
















Contributing editor
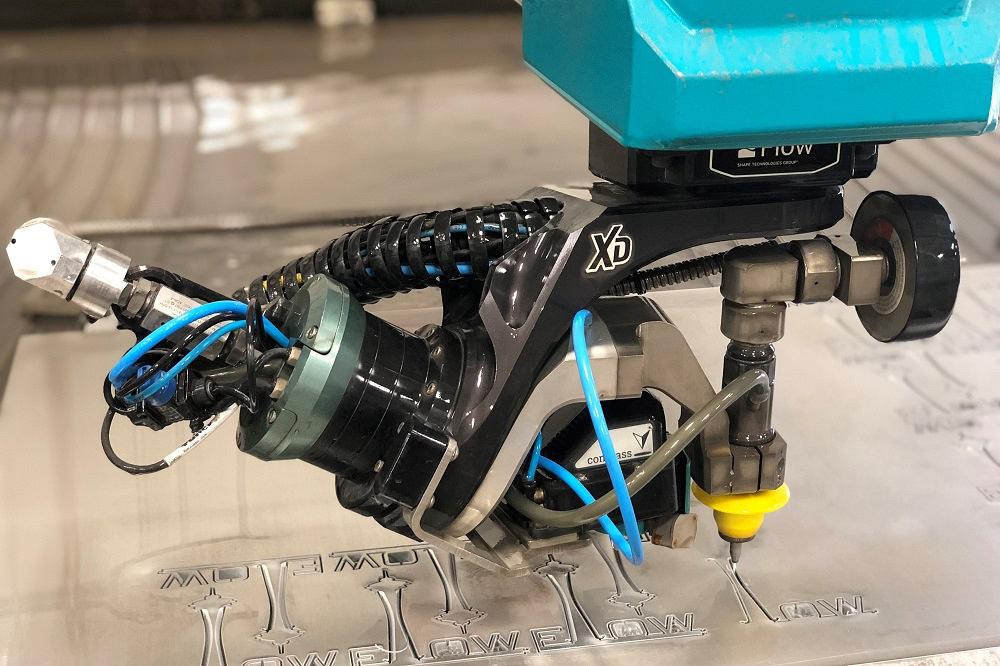
Flow’s Dynamic Waterjet cutting heads use advanced cutting models and proprietary technology to control an articulated wrist that automatically tilts and adjusts to compensate for stream lag and taper during the cutting process. Photo courtesy of Flow Waterjet
Waterjet technology has been used in industry for decades—some reports claim as early as the 1930s—with improvements to pumps, pressure, garnet, and motion control over the years. Abrasive waterjet systems have been used in the metal fabrication industry for 30 to 40 years. So what have been the technology’s top advancements?
We asked several waterjet OEMs—Flow; OMAX, a subsidiary of Hypertherm; KMT; TechniWaterjet; and American Machinery Group/Polaris Waterjet—to give us their spin on how they have advanced the technology over the years to improve cutting speed, cut quality, and user friendliness. In addition, fabricators Meyer Tool Huntersville and FedTech weighed in on which advances they have found to be the most useful to them.
KMT Director, Sales and Marketing Tom Sanders: More than 10 years ago, KMT engineered and launched the Streamline PRO 90,000-PSI ultrahigh-pressure waterjet pumps series, achieving a significant increase in operating pressures from the industry standard of 60,000 PSI to 90,000 PSI in 60-HP and 125-HP pumps.
After hundreds of installations of these PRO series 90,000-PSI pumps, end users are reporting up to 50% increase in cutting speed at 90,000-PSI compared to 60,000-PSI, as well as a 50% savings on the use of abrasive media. Cutting 50% faster has increased the capacity to manufacture more parts at a lower cost per finished product.
The longer the material stays on the machine being cut, the more it is costing the fabricator because of the overhead, including building costs, labor time, and utilities. Cutting faster costs less because everything associated with making the part is lessened.
Flow Intl. Global Vice President of System Sales Brian Sherick: The pump is at the heart of the waterjet cutting system because it pressurizes the water that is fed continuously to the cutting head. The higher pressure of the 94,000-PSI HyperJet pump translates directly into faster cutting speed when the water passes through the cutting head at its orifice. Increases of 30% to 50% in cutting speeds are a direct result of accelerating the waterjet stream to the fastest level available, by increasing pump pressure accordingly. Faster cutting speeds mean more parts can be cut, thereby increasing throughput and ROI.
