















5S in the sheet metal shop
What, why, when, where, who, and how to get 5S done with lean manufacturing

5S remains one of the simplest, most effective tools in the lean manufacturing toolbox. Lean consultant Gary Conner describes how a metal fabrication shop can start and sustain the effort. Getty Images
Editor's note: Click here to access a video that complements the article that follows.
What is 5S? It’s a methodology, a set of techniques used to ensure workplace organization. It’s based on five Japanese words: seiri, seiton, seisō, seiketsu, and shitsuke, translated into English as sort, set in order, shine, standardize, and sustain (safety, the sixth S, often is included as well).
5S organizes a work area to ensure maximum safety, efficiency, and effectiveness while minimizing inventory, waiting, motion, and other forms of waste or non-value-adding activity. How do you determine what is needed, how many are needed, and where things are needed? You speak with the people doing the work.
The process boils down to this:
- Sort. In simple terms, you must sort out what is not needed. When in doubt, move it out.
- Set in order (or straighten). Organize what you need.
- Shine (or scrub or sweep). Clean your area, including tools and equipment.
- Standardize. Create checklists and assignments. Defining who does what, how, and when.
- Sustain. This most difficult aspect of 5S becomes easier when you have a clearly defined action plan.
Note that the inventor of 5S, a Japanese engineer named Shigeo Shingo, meant the sequence (sort, set in order, shine, etc.) to represent 5S only after full implementation. When beginning a 5S effort, you might need to sort out the unnecessary, then shine the area and materials that are necessary. The first time you implement 5S, there’s no logical reason to set things in order if they are not clean.
Why Do We Need 5S?
You probably know someone (or maybe you are that person) whose desk, toolbox, or work area is meticulously maintained. Every pencil is sharp, the stapler is easily located and stored in the same location when not in use, paperwork is neatly stacked and well-organized. That person is the exception. I call these people “precise-minded.” Many, including yours truly, aren’t hardwired to be precise-minded. It is a learned behavior.
I lean more toward being “productive-minded.” That probably comes from my dad strongly suggesting that I pick “with two hands” when I was a 10-year-old kid working in the bean fields to earn money for school clothes. My first real job was stocking and scrapping out sheetrock in apartment buildings. I got paid by how fast I could load and unload a truck. Next, I worked in a lumber mill where “speed” was the deciding factor in who retained their job. From an early age, I’ve been programmed to think productively rather than precisely.
Later in life, working with a much older and experienced millwright, I found that I was moving at 100 miles per hour and accomplishing about half of what he was able to do moving at half my pace. He made every move count, and he never seemed to have to look for his tools.
I had yet to learn about 5S, something that experienced millwright practiced intuitively. In my frenzy to get a job done, I often would lay down a wrench, drill motor, or screwdriver, only to spend countless minutes looking for them later. After working my way up to journeyman status in a precision sheet metal shop, I learned how 5S could save me frustration and untold hours spent searching for missing tools, paperwork, and material.
A few months ago I parked beside a car and just had to take a photo (see Figure 1). I cannot imagine how or where the driver sat to operate his vehicle. Compare that to the organized assembly workstation in Figure 2. Everything an assembler needs is visible, in its place, and within arm’s reach. Yes, it took some upfront effort to organize this workstation, but the increased productivity made it all worth it.
When and Where to Apply 5S
A simple 5S audit can help determine what the current condition is and prioritize target areas within your office or facility. The worksheet in Figure 3 requires a simple yes-or-no response to five questions in each of the five categories. If you answer yes to every question, the score for that element turns green, showing a score of 5 out of 5. Anything less will produce a rating in yellow or red, an immediate warning that conditions are not what they should be. (Editor's Note: To access a collection of audit worksheets and related material, click here.)
Studies have shown that for each overall rating point increase between one audit and the next, the operator in the audited area recovers about 10 minutes per day. A two-point improvement between audits could likely save upward of 20 minutes each day, allowing time for more value-added activities rather than endless searching. This amounts to more than 83 hours of new capacity over the course of a year. That’s two weeks of newly available time. Imagine the effect multiplied over the entire workforce. That improved 5S score effectively gives you 4% more capacity. And for a $1 million business, that capacity could be worth $40,000.
Who Should Be Involved?
As with any continuous improvement initiative, 5S cannot be mandated or implemented without the input, knowledge, and experience of the people who do the work. For any significant change to be implemented, supported, and sustained effectively, involve the person performing the activities.

