















Senior Editor

Looking to free its GTAW constraint, Food Warming Equipment Co. Inc. chose laser welding, controlled not with a robot teach pendant but with a joystick. Photo by Micah Beard, Food Warming Equipment Co. Inc.
Visit an automotive OEM or upper-tier supplier—in Europe especially and increasingly in North America—and there’s a good chance it will have a laser welding cell to showcase, many of them with eye-popping speed and productivity. A complex door component that previously underwent slow, multistep spot welding now is done in one laser welding setup in an enclosed cell. A laser with a long focal length might have scanning optics that jump the welding beam from one spot to another in microseconds. It’s as if the age of “Star Trek” has arrived.
Many in the industry have been watching laser welding for years, even decades, but they just haven’t found the right application. Why? It’s likely because of the product mix. High-product-mix manufacturers, be they job shops or OEMs, find these systems fascinating, yet not very practical. Yes, there’s the issue of gap tolerance, but precision upstream processes have overcome many of those challenges.
The issue now is part flow flexibility: the need to run one completely different part after another, and not knowing what that part will be—a repeating part, a part altered from a standard configuration, or a new part altogether. Sure, offline programming, simulation, and fixture development have come a long way. But in mechanized and robotic laser welding, someone still must develop and manage those programs.
Food Warming Equipment Co. Inc. (FWE) faces the same challenges as many high-product-mix manufacturers. The company’s Portland, Tenn., plant is the epitome of flexible manufacturing. The commercial food service equipment manufacturer produces on demand, and customers can customize products to the nth degree.
The company’s final welding area involves various cosmetically critical welds in stainless and aluminum, and most employees in the area wield a gas tungsten arc welding (GTAW) torch. But one workstation stands apart. Instead of wielding a tungsten torch, the welder peers through a stereo microscope and works a joystick to manage the weld travel speed. He’s welding with a beam from a fiber laser. It’s the result of an application story showing that, when it comes to laser welding, automation isn’t the only answer.
Observe the laser welding cell, separated from other GTAW cells by laser-safe curtains and barriers, and you won’t witness those eye-popping welding speeds. In fact, setting up a job in the laser welding cell takes a little longer than setup in the GTAW cells. Most of the company’s laser-welded parts don’t require special fixturing. Typical jobs entail final seam or corner welds for water pans or cabinet tops. But the operator does spend time positioning the piece precisely under the laser welding head.
The system uses a pulsed fiber laser with an average power of 400 watts and a peak power of 4.5 kilowatts. It’s powerful enough to weld FWE’s thin-gauge material but low-powered enough so that the laser power source doesn’t require a chiller. From Alliance Specialties and Laser Sales, Wauconda, Ill., the system can be found in various shops in the moldmaking and repair business, but it also can work well for thin-gauge sheet metal. A few laser welding jobs at FWE involve 18-ga. sheet metal, but most workpieces are 20- down to 23-ga. stainless (magnetic and nonmagnetic) and aluminum. Typical grades include stainless 430, stainless 301, and aluminum 3003.
FWE’s laser welding process isn’t particularly speedy. Welding speed itself is irrelevant, though, considering the time savings in grinding and polishing. For these final, cosmetically important welds, an employee receiving a gas tungsten arc welded part might spend at least five minutes grinding and polishing a single weld on a visible surface or edge. Most laser-welded parts require little to no finishing steps. At worst, a worker might go over the weld once with polishing media, a process that takes a matter of seconds.
FWE doesn’t shy away from automation. Its laser cutting system, complete with automated material storage and retrieval, lifts panels out of the cut nest and uses conveyors to present them to material handlers, who place the blanks on A-frame carts. The blanks travel to press brakes located not in one department but arranged strategically in value streams. The company has two robotic press brakes with automatic tool changing, and every manual brake has dedicated tools strategically staged so that operators can swap out punches and dies in minutes.
But follow those value streams downstream and the manufacturing technology changes. FWE has no welding robots—laser, arc, or otherwise. Its product mix and approach to flow, with one unique part after another, just haven’t suited welding automation. This includes the wire welding area (for equipment frames and other structural components) as well as the final, cosmetically critical welds.