Higher pressure also reduces the amount of garnet that is consumed during the cutting process, which can reduce the cost per part significantly—typically between 25% and 35%.
OMAX Marketing and Communications Lead Joshua Swainston: Although pump water pressure and linear travel add to the overall speed of cutting, they aren’t the whole story. Waterjet software makes a huge difference.
Waterjet is cutting in a three-dimensional space (even while 2D cutting because of the thickness of the material) using a stream of water that doesn’t naturally want to stay in the shape it’s in when it comes out of the nozzle. That requires advanced dedicated software making thousands of calculations per inch.

TechniWaterjet’s touch-probe height detection option performs terrain mapping on the surface of the material by touching the surface. It detects disparities in thickness and makes compensations in the Z height, allowing the cutting head to automatically adjust its standoff before piercing and during the cutting process. Photo courtesy of TechniWaterjet
Our IntelliMAX integrated software was developed alongside the abrasive waterjet hardware. Referencing cutting models on how the jetstream behaved on the specific configurations of nozzle, abrasive, and material, the software adjusts for what is actually happening on the cutting table. The software recognizes that the water/abrasive is a flexible cutting method rather than a hard tool.
As OMAX IntelliMAX cutting models have improved over the last 25 years, gains in speed and accuracy have occurred. More advanced cutting models, corner passing, and taper compensation translate to better, faster parts right off the cutting table.
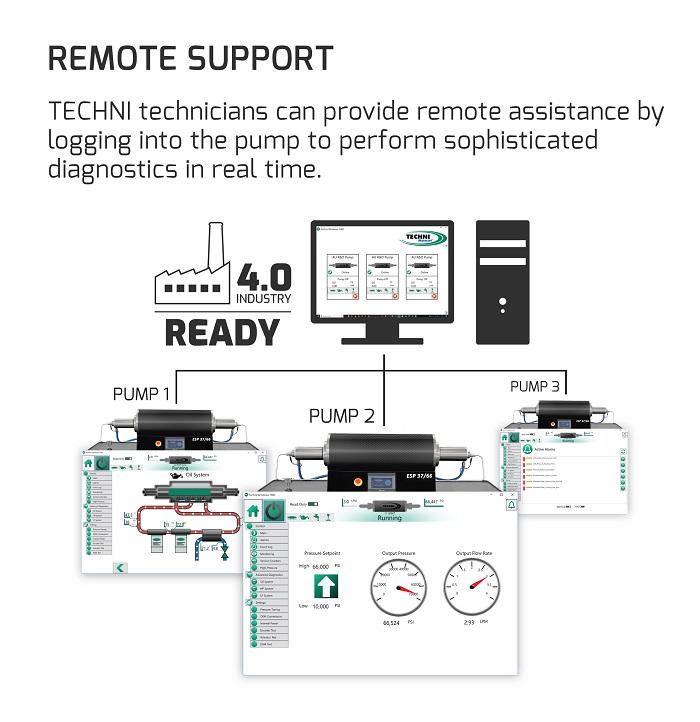
TechniWaterjet VP Sales & Marketing Jim Fields: Advanced diagnostics intelligence increases cutting speed by reducing the amount of overall downtime. This is because it maximizes component life and a predictive maintenance culture versus the status quo of reactive, or preventive maintenance. This feature is also at the heart of lights-out cutting that is designed into our machines.
High-pressure pumps at 87,000- to 90,000-PSI offer faster cutting speeds, though they may come at a higher operating cost than pumps that operate at the 60,000-PSI industry standard. We have been developing, and will release later this year, our own 87,000-PSI pump. We have been slower to release this high-pressure pump because it must meet our design objectives: minimize the increase in operating costs and maximize expected seal life. When we released a 66,000-PSI pump in our servo technology, we did so without increasing cost or sacrificing machine run time. That is in line with our mission statement: “TechniWaterjet is focused on delivering high-quality, innovative waterjet cutting systems which utilize state-of-the-art technology to deliver real and usable benefits for the customer.”
