















Managing Director
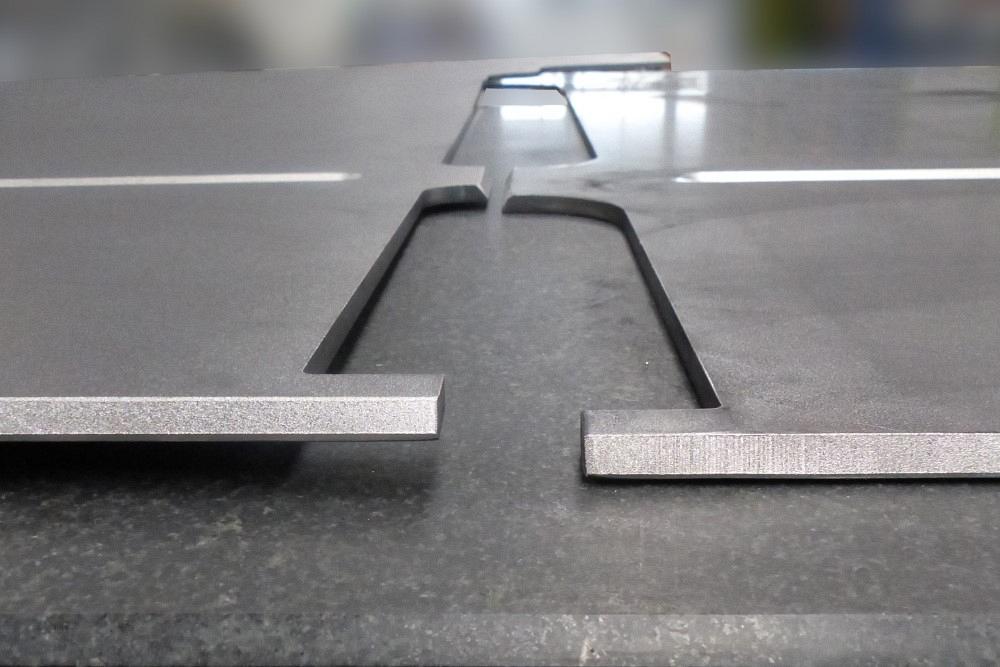
The part on the left still demonstrates springback that prevents it from being completely flat. The part on the right has been leveled after passing through a part leveling machine.
The sheet metal and plate that gets delivered to a metal fabricating company looks flat enough. But looks can be deceiving, and that is especially true with metal. What might seem flat at first is likely to lose its flatness during fabricating.
This makes sense when you consider what happens to the raw material before it’s delivered to the shop. Sheets and plates come from the mills in coils. In metal service centers, these coils are uncoiled, straightened, and finally cut to length. Although the sheets appear to be flat, they still have stress inside. (The stress is evident in the material’s grain.)
When these materials are cut using a thermal power source, such as a laser or plasma cutting machine, the stress is released, and the results are obvious. Parts become uneven. This goes for both thin and thick metal parts.
This also goes for both ferrous and nonferrous parts. The use of the assist gas during cutting actually plays a large part in this process. For example, when oxygen is used for cutting carbon steel, the oxygen reacts with the metal in an exothermic reaction. That introduces a great amount of heat to the cutting zone, which allows the cutting process to occur rapidly. (The byproduct of this chemical reaction is an oxidized edge, which needs to be cleaned to allow for paint adhesion.) The additional heat, however, also releases more stress in the metal. Cutting with nitrogen, an inert gas, reduces the heat input when compared to oxygen, but even with the gentler process, stresses are still being released.
This can become particularly troublesome for the fab shop with new laser cutting technology because some parts may tilt on the slats after being laser-cut and become an obstacle for the cutting head, especially when cutting speeds reach 30 m/min. or more and acceleration of more than 2 m/s² has become the standard. A very expensive piece of fabricating technology runs the risk of being wrecked by an uneven part on the cutting bed.
Any blanking process is able to release stress first introduced during coiling. That stress probably is most evident in the metal’s springback after the cutting or punching is done. (Punching works the material to the point that additional stress is released in material. This can be seen on the newly perforated parts, for instance.)
What are metal fabricators to do to combat the stresses introduced during coiling and released after the parts have been cut or punched? This is where a part leveling machine can help. It can deliver flat parts for applications in which it is absolutely necessary for downstream fabricating processes to receive leveled parts to help ensure higher productivity and fewer rejects during bending and welding.
A part leveling machine delivers flatness through a series of rollers that apply pressure to the sheet metal or plate part. The rollers work the material as it makes its way through the machine. The intensity of the pressure applied to the material reduces and eventually eliminates the stresses that are introduced at the metal service center.
