seems well until they reach a batch powder coating process, a shared resource and all-too-frequent choke point. To truly increase throughput and make the most of laser cutting and other equipment investments upstream, operations need to address the bottlenecks downstream. In the current example, a continuous powder coat line with pretreatment might be a good investment if it eliminates the choke point.
Even so, choke points shouldn’t be scrutinized without considering the bigger picture. This is where job routings and spaghetti diagrams come into play. Say a contract fabricator has a main production area with five lasers feeding 20 press brakes and 25 welding stations. This gives jobs multiple lanes to travel toward the finish line. In a separate area it has a value stream dedicated to one customer that demands products be fabricated and handled in a certain way. Each area has distinct blanking needs. The customer-dedicated value stream operates perfectly well with two low-powered laser cutting centers. The line is balanced, and the contract fabricator is able to maintain reliable delivery. Boosting laser cutting power there would be a waste.
But what about the main production area? An ultrahigh-powered laser there might give the operation enough excess capacity to ensure the rest of the plant is never starved of work. Alternatively, the operation (taking available maintenance resources into account) might choose to reduce the number of laser cutting centers it has from five to four.
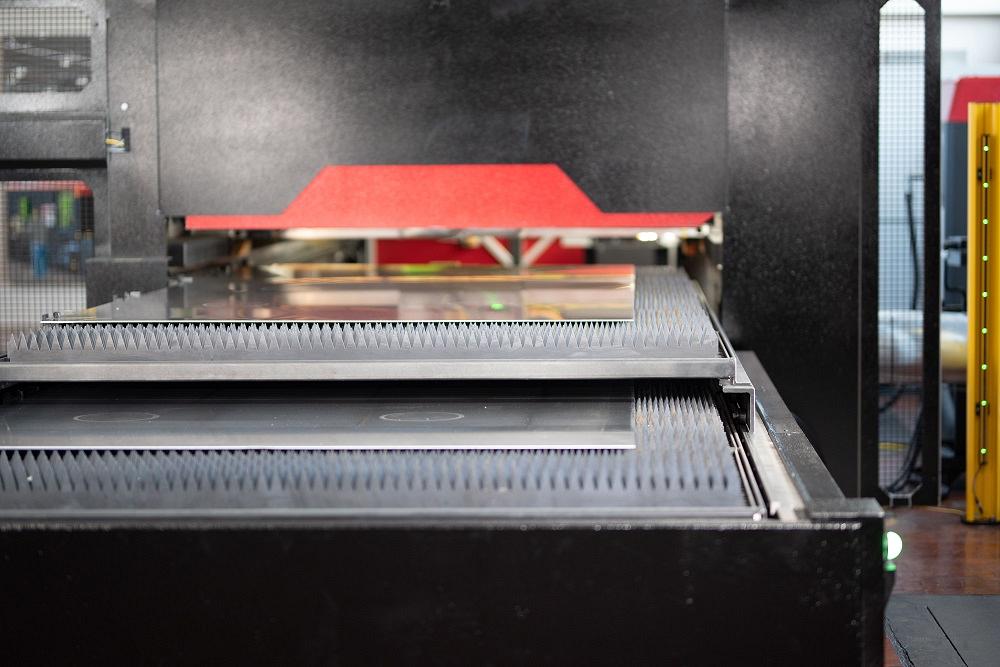
In another scenario, investing in a lower laser power might suit the operation better, depending on the product mix, especially when considering the resources required to denest sheets. In fact, it’s helpful to think of laser cutting and denesting as one process. After all, laser cutting really isn’t complete until it’s available and presented to downstream operations.
Consider a thin sheet nested with just a few large, rectangular parts—too large for individuals to handle comfortably. In this case, a low-powered laser can cut quickly enough to keep pace with an automated part sorter. Boosting laser power in this arrangement might not help, since the automation wouldn’t be able to keep up. The same would be true even if the shop relied on manual denesting. And yes, as part of a flexible manufacturing system, those parts could be shuttled back to a storage tower, but someone would need to denest those parts eventually.
A different part mix changes the situation entirely. Consider an operation in which the majority of nests consist of medium to small parts. In this case, a lower-powered laser could take significant time cutting all those part perimeters. Denesters have more than enough time to sort parts. An ultrahigh-powered laser, however, can reduce processing time significantly, such as for carbon steel between 0.25 and 0.5 in. Manual part sorters will be kept busy, for sure, and the area might require a few extra people, but they probably won’t be overwhelmed.
Here, at long last, is where material grade and thickness finally come into play. Say that 80% of a shop’s work involves cutting 16-ga. aluminum. They find that the speed difference between an 8-kW and 15-kW system is negligible, so why invest in a 15-kW system?
Still, avoid looking at cutting speed in isolation. Assist gas matters too. Consider an operation that cuts a lot of 0.5-in. carbon steel. Traditionally, this would have been laser-cut using oxygen as an assist gas, which meant parts would probably need to be sent through a secondary process to remove the oxide layer. Today, however, high-powered lasers can cut such parts with either straight nitrogen or even ultradry air, producing blanks with an oxide-free edge. Cutting a few more inches a minute is nice, but eliminating an entire secondary operation is even better.
When it comes to cutting very thick material, 1 to 1.25 in., consider the market for such parts. Thick laser-cut plate can look extraordinarily cool on a tradeshow floor, but realize that such plate cutting is a specialized niche. Heavy-plate laser cutting operations do exist, but they succeed by tapping into markets that never considered laser cutting as an option. First, a laser’s table needs to be designed to handle such heavy plate. Second, the operation for the most part will be competing with high-definition plasma cutting, a less expensive and quite often more suitable process.