FIGURE 1 This car is in serious need of some 5S.
Also involve people from outside the area to offer fresh ideas and raise tough questions. Their input can be incredibly valuable.
How Is a 5S Project Carried Out?
Step 1: Determine the Target Area. Select a target area that meets most of the following criteria:
- The area has a significant need for improvement.
- Employees in the area are, at least to some degree, open and receptive to the idea of change.
- You see financial rewards for improving the 5S condition.
- You might uncover emotional rewards associated with improving 5S conditions. For instance, you might mitigate or even eliminate employees’ frustration.
- Everyone in the organization will plainly see an improved 5S condition. Seeing is believing.
- The kaizen team includes people from the target area.
- You see a reasonably good chance of success and completion, related to the scope (see Step 2).
Step 2: Define the Scope. Clearly define two criteria:
1.Size of the Target Area. I always bring a roll of yellow caution tape with me to physically rope off the target area. This prevents that natural human tendency of project creep: “We’re working over here, but just look at that mess over there.”
2. Time to Complete the Project. Typical 5S projects last three to four days. A one-day project might be as simple as developing a color-coding system for cataloging and storing press brake tooling. A weeklong event might expand that scope to include organizing the entire press brake department as well as marking and labeling aisles and material storage locations.
Nothing frustrates a team more than being pulled away from a project before completion. I would much rather have a team experience the thrill of accomplishment on a smaller project than endure the feeling of failure by scoping too large a project for the time allotted.
Also, don’t forget to standardize. Standardize work instructions, work assignments, and storage methods. For instance, if you purchase or fabricate new storage systems for press brake tooling, make sure they’re all standardized. And if you have any hope for sustainment, you must have adequate training. Be sure to allow time for standardize and sustain activities along with the first three S’s.
Step 3. Perform a Pre-audit. Your 5S team should walk through the target area prior to any project work. Try assigning each team member a specific element to focus on. For example, one person identifies safety-related concerns, such as loose wires, tripping hazards, or oil leaks. Another looks for quality-related issues, such as carpeted assembly tables that have metal shards embedded in them that could scratch cosmetically critical surfaces. A third team member might look for productivity hindrances, such as unnecessary distances traveled or repetitive motion.
Other focus areas might include information-related items, such as outdated and dog-eared work instructions taped to the wall from 2002. What about inventory, like that three months’ worth of hardware accumulated from job overruns?
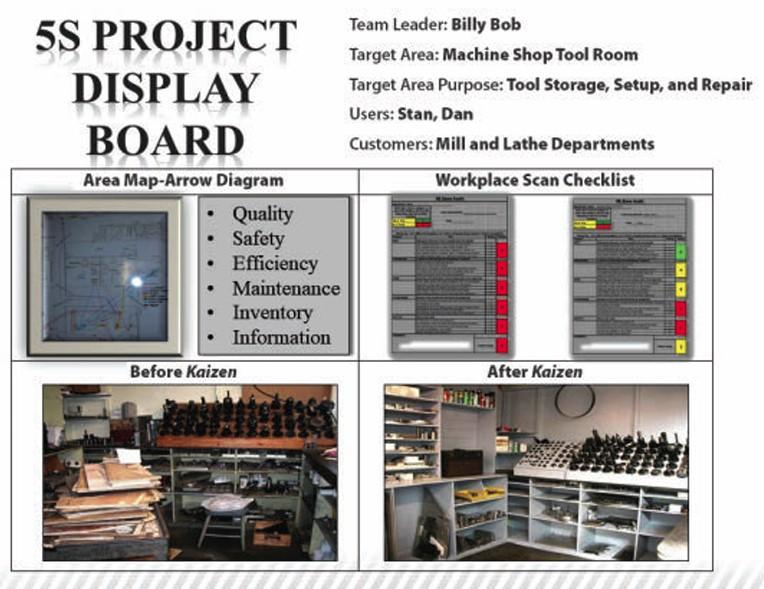
Team members fill out their own 5S audit worksheet, but they don’t stop there. They also record problems uncovered through dialogue with area operators and take “before” photographs to present alongside “after” photos once the project is completed. Displaying these photos on 5S project boards (see Figure 4) helps illustrate the before and after conditions, acknowledging the team’s progress.

