















Director of Metallurgy

Grain, ductility, plastic and elastic deformation, fracture, and cold work are important to the forming process to prevent fracture and cracking and optimize formability. Images provided
Metal fabrication manufacturers select metals to perform a function based on the metal’s physical characteristics. A stainless steel exhaust pipe should resist rusting. A heat exchanger in a jet must endure high temperatures in aggressive service.
Clearly, the way a metal behaves or can behave is critical for function. In these examples, specific alloys would be selected because of the differences in their applications. Metal fabricators must understand stainless steel behavior to be successful in producing stainless steel fabricated products for industry.
One of the most important metal characteristics for fabricators to consider is ductility. Ductility is a material’s ability to deform plastically and to do so without breaking.
The historical process of blacksmithing involved hammering metals into forms. Shapes such as blades are relatively simple to produce because making them does not require complicated bends or forms. However, hammered blades and shapes were a one-off. Each piece was a unique work of art, in a sense. Today metal formers have to produce stainless steel parts to specifications repeatedly. Unlike blacksmithing, there is less “wiggle room” to make on-the-fly corrections.
Deformation permits metals to be formed into specific geometries. Understanding their ductility properties is critical for success. Manufacturers must select an alloy based on its mechanical properties properly to facilitate the necessary forming so that the final form meets required physical characteristics.
Metal fabricators can gain good insight into alloy ductility by observing characteristics such as material elongation (as shown on material certifications), common applications, and work-hardening rates. But ductility occurs at the atomic level. It’s important to look at the atomic level to form a full understanding of what ductility is and why it is important for processes.
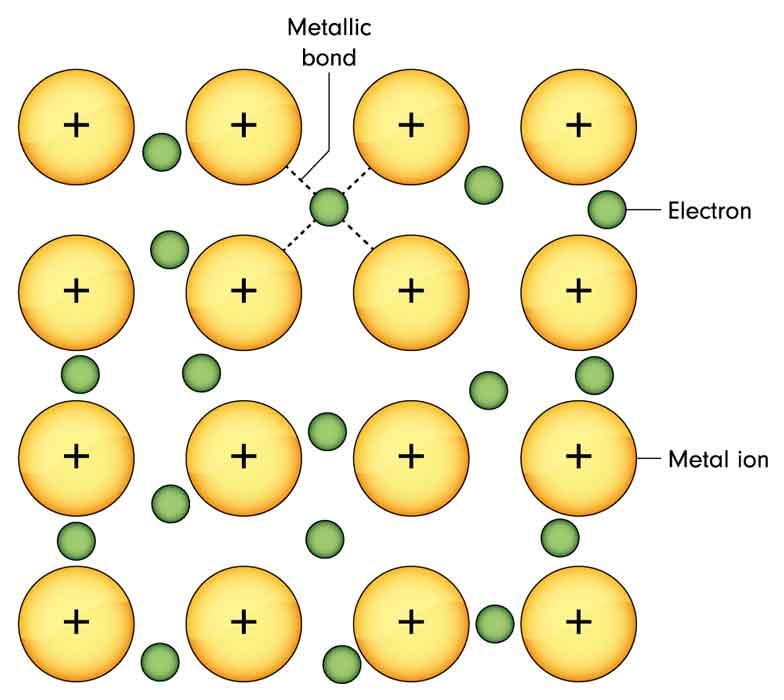
Metals behave differently than other materials. Their ability to be deformed plastically, maintain shape, and maintain strength in deformation is unique. These unique characteristics are derived from the types of atoms in the metal and their bonds. Atomic bonding essentially determines how electrons are transferred or shared among atoms in a material. Bonding keeps atoms together into coherent materials.
Metal atoms stay together with metallic bonds when electrons are shared freely between atoms. The atoms align in 3D, ordered rows known as a crystal lattice.
Metallic bonds permit the movement of atoms through the lattice. It is this atomic movement that defines the plastic deformation capability.
Deformation can occur under compressive or tensile stress. These stress types define all manufacturing processes.

