
















Editor-in-Chief
¿Necesita una forma omega grande? A veces, la forma más eficiente de crear una forma en una prensa dobladora es teniendo el herramental que haga esa forma de la manera más conveniente posible. Imágenes: Rolleri USA
“He visto a un tipo con una prensa dobladora Pacific de la década de los 50’s, y fue algo digno de ver. Ahora bien, esto es una cosa que sube y martillea al bajar. Es un ciclo sin fin. No hay hidráulica ni nada por el estilo.
“El operador de la prensa dobladora había encontrado una manera de detenerla [antes de que la cortina enganchara el material]. Además, no había topes traseros y él seguía hablando de la 'luz'. Yo estaba confundido. ¿Qué era “la luz”? Le dije: '¿Puedes mostrarme?'
“Me llevó hasta la prensa dobladora y tenía algún tipo de luz en el interior de la viga superior. Cuando el haz de luz bajaba, se detenía en ese punto exacto, aproximadamente 1 mm antes de que el punzón tocara la hoja. La sombra de la luz le decía entonces dónde colocar la pieza de trabajo en ese punzón - y siempre era el mismo punzón. Entonces, si bien no tenía un tope trasero en la prensa dobladora, tenía un punto de referencia. El sabía dónde iba a estar el doblado. De esa manera podría formar una caja y todas las patas tendrían el mismo largo ".
Julio Alcacer, gerente de ventas internacionales de Rolleri USA, compartió esa historia en una conversación sobre los operadores de prensas dobladoras con experiencia que se jubilan y dejan los talleres de fabricación de metales y se llevan años de conocimiento institucional de doblado con ellos. Las personas que tenían la capacidad de escuchar una descripción general de una pieza, planificar el plano, dibujarlo en una hoja y pararse frente a la prensa dobladora para hacerla funcionar son pocas hoy en día. La industria reconoce que incluso los sistemas de control más avanzados no pueden comenzar a capturar todo el conocimiento institucional en las cabezas de estos veteranos de prensas de doblado.
Esa transición generacional en el departamento de doblado conduce a otra discusión sobre lo que se puede hacer para ayudar a las empresas de fabricación de metales que tienen que lidiar con operadores de prensas de doblado inexpertos. ¿Están los gerentes y propietarios de estos talleres colocando a sus empleados en la mejor posición para formar piezas de manera eficiente?
Alcacer estimó que el experto de la prensa dobladora que trabajaba en esa prensa mecánica gigante probablemente estaba produciendo unas 10 piezas por hora en la máquina, un logro verdaderamente notable considerando la situación. Pero si ese operador tuviera herramienta personalizada para hacer el trabajo, ¿cuántas piezas más podrían haberse eliminado? Una estimación de 100 partes por hora es bastante razonable.
Ese es el poder de una herramienta de prensa de doblado personalizada, según Alcacer. Puede hacer que un operador de prensas de doblado sin experiencia sea más productivo desde el principio y pueda elevar aún más la producción de un técnico de doblado experimentado.
Sin embargo, lo que a menudo se interpone en medio este tipo de inversiones es la falta de reconocimiento por parte de la administración porque simplemente no tienen la experiencia de estar frente a una prensa dobladora. Saben que los pedidos de piezas se reciben y que, en última instancia, las piezas salen del muelle de embarque para entregarlas al cliente. Realmente no saben qué sucede en el camino.