FIGURE 2 A workstation after 5S has everything the assembler needs within arm’s reach.
Discoveries made during this pre-audit scan might adjust the scope slightly and affect the size of your 5S improvement team and the red tag holding area (discussed later). Considering this, you might want to perform the scan one week before the 5S event. Also, be sure to identify any special needs that might slow the team’s progress during the actual event.
After the initial scan, the team gathers to discuss each issue identified and generate a list of future-state objectives. For instance, if the assembly area currently has loose wires, the team would identify the desired future condition, such as having those wires zip-tied.
Step 4: Identify the Unnecessary. Identify a red-tag holding area where you’ll place items the team deems unnecessary, as well as those items that need to be moved to another area. To each item, the team attaches a highly visible red tag (hence the term for the area).
Again, when in doubt, move it out. That said, don’t move something out without deliberation. Here, try using the AEIOU technique. When you see an inventory item, machine, tool, or other material, it should be one of the following:
- A: Absolutely necessary. It’s something I use every hour.
- E: Especially necessary. It’s something I use every day.
- I: Important. It’s something I use every week.
- O: Of ordinary importance. It’s something I use monthly.
- U: Unimportant. It’s something I might use once or twice a year.
Using this technique, team members physically touch each item and ask the AEIOU questions. This helps avoid emotional meltdowns by those who might be uncomfortable losing control of an item. A conversation might go something like this:
Kaizen Team: You have 100 cardboard boxes stored here. Do you need all of these?
Operator: Absolutely.
Kaizen Team: So, you use these, every hour?
Operator: Well, no. Only when we make parts for XYZ Corp.
Kaizen Team: How often is that?
Operator: Once a month.
Kaizen Team: Could the supply room provide you these with each monthly order?
Operator: I suppose so.
Kaizen Team: That would free up an entire shelf in your rack, 75 cubic feet.
Operator: I could use that space.
Step 5: Shine. Shining means bringing everything back to its original (new) condition, if possible. Things that are clean are easier to keep clean, and it is easier to see the sources of contamination when everything is spotless. You might need to apply a fresh coat of paint to the floors, walls, ceilings, or machines.
This is why, during the initial 5S event, shine takes the second position, ahead of set in order. Once you firmly establish 5S conditions, shine assumes its permanent position behind set in order.
Shining can be like your chores at home. If doing the dishes is everyone’s job, then it is nobody’s job. But if someone is assigned to do the dishes, the likelihood of the dishes being cleaned is greatly enhanced. The same is true for your shop’s daily, weekly, monthly, quarterly, and annual shine plan: formalize, assign, and document it.
Step 6: Set in Order. A place for everything and everything in its place. That’s good advice for the home and the workplace. Try using shadow boards to identify where hand tools go. Color-coding tools for each workstation can minimize tools walking off and avoid cross-contamination between operators (more important than ever during the COVID era).