How are those rollers organized? That depends on the material, the material thickness, and the desired specifications. The variables of a part leveling machine include:
The leveling process can deliver a high degree of precision, but it really depends on the application and on the thickness and type of material. For example, a leveling machine can deliver flatness of 0.5 mm/m to 1 mm/m for parts destined for cranes and mining equipment and that would be considered very good. That flatness, however, would not work for a manufacturer of saw blades, which require 0.1 mm/m or better. Fortunately, the same part leveling machine that delivers acceptable parts for the heavy equipment manufacturer can produce even more high-toleranced parts for the saw blade manufacturer.
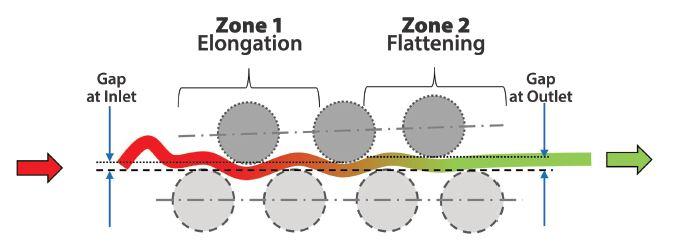
By elongating the metal, the machine’s rollers destress and flatten the parts.
As it relates to the size of parts to be leveled, it all depends on the roller diameter. Each roller diameter in combination with spacing of the rollers and the design of the roller frame, supporting roller, and the machine frame has its specific window of operations. In general, small roller diameters are used for thin material, and bigger rollers are used for thicker material. Leveling machines typically can flatten parts from 0.2 mm to almost 70 mm.
Part leveling also can be very nuanced. For example, fabricating companies in the aerospace industry often work with aluminum. A thick part for these shops is 5 mm, which might be considered thin for a fabricator working on mining equipment. This aluminum stock is often heat-treated to help the material achieve greater strength. After heat treatment, the aluminum is soft and held at temperatures of -18 degrees C (0 degrees F). If the parts are instantly leveled after blanking, the parts leveler has to confront two main challenges. First, the material is soft, so the rollers have to be gentle to avoid deforming it. Second, the cold parts interacting with a warmer ambient temperature can introduce condensation on the part surfaces, so leveling machine components should be made of stainless steel or coated steel to prevent corrosion.
Part leveling machines produce a simple result, but they are complex machines. Because of this they can handle hard-to-form materials.
Examples include perforated and heat-treated material. Both often demonstrate middle or edge waves. Special measures and techniques are required to get the parts or sheets flat.
For (some) perforated sheets and heat-treated material, advanced roller control is used to increase the leveling pressure in some areas and to reduce the pressure in others. With this controlled leveling process, material gets elongated in the longitudinal direction where needed. Middle and edge waves can be reduced or even removed.
High-tensile-strength material is another difficult-to-handle material. In this instance, a machine with high capacity is needed. Very big roller diameters are combined with corresponding spacing of rollers to reduce that material stress and deliver good flatness.
Any advanced piece of fabricating technology is going to need an engaged operator. This is where an experienced, but more importantly curious, operator can make a real difference. If he or she is willing to spend time tweaking and testing parts to achieve good leveling results, the fab shop can enjoy efficient processing of level parts and higher-quality results in downstream fabricating activities.
In theory, leveling is a simple and easy process. Besides the speed of the roller, an operator only has to adjust two other parameters: the leveling gap at the inlet and outlet and the angle to feed the part into the machine. By finding the right combination, the operator can optimize the leveling results.
Of course, calculation tools built into the equipment’s controls can help. When thickness, yield strength, and type of material are entered, the control proposes leveling parameters. Usually these parameters can deliver good results, but if the operator is seeking better results, he or she now has a baseline to start tweaking.
Part leveling can help metal fabricators increase output and productivity. Reports from metal fabricating companies that incorporate a part leveling machine into their operations indicate that after leveling parts, they are about 25% more productive in their bending operations. The leveled parts bend up more accurately, which means less rework and more consistency. In the welding department, that translates into parts that fit into simple jigs and have consistent gaps. Welders are happy. Fewer rejects are the result, and productivity is increased.

This interior shot of a part leveling machine shows the rollers and the electromechanical level system that flattens the parts.
This is especially true with robotic welding. The tighter and more consistent gaps result in less filler wire being used, smoother seam lines, and a faster automated process.
Part leveling machines also can create new opportunities for a company. For instance, if a company wants to serve architectural clients, ceiling and façade fabrications have to be absolutely flat. That’s a necessity for every part because one out-of-spec part can halt an installation.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