American Machinery Group/Polaris Waterjet Chief Engineer Denis Lufkin: The introduction of ultrahigh pressure increased cutting speeds, but the increased maintenance downtime combined with the high cost of replacement components results in a different economic scenario. Last year our company introduced a new style of ultrahigh-pressure pump that was built on the tried and true engineering of the 60,000-PSI pumps. It has the same maintenance time for seal changes and doesn’t have the component replacement costs of what has been out there.
Sherick, Flow: Dynamic Waterjet taper compensation is critical to improved cut quality. When cutting through metal, all waterjet systems exhibit some stream taper, which, perhaps, can have the most significant negative impact on cut quality and accuracy. To compensate for stream taper, as well as lag, Flow’s Dynamic Waterjet cutting heads use advanced cutting models and proprietary technology to control an articulated wrist that automatically tilts and adjusts during the cutting process. The ability to minimize inherent errors caused by taper and lag allows for the cutting of more accurate, quality parts than those cut with a standard waterjet. Dynamic Waterjet delivers better accuracy and higher quality, less waste, more productivity, and, therefore, a higher ROI.
Fields, TechniWaterjet: Our cutting head design, TechHead, and its integration with other unique features working in concert have created our best cut quality to date.
The best cut quality is achieved through constant and accurate standoff. Terrain mapping allows for constant standoff height, even as the material height changes. As material flatness varies and standoff changes, so does the part geometry. A constant, accurate standoff from the material is critical during angle cutting; the greater the angle, the more critical it becomes.
We offer two options to achieve this—laser sensor and touch-probe detection.

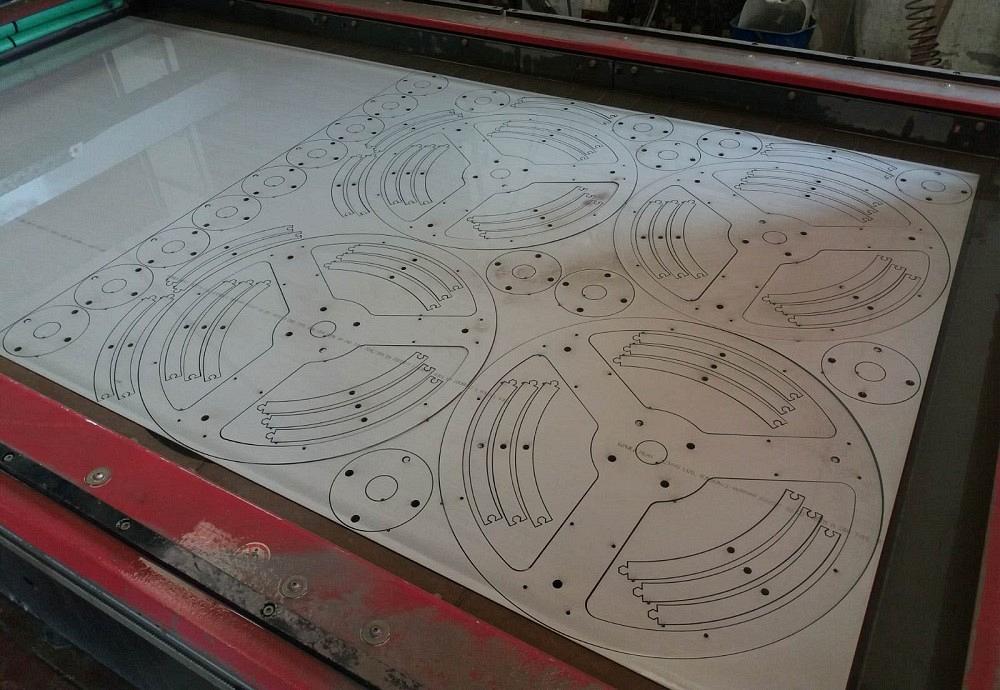
Fabricator FedTech believes that running more cutting heads is a more efficient use of pump horsepower and provides higher cut output for a given amount of pump power. Photo courtesy of FedTech
Laser Sensor. The laser is used as a pointer to find the edges, the center of a hole, and the dot to set the plate origin. This option is done by mapping four corners and the center of a sheet and lines with bevels programmed before cutting the pierce points, path, or full sheet.
Touch-Probe Detection. The touch-probe height detection option performs a reliable and precise terrain mapping on the surface of the material, allowing the cutting head to automatically adjust its standoff before piercing and during the cutting process. The probe touches the surface of the slab, detecting disparities in thickness and making compensations in the Z height. This is particularly important during bevel cutting to prevent unexpected results. This alternative technology to a laser sensor is more effective on polished stainless steel, aluminum, and all reflective materials.
