















Contributing Writer

Nrqemi/iStock/Getty Images Plus
Editor’s Note: This feature originally appeared in the June 2022 issue of Canadian Fabricating & Welding.
Laser welding has hit the manufacturing mainstream in the past few years. From weld cells to handheld models, laser welding is creating efficiencies for OEMs and job shops. The technology, which offers high-quality welds, fast production speeds, and reduced post-weld processing is drawing more interest from fabricators.
The laser technology, meanwhile, continues to get more sophisticated. A company said to be on the leading edge of this development is Israel-based Civan Lasers. The company received the 2022 Prism Award in the industrial lasers category from SPIE, the international society for optics and photonics, and Photonics Media. The award recognizes Civan’s OPA 6 Weld, a 7- to 14-kW, single-mode, continuous-wave, dynamic beam laser (DBL) technology that modulates beam shape as desired at speeds up to hundreds of megahertz without any moving parts.
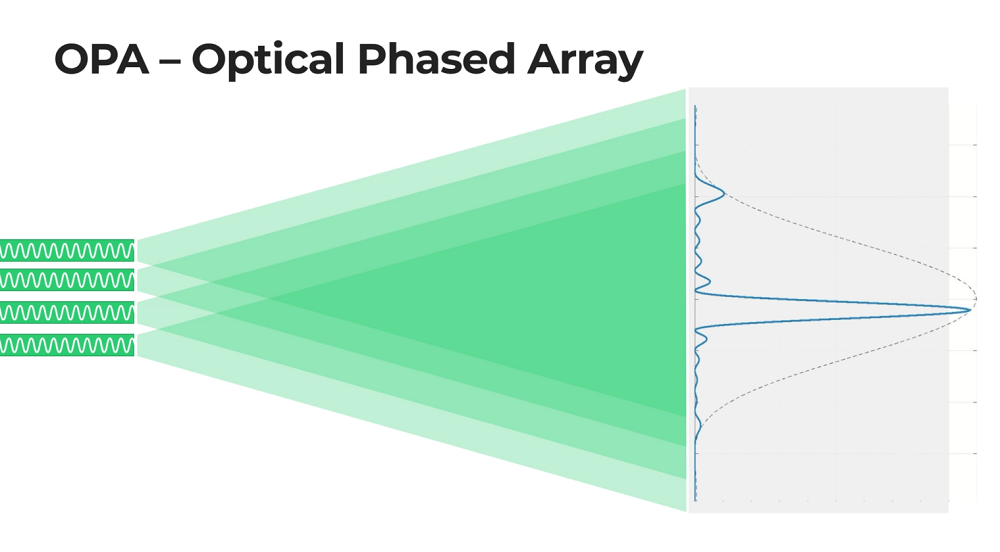
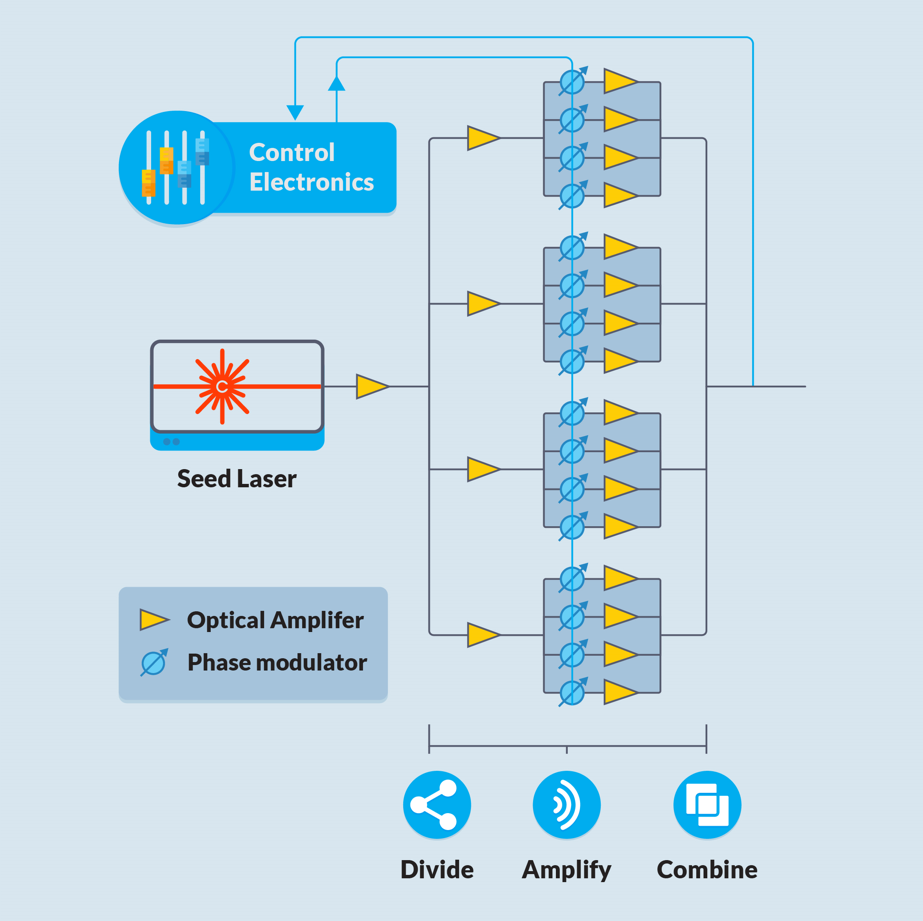
The laser uses optical phased-array coherent beam-combining to merge many single-mode laser beams into a larger beam. Each laser’s light overlaps with other beams in the far field, creating a diffraction pattern that allows manipulation of the beam shape in real time. Phase modulators control the individual beams, and the resulting interference pattern can be adjusted to maximize the beam spot position and produce various shape patterns inscribed by the beam’s motion.
“Other methods of beam shaping are concerned primarily with wobbling the beam,” said Dr. Asaf Nissenbaum, applications lab researcher at Civan. “That is, you can slightly fluctuate your beam to cause localized steering, and this is supported by mechanical means. The drawback of this technology is that you are using galvo scanners, which have a limited maximum frequency at which they can operate and maximum beam power you can put through them. In addition, the wobble motion profile also is limited whereas the OPA 6 laser can work at much higher frequencies and shape profiles.”