Consider the three mobile tool carts in Figure 5. Designed and used by an Oregon tow truck manufacturer, each cart is dedicated to a single team. Sure, some carts have duplicates of the same hand tool, but the assembly teams avoid sharing. Searching for shared tools just took too much time. In fact, they estimate that those three carts eliminated more than 70% of the distance traveled by workers searching for the tools they needed.
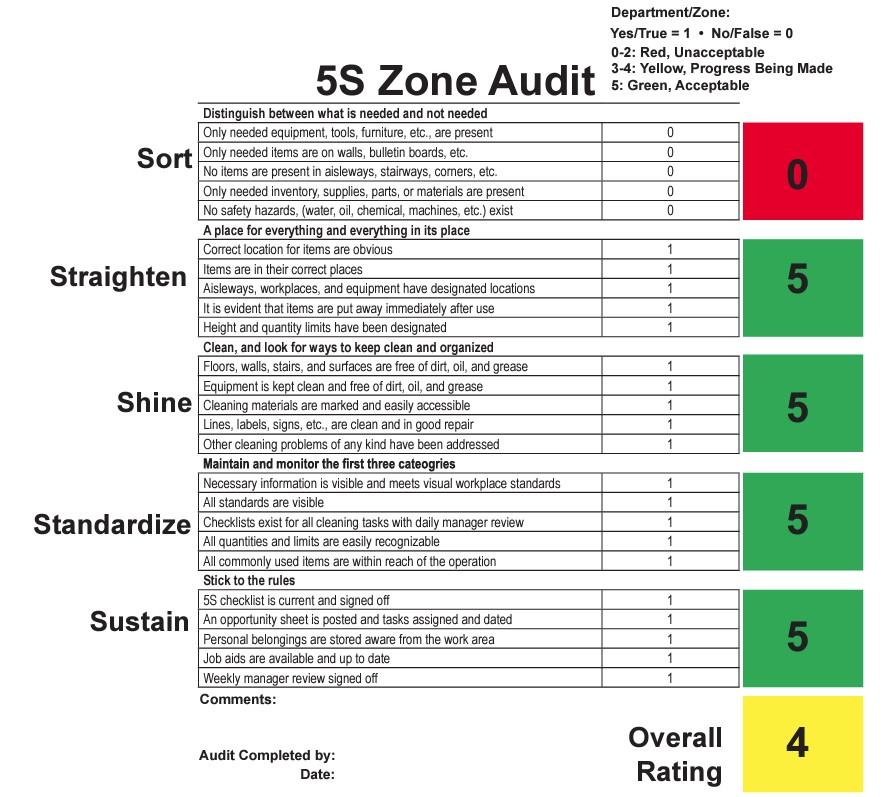
FIGURE 3 This 5S audit worksheet gives you two choices: yes or no. Giving auditors a binary choice keeps things simple and objective.
Step 7: Standardize. Set in order and standardize share a number of common themes. If each machine or work area has similar layouts, cross-functional operators moving between machines or processes can avoid having to learn an entirely new process, saving time, energy, and frustration.
Define and assign clear rules of engagement, such as how tooling is stored and when something should be cleaned or inspected. Adopt color-coding conventions facility-wide, not just for safety-related items like hazard zones, but for ease of matching tools to specific storage locations.
Define and standardize inventory levels. This includes establishing minimum and maximum levels for shop supplies, raw material, hardware, and other necessities. All of this can help reduce inventory carrying costs; improve space utilization; and minimize unnecessary searching, counting, obsolescence, and damage.
Step 8: Perform the Post-audit. Again, sustaining is by far the most difficult of all the S’s. To that end, assign cross-functional teams to audit each other monthly. Packaging cell team No. 1 might audit assembly team No. 3, for example. The team should update 5S project boards continually, celebrate accomplishments, and identify and prioritize opportunities for further improvement.
Simple but Incredibly Effective
Although one of the simplest operational excellence techniques, 5S offers some of the greatest opportunities for engaging teams and building morale. Dollar for dollar, 5S offers one of the quickest paybacks for every project you execute.
Start small, but start. Don’t try to boil the ocean. Divide your facility into a grid or a collection of work centers, assign a team to each, and target a completion date. Even if you execute just one 5S project per month, by dividing your facility into, say, 12 smaller sections or locations, you could be completely transformed within one year.
Put yourself in your customers’ shoes. Imagine how much more confident they (and you) will be in your ability to deliver high-quality product on time and within budget when they walk into your facility after your 5S transformation.
About the Author
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Tips for creating sheet metal tubes with perforations

2
Are two heads better than one in fiber laser cutting?

3
Supporting the metal fabricating industry through FMA

4
JM Steel triples capacity for solar energy projects at Pennsylvania facility

5
Omco Solar opens second Alabama manufacturing facility