Sanders, KMT: KMT has improved the quality of the cut with the development of two different styles of cutting heads. The AUTOLINE cutting nozzle allows the flexibility of changing out and aligning the orifice jewel inset, based on the materials being cut. As an alternative, the IDE cutting head diamond orifice assembly is a permanently mounted inset diamond and mixing chamber. This eliminates misalignment and overtorquing for peak performance. The IDE cutting head has demonstrated 1,000-plus cutting hours in the field for many applications.
Also, when the waterjet cuts at 90,000 PSI, the diameter of IDE orifice is reduced from 0.014 to 0.011 in., which minimizes the abrasive stream. Increasing the velocity of erosion flow by 50% generates a smoother finished cut.
Swainston, OMAX: Innovations like taper compensation, corner passing, and refined data on hundreds of materials netted a cutting tool that rivals any other machine out there.
In precision cutting applications, it is desirable to obtain near-zero taper conditions. With the development of the cutting model in IntelliMAX software, all the computation and optimization of cutting speed to obtain near-zero taper is done within the software. Therefore, users only need to assign the minimum taper quality feature in the CAM function to any of the geometrical features of the cutting job, and the software will assign the optimum cutting speed automatically. This action significantly reduces the amount of time needed to program the cutting job since there is no need to repeatedly cut and optimize the cutting path.
To obtain near-zero taper, the software will automatically create an optimized toolpath for the A-Jet cutting head. The software not only determines the optimal cutting speed on each entity but also optimizes all acceleration and deceleration profiles. This allows for more precise cutting and significant increases in cutting speed.
Lufkin, American Machinery: Software has improved cut quality the most. The creation of the waterjet cutting model allowed the development of equations and algorithms that provide repeatable cut finishes.
The digital rotary abrasive feeder provides accurately metered, smooth-flowing abrasive feed and eliminates surging and variations in abrasive flow.
The integrated diamond cutting head provides a perfectly centered jet.

KMT engineered and launched the Streamline PRO 90,000-PSI ultrahigh-pressure waterjet pumps series in 60 HP and 125 HP. End users have reported up to a 50% increase in cutting speed at 90,000 PSI over the 60,000-PSI version. Photo courtesy of KMT
Swainston, OMAX: There is consensus that there is a growing shortage of capable—and even new—machinists in the job market, and that trend doesn’t seem to be changing. The ease of use for a waterjet system stems from an uncomplicated CAD-to-CAM process. If a fabricator can learn basic CAD, they can run a waterjet. For the most part, programming a waterjet is a simple process. In fact, most OMAX customers report being able to cut parts on their machines the first day of installation. Many of our advances in software are built-in and run in the background so that new users and experienced users can benefit equally.
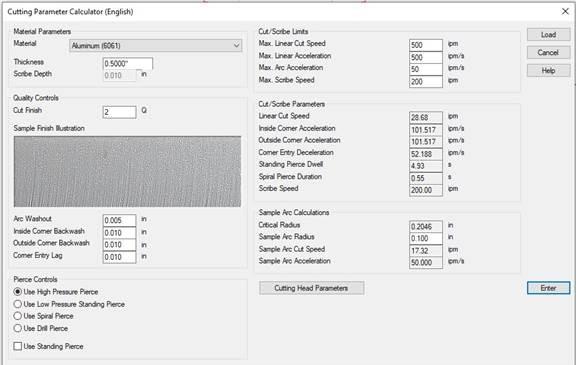
Sherick, Flow: Modeling with intelligent software helps operators of our systems to be as efficient as possible. We equip our waterjets with smart and flexible CAD/CAM software that allows almost any outside file to be imported quickly for precise design and cut mapping. The software is augmented by a user-friendly cutting parameter input menu to enter basic direction such as material type, thickness, and edge finishing; then the software does the rest. We also offer a geometric nesting module that allows small parts to be placed within larger parts to optimize the material as much as possible to eliminate waste. This is part of an integrated control system that connects the ultrahigh-pressure pump, the cutting head, and the XY cutting table.
Fields, TechniWaterjet: Rather than being multimodule—one for CAD creation, one for toolpathing, and another for nesting—our Softec software is a single module for all. This simplifies creating, editing, and cutting, streamlining every step of the process to save valuable time.