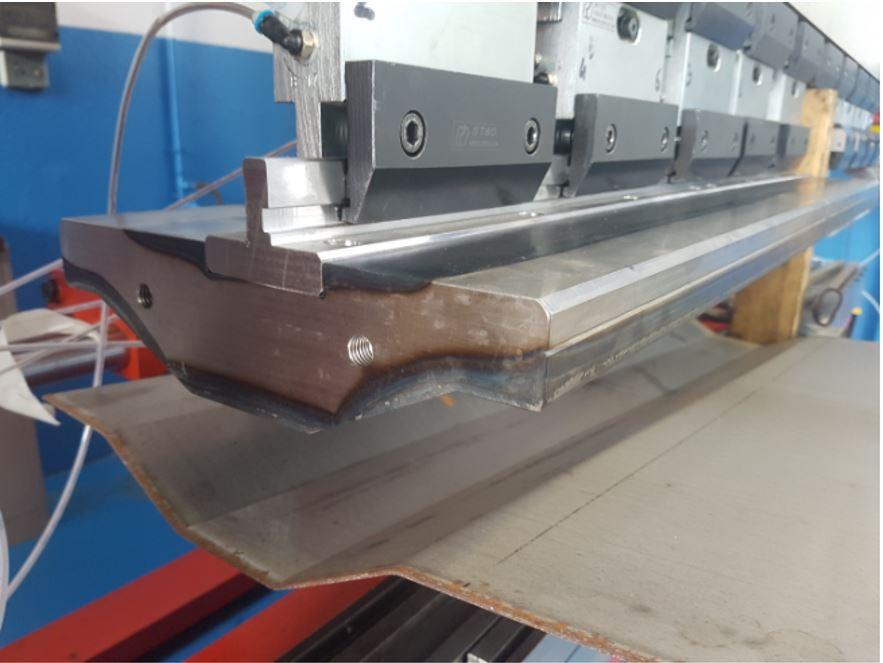
Alcacer puso como ejemplo una forma simple de sombrero. (Piense en la forma como un canal con una base plana y dos lados elevados). Para crear esta forma sin herramental especial, el operador de la dobladora tiene que voltear la hoja tres veces y colocar correctamente la pieza de trabajo contra un tope trasero cuatro veces. Por supuesto, eso suena bastante fácil si no tiene que hacerlo usted mismo y hacerlo repetidamente durante un turno.
Ahora, esta forma se puede doblar en una prensa dobladora porque la base del listón (sombrero) es más larga que las patas laterales. Si la base es más corta, habrá problemas. En este escenario, la única forma de fabricar la pieza de manera eficiente y dentro de la tolerancia es una herramienta personalizada, ya sea una herramienta de sombrero con un extractor para sacar la pieza del dado una vez que se ha formado, o un dado con leva en donde las levas accionadas mecánicamente lleven las patas laterales hacia arriba para formar la parte.

En lugar de voltear una pieza una y otra vez para hacer esta forma de sombrero, el herramental personalizado puede hacer la forma en un solo paso.
Para cerrar la brecha entre lo que se desconoce y lo que es posible con el herramental de prensas dobladoras personalizadas, Alcacer compartió algunas de las solicitudes más frecuentes que su empresa recibe de las empresas de fabricación de metales y cómo el herramental especial ayuda a resolver sus desafíos de doblado.
El doblez Z o un ondulado es a menudo la solicitud más común de los clientes, dijo Alcacer. Es bastante fácil de entender. En un proceso de conformado típico, la pieza de trabajo se dobla con un punzón y un dado estándar y luego se gira para doblar el otro lado. Es un proceso lento, pero funciona. La herramienta personalizada hará esa forma de un solo golpe. También ayuda cuando el salto, donde se hace el doblez, es tan corto que no se puede realizar un proceso normal de dos tiempos.
El asunto radica en que el salto tiene que ser más largo que el espesor del material. Cuando se produce el formado, el material tiene que ir a alguna parte. Si la longitud del doblez es más corta que el espesor del material, ese material no tiene adónde ir.