Operating Costs
These include the usual suspects like facilities costs, equipment maintenance, personnel costs, and the cost of outside services. Does vertical integration make sense, like bringing powder coating or other previously outsourced processes in-house?
Less usual suspects step into the picture here, too, including power consumption. A shop in an area with expensive electricity might have a different equipment investment strategy, especially when it comes to assist gas. In low-energy-cost areas, nitrogen generation systems can make a lot of sense, but as the cost per kilowatt-hour rises, bulk nitrogen starts to look a lot more attractive.
Consider one shop in San Jose, Calif., and another in Spokane, Wash. In San Jose, the overall facility cost per square foot is so high, the shop doesn’t add equipment; it replaces equipment. Adding on to the building is just too expensive. The operation needs to squeeze all the value it can out of every square foot it has and get more out of every watt the facility consumes. Meanwhile, the Spokane shop has the space and can afford to add a few lasers, which in turn will affect what kind of lasers best suit the operation.
A Flexible Future
After analyzing the big picture—your customers, resources, capabilities, and operating costs—you’re ready to discover what laser system best fits your operation. This includes not only the level of power, but also the level of automation.
One challenge, though, is that business models evolve, customer demands change, and technology is advancing faster than ever. The fiber laser has given the industry a massive engine; now, advances in drives, servomotors, cutting heads, and nozzles will find new ways to get the most out of that engine.
Modularity will become more important. Fabricators not only will be able to add towers and automation to existing lasers, but they also will be able to swap out laser light sources and not the entire machine. The swap can happen in a single shift, not over multiple days or weeks.
Say a fabricator needs to replace several old CO2 lasers. It’s still primarily a job shop, so it chooses the do-everything, Swiss Army-knife 10-kW fiber laser. The operation grows and, to meet capacity, it adds a tower to the 10-kW laser. As the business evolves, its needs change. The shop finds that it is increasingly focusing on 10-ga. and thinner material. In fact, it really needs to separate out that 10-ga. work from the rest to meet cycle time requirements.
So it invests in a 5-kW fiber laser, more than powerful enough to process nests of medium-sized parts out of 10-ga., most of it with no time-consuming internal features or intricate contours. Thing is, the mix of 10-ga. and thinner parts is ripe for automation. Meanwhile, the automated 10-kW laser, ever the Swiss Army knife, has become more suited for processing dynamic nests for the range of low-volume jobs—the “long tail” of the shop’s product mix.
What’s the solution? Here’s where modularity comes into play. The automation is removed from the 10-kW laser and placed on the 5-kW system. The 5-kW system now runs the shop’s core, repeatedly ordered parts. Meanwhile, the 10-kW becomes the fabricator’s machine of quick response, where an order can be loaded, cut, denested, and shipped within hours.
Such modularity will become only more critical in the years ahead. Technology will evolve as fabricators evolve, as they grow from a job shop into a contract manufacturer, as they launch product lines, as they refocus their business to take advantage of new opportunities. As the precision metal fabrication business changes, laser cutting—a core technology that has shaped the modern precision sheet metal industry—will change with it.
About the Publication
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Capturing, recording equipment inspection data for FMEA

2
Tips for creating sheet metal tubes with perforations

3
Are two heads better than one in fiber laser cutting?

4
Supporting the metal fabricating industry through FMA

5
Omco Solar opens second Alabama manufacturing facility