Shape frequency, shape sequence, and depth of focus also can be controlled to allow for optimization of evaporation in the capillary, flow in the molten pool, and solidification of the melt for any laser materials processing application. Such control eliminates pore, spatter, and crack formation while increasing feed rates and speeds in welding and additive manufacturing applications, the company reports.
The speed at which the laser can be run and the ability to alter the beam on the fly are generating interest in research related to electric vehicle (EV) fuel cell manufacturing. According to recent findings from the Eureka Project, based at Fraunhofer Labs in Aachen, Germany, the company’s lasers may provide the automotive industry with a technological solution for economically mass producing clean-energy engines through an increased feed rate for bipolar plate welding.
The challenge to produce fuel cells efficiently lies in welding the bipolar plates—thin plates of hundreds of microns. Each cell contains 300 to 400 plates with a weld seam of 3 to 6 m. While there are many efforts to increase welding speed to keep up with demand, increasing the feed rate to more than 0.5 m/sec results in welding defects, leading to faulty parts and a backlog of materials.
The three organizations driving the Eureka Project—Civan Lasers, the Fraunhofer Institute for Laser Technology (ILT) in Germany, and Smart Move GmbH in Germany—aim to solve this welding problem using Civan’s laser technology.
“Above a certain velocity in laser welding, a common defect you see is something known as ‘humping,’ a periodic raised bump in the weld,” said Nissenbaum. “This raises issues of porosity, consistency, and lack of fusion. It’s a go/no-go issue in the fuel cell industry. With this laser we can, for example, have a sequence of several shapes, each one directed to address a different issue in the weld at a microsecond scale so we can target the entire process.”
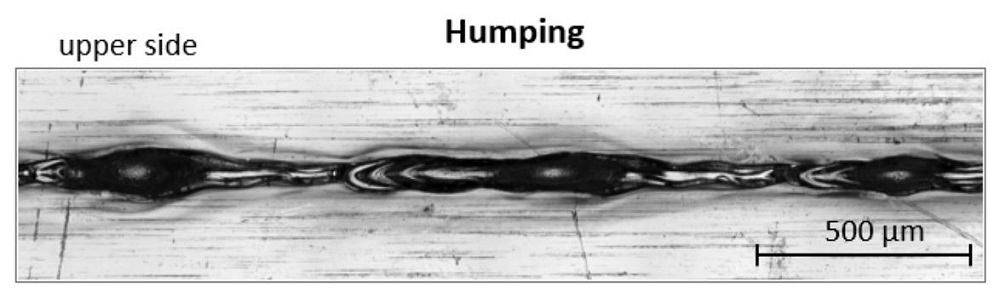
While existing technology has the capacity to go faster, bipolar plates require deep and narrow seams on 0.1-mm sheets. When the feed rate increases to above 0.5 m/s, the resulting melt stream leads to the well-known humping effect. Fraunhofer ILT
The goal of the research is to increase weld throughput to at least 1 m/s or as much as 2 m/s while creating a consistent weld without humping issues.