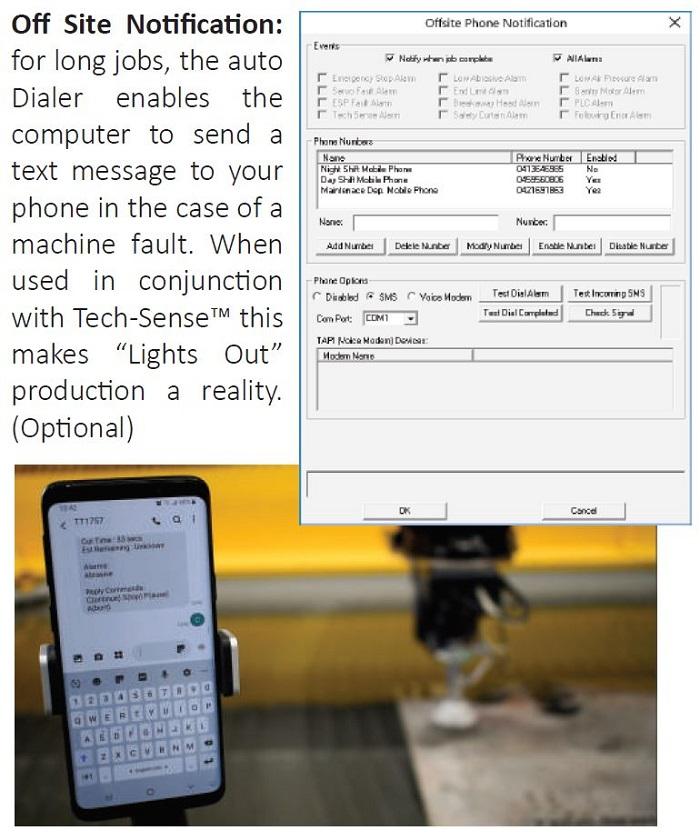
Our Tech-Sense is a combination of a vacuum sensor on the garnet feed line and diagnostics that help detect if the cutting head is operating efficiently. It measures the vacuum, or venturi, in the garnet feed tube. If that changes, the Softec software calculates the meaning of the change, whether it is an orifice failure, plugged or broken focusing tube, garnet blockage, kinked feed hose, intensifier problem, or hose leak. Additionally, it detects slow wear caused by normal usage.
If this system detects anything outside of a set bandwidth of operating parameters, it puts the machine into a feed hold and alerts the operator, manager, or maintenance personnel through SMS notification via test message.
This detection system enables reliable lights-out operations.
Lufkin, American Machinery: User friendliness has three components: software to make the process easy, a gantry/machine design that minimizes maintenance, and a well-designed pump/high-pressure cutting head.
Sanders, KMT: Our service team performs preventive maintenance assistance on all KMT pumps and products, including the PRO 90,000-PSI series pump. Fabricators opting for this service tell us that by leaving the preventive maintenance scheduling to us, they can focus on other aspects of their business. Our patented metal-to-metal seals technology guarantees 500 seal life hours with the purchase of PRO pumps when our service team performs the PM.
Many original equipment manufacturers integrate our components, including ultrahigh-pressure waterjet pumps, cutting head assemblies, and abrasive transfer vessels with their CNC tables.