FWE welder Brandon Justice holds a very thin filler wire steady to perform a laser weld around a corner. Photo by Micah Beard, Food Warming Equipment Co. Inc.
When managers began scrutinizing their finish-welding in 2016, they knew the constraint wasn’t welding, it was polishing. Another challenge was operator skill. Finding skilled welders is hard enough; finding one who has skill and finesse with a GTAW torch is even harder. Welders also couldn’t use GTAW near magnets on doors and other cabinet components.
“If you’re close to a magnetic field, a TIG welder will not let the arc make contact,” said Mike Adams, FWE’s welding supervisor. “With laser welding, you don’t have an arc. You just have a beam that’s melting both materials together at once.”
So they focused on alternative joining methods that could reduce or eliminate the need for grinding and polishing. This led them to the laser. Problem is, the world of laser welding is an automated one, particularly in U.S. sheet metal fabrication. Although certainly not unknown worldwide, hand laser welding is a rarity stateside. But hand laser welding systems do exist, and some are in wide use in Asia and Europe.
In fact, Alliance Specialties and Laser Sales imports and integrates a hand laser welding system, and the Alliance team has tested it with material up to 0.200 in. thick. In fact, a few welders at FWE gave hand laser welding a try. The gun has a tip shaped in such a way that if it’s not touching the base metal, the laser doesn’t start. The operator wears laser-safe glasses connected to the machine; if the glasses slip, the machine stops.
The manual system still wasn’t flexible enough to meet FWE’s needs, though. The design of the torch tip made it a bit bulkier than a conventional GTAW torch tip, so accessing some joints could be a challenge.
“It also can be difficult to weld with filler metal [on the hand laser welding system],” said Tony Demakis, director of sales and marketing at Alliance. “If you have excessive gaps, there’s nowhere for the metal to fuse to itself. And that would have required [FWE] to adjust their current processes and systems to achieve that.” (He added, of course, that hand laser welding still has applicability across a variety of applications, which is one reason it’s had success both in Japan and Europe.)
Ultimately, the FWE team decided on Alliance’s ID-1 fiber laser, a joystick-operated system that’s marketed primarily to the mold business—no surprise, considering Alliance launched as (and remains) a mold maintenance and repair shop. Alliance got into the laser business by building its own systems for mold repair, then eventually began selling those systems to other companies.
The laser head is attached to a small gantry mounted to a single pedestal that gives the head 6 feet of vertical travel. “The head can move to the side at an angle, so it allows us to weld over corners and curves and keep it moving at a nice, steady pace,” said Derek Coddington, continuous improvement manager at FWE.
“When it comes to joint access, the system just needs a good line of sight,” said Demakis. “Speaking generally, you could have an interior joint in a cavity that you might not be able to access with manual welding. But if you have a good line of sight, there’s a good chance you can laser-weld it.” The key is to choose the correct standoff distance, dictated by the focal lens, to place the focus spot where it needs to be for the weld.
During testing the system at FWE seemed to produce clean welds even through the residue left by recently removed protective films, though the residue did produce a bit of smoke (now eliminated with a local vacuum system).

A completed, autogenous laser weld on a corner joint requires no grinding or polishing. Photo by Micah Beard, Food Warming Equipment Co. Inc.
Doug Niggemann, vice president at Alliance, added that although sticky residue won’t cause problems, coatings can. Laser welding galvanized metal, anodized material, or anything else with a coating will produce the outgassing and porosity. FWE doesn’t use such material, so it isn’t a factor.
“But in the past, [Alliance] has worked in applications where a coated material wouldn’t weld. For instance, one application involved an aluminum with a very thick coating. We’d weld the two pieces together and they’d crack apart by hand. They had very little strength. We tried sandblasting, we tried cleaning, and everything we could to get rid of the coating. So we ended up creating a program in our laser engraving machine.”
Acting like a laser cleaning system, the engraving system removed the coating in areas that needed to be welded. With that the company was able to weld the pieces together.
To operate the laser system at FWE, the welder positions the workpiece below the laser head and the 10x stereo microscope, which acts as the operator’s laser-safe safety glasses. (Any nearby observer within the cell must wear safety glasses suited for Class 4 lasers.) He then positions the nozzle for the argon shielding.
“We run straight argon,” Adams said, “though we’ve found it actually welds without shielding. The only difference is the weld isn’t quite as clean. It takes a little polishing. But if you weld a part and use shielding gas, in many cases there’s simply no polishing needed at all. It’s so clean that you don’t even need to touch it.” And that benefit, Adams said, is a big reason FWE invested in laser welding in the first place.
The company stores programs that define, among other parameters, the pulse frequency, which can range from 0 to 50 pulses per seconds. “We have a basic setup of 10 pulses per second,” Adams said, adding that this, along with the standard temperature setting, acts as a baseline, along with certain penetration levels. Operators can adjust these depending on the weld geometry and how quickly they travel. Faster travel requires more pulses, slower travel calls for fewer pulses.
That travel speed isn’t dictated by how the operator moves his hands, as it would be with hand laser welding (or any other kind of welding with a torch or gun), but instead by a steady speed set in the controller. “Because it’s a joystick welder, it’s almost like a video game,” Coddington said. “It allows us to keep a nice, straight line.”This in part has shortened training significantly, Coddington said, adding that in most cases, training takes just a few hours. In general, he said a welder can learn to be proficient with a laser beam far quicker than a tungsten torch. “At the same time it’s also flexible enough so we can do a variety of parts on it. And we don’t need to rely on programming, as we would if we had a robotic system.”
Demakis at Alliance added one caveat. “Of course, if you’re welding complex geometries, it becomes an artform as it would with any other welding process. But if you’re just getting your feet wet and welding simple geometries, you can be welding in a day or two.”
Most laser welding at FWE occurs on butt or fillet corner joints. And for about 90 percent of their work, operators laser weld without filler metal, a feat achieved thanks to consistent gaps created by upstream processes—especially the company’s modern press brakes and tooling. The machine also allows welders to adjust the “pulse width.” A wider pulse essentially introduces a wobble into the laser focus, which can help compensate for gap variation and other joint-geometry challenges and inconsistencies.