“Having tested the technology on other materials, we have seen very promising results,” said Nissenbaum. “We understand how we can and can’t affect the weld pool, how to achieve quality results. It’s simply a matter of taking the research further.”
Nissenbaum says that the company is interested in pursuing more applications in the EV market because its speed and precision should allow the technology to compete against other forms of joining.
“A large potential market is replacing brazing processes with laser-based processes,” he explained. “Brazing is expensive and requires a lot of electricity. A lot of electric vehicles use brazing because laser welding wasn’t giving them the results they wanted.
“Similarly, welding dissimilar materials is an area where our technology should be very effective,” he continued. “We can provide each material its own treatment in the sense that when welding dissimilar metals, let’s say they have an order of magnitude difference in thermal conductivity, each side needs to be adjusted such that the overall weld seam would be the same. We can create an asymmetric beam profile such that the side that needs more power gets more power, and the side that needs less gets less. Between the two, you’re creating a very level weld dynamic.”
Ultimately, it’s all about keyhole and weld pool management. Applying this principal to additive manufacturing is an obvious corollary, which is why Civan is also working with Smart Move to build new welding and laser powder bed fusion (LPBF) additive manufacturing technology. Civan’s laser is steered by Smart Move’s laser scan head, allowing welding and LPBF users to change beam shape orientation on the fly, enabling the use of asymmetrical beam shapes in complex geometries.
“The integration of our dynamic beam laser with state-of-the-art scanner technology allows welding and LPBF customers to not only improve welding feed rates and additive manufacturing speeds, but also make previously impossible applications possible,” Civan CEO Dr. Eyal Shekel said in a press release.
“There’s a very small window of heat input and feed rate that you can use to get the layer-by-layer consistency necessary in an additive-built product,” said Nissenbaum. “We are dealing with the complexities of getting the correct weld profile between conduction and keyhole. Beam shaping helps with maintaining an ideal penetration depth and spatter concerns before we go to scale up and address speed.”
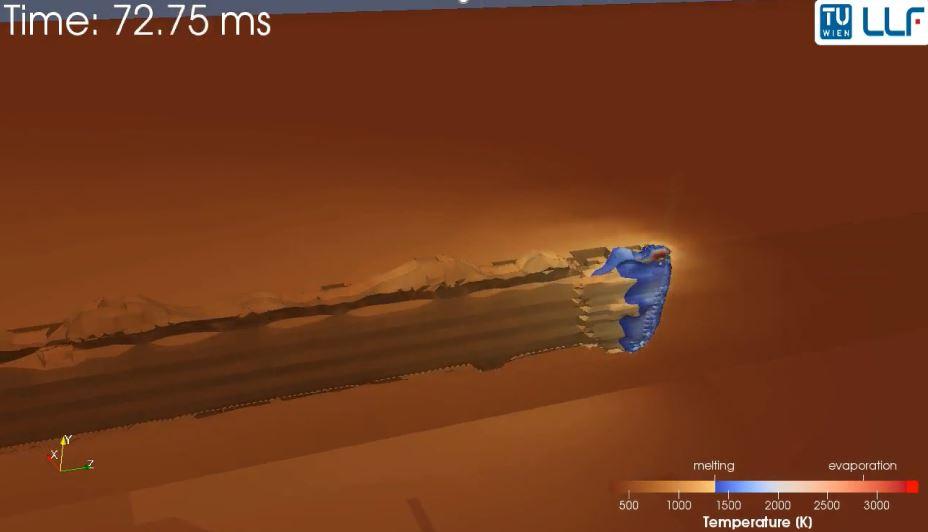
Civan has partnered with a number of universities to prove to a wider audience the potential applications of its technology. Institut für Strahlwerkzeuge (IFSW) researchers at the University of Stuttgart will study the company’s technology using their high-speed X-ray video facility for laser materials-processing diagnostics. The system will allow researchers to view inside the molten pool during laser welding processes, further investigating the opportunities of using DBL technology to improve keyhole stability in industrial welding applications.
TU Wien in Austria has simulated how different beam shapes affect a weld and why certain shapes work better than others.
What is clear is that finer control of lasers will continue to impact the industry, expanding the value proposition of both welding and additive applications.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}