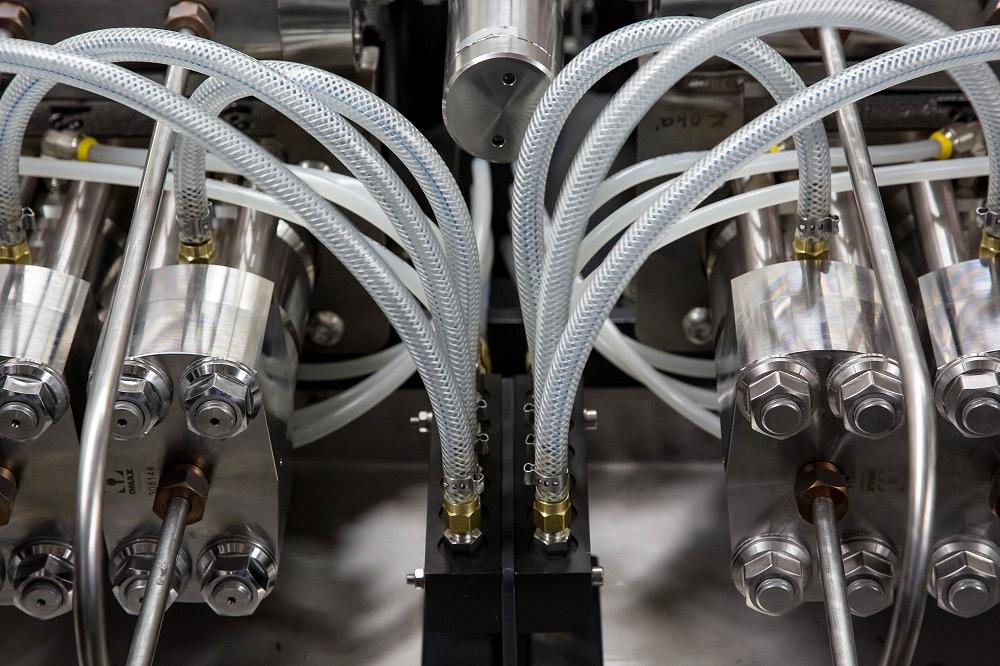
Intensifier pumps increase cutting pressure, thus increasing cutting speed. Photo courtesy of Flow Waterjet
A user-friendly aspect of our 90,000-PSI technology is the maintenance and cleaning time savings associated with the reduced abrasive garnet consumption. Because cutting at that high pressure uses half of the abrasive compared to cutting at 60,000 PSI, this cuts down on the downtime associated with cleaning out the abrasives from the tables, plus the time to transport the abrasive to a landfill.
Fabricators Meyer Tool Huntersville, Huntersville, N.C., and FedTech, Mounds View, Minn., offer some alternative, experiential thoughts.
Meyer Tool uses Microwaterjet equipment for its thin-material fabrications. In that material range, improvements in garnet quality have been the most important, according to Managing Director Steve Parette. “The two major garnet suppliers in the U.S., Barton and GMA, have developed different garnet mesh options to cater to the smaller-diameter abrasive cutting systems that are used for our high-precision cutting applications. Without the proper-sized abrasive particles, our Microwaterjet cutting technology would not be effective.”
All of FedTech’s waterjet pumps are 60,000 PSI from Accustream, now a Hypertherm brand, and CNC tables have all been purchased from various manufacturers separately. FedTech integrates the cutting heads, high-pressure plumbing, and abrasive feeders. FedTech Vice President Eric Chalmers shared his take on what has been most useful to the manufacturer, which is equipped with nine waterjet systems.
"We don’t use higher-pressure pumps, as we believe that running more cutting heads is a more efficient use of pump horsepower and provides higher cut output for a given amount of pump power.
“What has increased waterjet’s cutting speed for us the most is using larger pumps. That helps us to deliver more water flow to more heads, increasing productivity per table,” Chalmers said.
Chalmers credits diamond orifices with improving cut quality significantly. “Diamond orifices last much longer than sapphire and have provided better stream quality over time. While sapphire orifices are less expensive than diamond orifices, they can fail unpredictably. This resulted in early wear to our nozzles, causing poor stream quality, and that resulted in a poor edge finish. Diamond orifices have been more reliable for us and made consistent quality cuts for over 1,000 hours of use,” he added.
Chalmers agreed with other article contributors that waterjet technology’s user friendliness is derived from controllers that have become simpler for the operator to use, and better programming software.

TechniWaterjet’s cutting head design, TechHead, and its integration with other unique features have produced the company’s best cut quality to date. Photo courtesy of TechniWaterjet
Cutting speed, cutting quality, and user friendliness are important aspects of waterjet usefulness, but they must be evaluated relative to each other, as well as to cost and overall productivity, some OEMs warn.
“The narrative, while important, can’t always be about cutting speed,” TechniWaterjet’s Fields said. “If an increase in cutting speed comes at the expense of uptime, additional maintenance cost, and longer time to perform the more difficult maintenance, it is a wash on the bottom line of a production factory. The end game is more cutting within a given timeframe at a reasonable cost.”
Waterjet technology’s versatility should not be overlooked, according to KMT’s Sanders. Having a machine that can cut not only metals, but also glass, stone, marble, wood, and other materials—and the know-how to use it—opens opportunities to be a multimaterial components supplier.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}