Welding Supervisor Mike Adams performs an autogenous laser weld on a corner joint. Photo by Micah Beard, Food Warming Equipment Co. Inc.
“Using a laser welder, we needed to eliminate the joint gap completely,” Adams said. “You’re welding with a fine-toothed comb. You look into a microscope, and something that looks no bigger than a hair is really crucial.”
Typical gap tolerances for autogenous laser welding can be ±1/32 in. That said, on occasion the gap between mating pieces might be larger, or the nature of the joint geometry itself might not lend itself to autogenous welding.
“Sometimes you just don’t have enough base material to draw from,” Adams said, explaining that when this happens, the base materials simply don’t flow together as they should.
In these cases, the operator uses a very thin, almost hairlike filler rod. Unlike in GTAW, the laser welder doesn’t dip the rod into the weld pool. In fact, weld pool generation is fundamentally different with the laser, which is why the laser process has such a narrow heat-affected zone. Instead, the welder holds the filler metal steady and feeds it across the joint. The extremely concentrated energy from the laser beam maintains the pool; the filler just ensures complete fusion across the weld gap.
With GTAW, the welder works to maintain a consistent weld pool. If using GTAW with a filler rod, he dips the rod into the puddle to keep it consistent and allow the molten base metal to flow evenly, creating that characteristic stack-of-dimes look.
“With TIG, gravity helps the molten metal flow into the puddle,” Adams said. “But with the laser, you’re pushing the metal across [the joint], and you’re going against gravity.”
FWE is exploring the possibility of bringing another laser welding system in-house, one with higher power (like 600-W average current) that could handle thicker sheet metal, such as 10 or 12 ga., for some of its heavy-duty food warming cart products designed for use in prisons.
“If you go up to a 600-watt [joystick-controlled] system, you do need a chiller,” said Niggemann. “But you can seam-weld at least 1/8-in. material.”
FWE continues to look at all forms of welding automation, including off-line programming, simulation, and anything else that could maintain or increase the welding department’s flexibility.
That said, automation cannot sacrifice flexibility. A system that can weld an entire food warming cart in an instant would be fun to observe but of little use to FWE, an OEM that essentially acts like a job shop, producing everything to order.
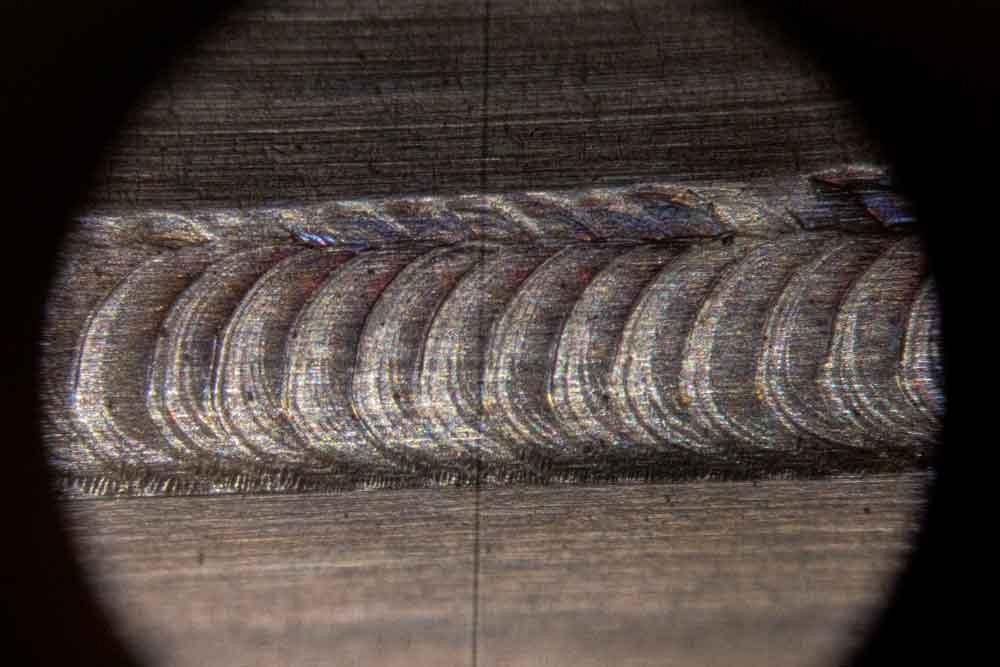
When a welder peers through the 10x stereo microscope, he sees a clear view of the laser weld, including that clean “stack of dimes” look, just on a small scale. Photo by Micah Beard, Food Warming Equipment Co. Inc.
Managers view the company’s current setup as a happy medium between a hand-held operation and full-fledged automation. The welding speed isn’t spectacular, but when FWE looked at the big picture, and the total welding-grinding-polishing cycle time, adopting the laser welding process made a world of sense.
Photos by Micah Beard, Food Warming Equipment Co. Inc.

Photos by Micah Beard, Food Warming Equipment Co. Inc.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