Metal atoms can move through grain bulk more easily than the misaligned grain boundary. Imagine driving down a highway where all the off-ramps are abruptly 10 ft. higher than the highway. To access the off-ramp, a driver would have to physically lift the car 10 ft. in the air.
Metal atom movement in compression is called malleability, and in tension, ductility. Both terms are defined under plasticity, which expresses a material’s ability to be deformed without cracking.
Coining is a compressive manufacturing process that relies on malleability. Deep drawing is a tensile process that relies on ductility.
In both processes, atoms are moved by different methods, but both require atomic movement to work. Consider attempting to coin a porcelain dinner plate. Porcelain is a ceramic that contains covalent bonds as opposed to metallic bonds. Unlike metallic bonds, covalent bonds do not freely share electrons, and that prevents atomic movement. Under pressure, the plate will shatter because of this lack of atomic movement; it cannot deform plastically. For this reason, metal is the best material for coining operations.
Metal atoms solidify into crystalline order during annealing, like ice crystals growing on a cold surface. Atoms nucleate at points and grow outward as more atoms assemble in order. The growing portions eventually encounter a nearby growing nucleation point. These interfaces of assembled atoms that do not align with each other are known as grain boundaries.
The associated groups of differently aligned atoms are known as grains. Metal atoms can move through grain bulk more easily than the misaligned grain boundary. Imagine driving down a highway where all the off-ramps are abruptly 10 ft. higher than the highway. To access the off-ramp, a driver would have to physically lift the car 10 ft. in the air. The highway and the off-ramp both may be easy to drive on, but getting from the highway to the misaligned off-ramp would be more difficult, requiring more energy and different conditions.
Grains themselves in the crystal lattice contain alignment imperfections known as dislocations. Dislocations can occur during recrystallization but develop primarily through cold work. Certain types of dislocations will move if enough stress is applied. Therefore, the movement of dislocations is a movement of the misalignment. Atoms will slip from one side of the misalignment to the other, resulting in the apparent dislocation movement.
Dislocations themselves can also collide from this movement. Much like a traffic jam, the accumulations of dislocations can prevent further dislocation movement.
Ductility is the measure of capable plastic deformation as a result of atomic movement. Restrictions to movement constrain ductility; therefore, dislocation pileup results in less ductility. Additionally, the pileup requires a larger force to move atoms. This effect is called work hardening.
An applied stress that causes metal atoms to move in the crystal lattice permanently is the yield strength. The pileup results in a higher yield strength because more force is required to move atoms. That is why tempered metals have higher tensile strength, yield strength, and hardness.
Elongation decreases with cold work. This is critical to know, because elongation is a measure of a material’s ductility. More specifically, it is the measure of the total plastic deformation a material can accept before breaking. It makes sense that ductility decreases through work hardening, considering a portion of the total potential plastic deformation is used during forming operations.
Metals behave differently than other materials. Their ability to be deformed plastically, maintain shape, and maintain strength in deformation is unique. These unique characteristics are derived from the types of atoms in the metal and their bonds.
Forming operations that exceed the material’s tensile strength, even locally, will be at risk for cracks and fractures. This is critical material failure. The evidence of this failure can be anything from microscopic to catastrophic.
Microscopic failures are dangerous because they run the risk of not being discovered. Although parts with catastrophic failures are obvious and clearly not sold, they can still create problems because they cause tooling damage. Foreign objects generated from the failure or from rough, failed sections can do a lot a damage.
Elongation reduces as the tensile strength increases. Therefore, a material’s tensile strength is considered to be the minimal pressure of all available ductility. This consideration is under specific conditions. The impulse of the applied force can contribute to ductility and fracture.
Melt mills add elements to pure metals to produce alloys. These alloying elements modify metal characteristics such as corrosion resistance and mechanical properties. For example, chromium is added to steel to form a chromium oxide surface layer that improves corrosion resistance. Nickel is added to influence the formation of the austenite crystal phase that modifies the degree of strength. The alloying atoms take space in the crystal lattice, changing how readily atoms can move. Additionally, they can alter how grains nucleate and grow, thereby changing the volume of grain boundaries. The change to atomic movement from these crystallographic changes impacts ductility.
Understanding alloying elements affects the development of new alloys. Type 301 and 305 stainless steels are good examples of the practical implications of ductility. Type 305 stainless exhibits slightly greater elongation than 301 stainless in the annealed condition. In addition, 305 receives less total increase in temper under the same deformation as 301. This means if 305 and 301 are deformed the same amount, 305 will have a lower yield strength but higher elongation. It will start with and end with more ductility under the same deformation.
Ductility after work hardening is an important consideration. More specifically, ductility influences how the final part works.
In a case example, if 301 and 305 are bent at equivalent dimensions, they will end up with different mechanical properties. That is because they have different ductility properties and are work-hardened at different rates, so they end up with different results. In a part dimension, let’s say 305 has a yield strength of 150,000 PSI and 301 has a yield strength of 180,000 PSI. If this dimension received an applied load equivalent to 170,000 PSI, that has exceeded the yield strength of the 305 but not the 301. This means that, theoretically, the 305 will yield and therefore deform. It is a huge problem if the part is not supposed to deform!
Deep drawing is an extreme deformation process that can test the limits of ductility. The process requires significant ductility in all directions. Raw material must be produced accordingly.
Material undergoing deep drawing must be properly drawn and ironed to facilitate the colossal movement of atoms. Additionally, the raw material must be first rolled and annealed to carefully preserve material ductility in preparation for the deep draw.
Alloy selection is paramount as well. There is no point in trying to engineer ductility in an alloy when there is a better alloy alternative available. Also, the considerations for ductility must be balanced with other needed characteristics, such as corrosion resistance or magnetic properties.

Deep drawing is an extreme deformation process that can test the limits of ductility. Material undergoing deep drawing must be properly drawn and ironed to facilitate the colossal movement of atoms. Additionally, the raw material must be first rolled and annealed to carefully preserve material ductility in preparation for the deep draw.
Other forming processes require different considerations of ductility. Stamped parts, for example, frequently require bending into the final shape. Plastic deformation results in permanent atomic movement. Therefore, the final part keeps its bent configuration.
The metal widget must be bent into shape without breaking and then it has to retain its shape. That brings up a lot of ductility concerns. First, the correct alloy must be selected that exhibits the degree of ductility needed.
Second, the processes must be set up to facilitate the material’s work hardening. As the bend is occurring, atoms are creating imperfections (dislocations) which pile up as the bend progresses. These piled-up imperfections, as discussed earlier, define the hardening achieved from the bend, thereby increasing the hardness and tensile and yield strengths in that area. That makes the bend area stronger.
This consideration is critical because the bend’s temper directly contributes to that bend’s springback and, therefore, the dimensional control of the part. Although hardness and tensile and yield strength increase, elongation decreases. Therefore, ductility in a work-hardened area decreases.
Balancing ductility and strength is critical in forming the final part.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
Patrick Brunken, VP of Addison Machine Engineering, joins The Fabricator Podcast to talk about the tube and pipe...





