















Editor-in-Chief
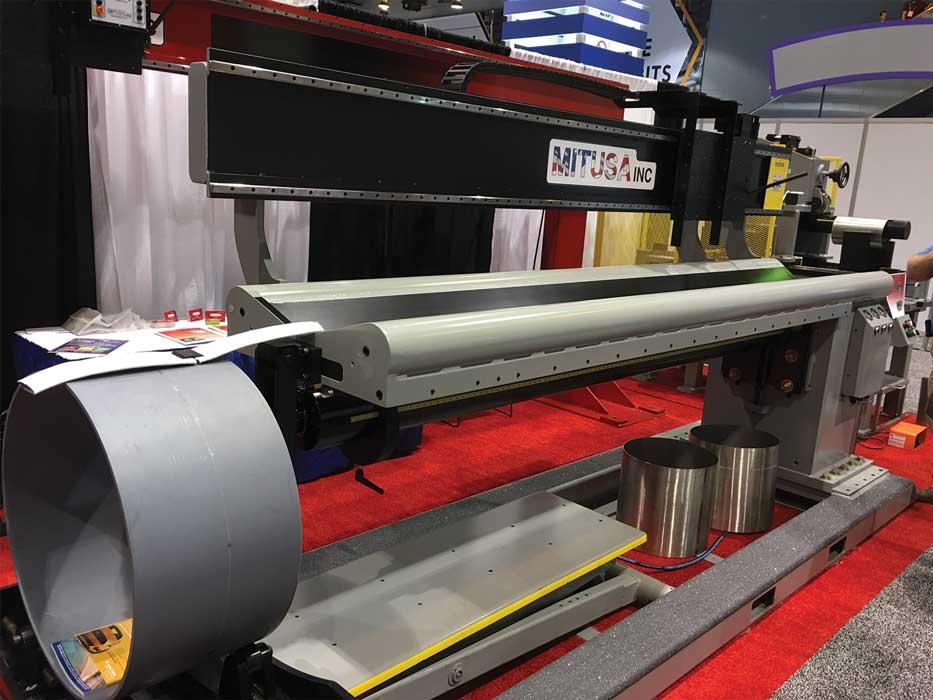
Figure 1
After building seam welders for some customers, Leo Valerio decided he and his team could build more robust equipment than what was available in the market. The fabricator formed a new company, MITUSA Inc., to build this equipment.
Leave it to a veteran metalworker to think of a better way to improve upon an existing design.
Leo Valerio has more than 40 years of metalworking experience. He joined his father’s company, Valco Planer Works Inc., Huntington Park, Calif., in 1986 and has been around long enough to see his younger brother Oscar and daughter Leslie join the business. The company, now known as Valco Precision Works, has fabricating, industrial finishing, sand blasting, and welding capabilities, in addition to planing and general machining offerings. It’s a full-service contract manufacturing shop.Of course, a shop is not able to grow unless it has loyal customers, and the reason customers continue to come back to a shop is that they like the service they get. But it’s more than just delivering parts or products by deadlines. It’s being a source of metalworking knowledge, in addition to being attentive to schedules.
Fabricators get that. Valerio and his team understand that as well. It’s one of the reasons they are now building seam welders.
After being charged with building seam welders for a customer, Valerio believed he could do better than some of the traditional designs that are widely available in the market. He and his team put their minds to the test and debuted their take on the seam welder at the 2017 FABTECH® trade show in Chicago in early November. (These seam welding units are being sold through another company MITUSA Inc. The name stands for “Made in the USA.” Valerio said he planned to develop additional welding automation equipment in the future based on the initial response to this piece of equipment.)
The MITUSA unit (see Figure 1) is designed to deliver high levels of accuracy, according to Valerio. Whereas traditional units use track setups with cam followers to move as the seam is made on the tube or pipe, this new seam welder uses linear rails with bearing blocks.
“That gives the track a much stronger hold and gives you the free travel with your carriage,” Valerio said. “That way you can put more weight on it without worrying about the carriage teetering or tottering.”
This additional strength contributes to more accuracy during the welding process and allows the welding power source to be mounted on the carriage (see Figure 2).
The track is machined to a 0.005-inch straightness tolerance, he added, so that the seam can appear as close to straight as possible.
“Once we improved the mechanical operation, we started looking for the best operator controls. They had to be rugged but flexible to meet the needs of the customer’s application,” Valerio said. MITUSA found those characteristics in controls made by Computer Weld Technology. The company makes a control that is capable of handling any arc welding process, has suitable memory for storing weld programs, and has a user-friendly operator interface.

Figure 2
Power sources of various sizes can be mounted directly to the carriage without affecting welding accuracy, according to company officials. This has the added benefit of minimizing the amount of wiring needed to set up the seam welder, which helps to eliminate a trip hazard.
Valerio and his engineers also tried to make tube and pipe handling a bit easier. They made the base of the unit extra wide to accommodate a hydraulic scissor lift, which can be sized up to 4,000 pounds. Parts can be loaded and unloaded without any obstacles in the way. For external seam welding, operators don’t have to worry about using cranes and chains to guide the tube or pipe into position, which puts humans and equipment at an increased chance of injury.
While the seam welding machines are designed to be accurate and robust, Valerio said his company specifically wanted to address air bag replacement. When activated, the air bags move the fingers into position and clamp down on the tube or pipe to hold it in place for welding. During welding, the top area of the seam welder is open, so spatter from the gas metal arc welding process hits the air bags. While replacement of the air bags because of damage related to exposure to molten metal is not a daily occurrence, the maintenance task does need to take place at least a couple of times per year. The problem with traditional welding units is that to get to the air bags, the operator has to remove all of the spring-loaded fingers, which is a cumbersome job. To remove the fingers, replace the airbag, and put the fingers back in place can take eight hours.
“When we first started building our own seamers, we knew that we wanted to simplify that process,” Valerio said.
In the MITUSA units, an operator can access the air bag by moving an end plate (see Figure 3). With the help of a gripper, the operator can pull out the old air bag, attach the new bag to the old one, fish out the old air bag from the other side, and feed the new air bag into place. The air bag ends then are glued and clamped, and the end plates are put back into place to finish the job. Valerio estimated that the job now takes an hour at most.
These seam welding units are standard builds up to about 16 feet. Valerio said that once they get larger, they become more custom because of the sheer size and weight distribution needs.
As for end uses, Valerio believes a robust seam welding machine has a place in U.S. manufacturing. Metal cylinders for gas tanks, food delivery vehicles, water heaters, and miscellaneous aerospace parts are just some of the applications for the equipment. Leave it to a fabricator to find some more.
MITUSA Inc., 323-312-2002, www.mitusaproducts.com

Figure 3
The air bag slides directly into the opening. This allows for quick replacement of damaged air bags, which are used to close the fingers that grip the tube or pipe to be welded.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