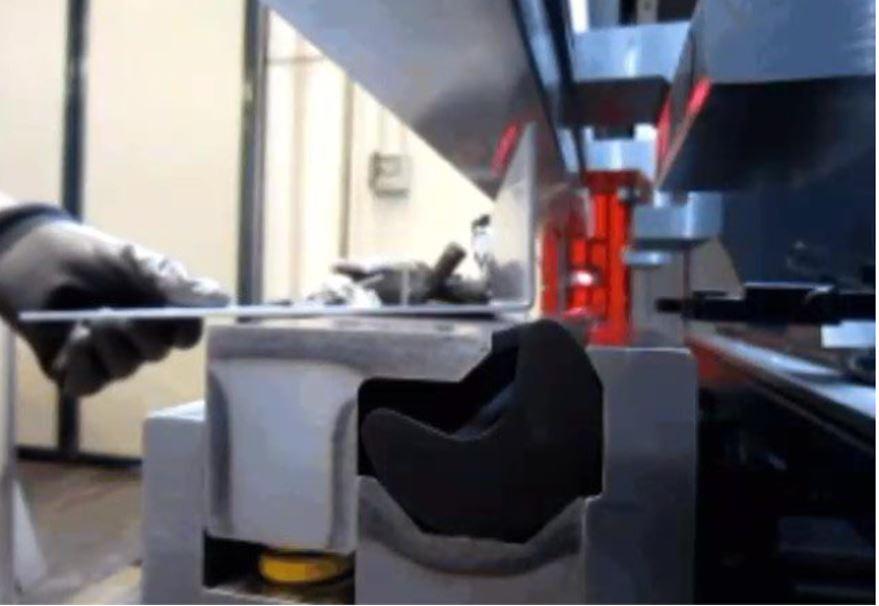
Es difícil intentar formar un rizo en el borde de una pieza de trabajo. A diferencia de una máquina punzonadora que tiene un mecanismo de sujeción para agarrar la hoja de metal, la hoja tiene que ser colocada en la posición correcta en el dado para asegurar un doblado exacto.
El herramental personalizado puede eliminar muchas de las conjeturas que existen acerca de este esfuerzo, según Alcacer. En una herramienta de este tipo, el primer golpe forma parcialmente el rizo cuando el pistón empuja la hoja hacia la abertura del dado curvado.
El operador reposiciona la pieza de trabajo para el segundo golpe, que posteriormente formará el desplazamiento. Luego, el operador lo traslada a otra estación, que muchas veces se puede incorporar en el frente de la misma herramienta en la que se realizaron los golpes iniciales donde el pistón desciende al dado y lentamente fuerza al rizo a ajustarse a la cavidad del punzón, forzando el extremo del rizo en la hoja.
Para crear esta forma de bisagra, el diámetro interno del rizo debe ser al menos 3.5 veces el espesor del material (trabajar con un material blando como el aluminio puede proporcionar cierta libertad de acción dentro de esta regla). Cualquier diámetro menor que ese dará como resultado una chapa metálica que se arrugará o incluso se romperá, dijo Alcacer.
Las piezas largas pueden ejercer demasiada presión al operador de la prensa dobladora. Son incómodas y representan un dolor ergonómico que tratar.
Las piezas grandes que requieren una brida corta son particularmente desafiantes. El operador de la prensa dobladora coloca la pieza de trabajo larga en posición y el punzón desciende para introducir la hoja en la abertura del dado, lo que hace que el resto de la hoja vuele hacia la cara del operador. Incluso si el peso total de la pieza de trabajo podría no ser tanto, el operador aún podría necesitar ayuda para manipular la hoja mientras se mueve durante el doblado.
El herramental personalizado también puede ayudar en esta situación. Alcacer dijo que un dado giratorio evita que la parte larga de la hoja se eleve a medida que se forma la pestaña corta. Describió cómo una pieza de trabajo de 3 pies reaccionaría como una pieza de 2 pulgadas cuando el doblez se hace en su extremo: “Lo que sucede es que el punzón empuja la hoja hacia un dado, con forma de Pac-Man, y el dado gira para formar la forma de 90 grados en el extremo de la hoja. Los otros 3 pies permanecen donde están mientras el otro lado sube. Es como el proceso que generalmente se realiza en un doblador de paneles”.

Una herramienta de bisagra es una manera eficiente de hacer formas conocidas.
Cuando se utiliza un dado giratorio, la profundidad máxima de la brida se rige por el espacio disponible en la cavidad de la herramienta. Alcacer dijo que este tipo de herramienta es muy útil para las prensas dobladoras sin seguidores de chapa frontal y piezas de calibre delgado con patas largas.
Las cajas son formas bastante comunes que se les pide hacer a los fabricantes de metal. Requieren múltiples dobleces y pueden ser un desafío para alguien nuevo en una prensa dobladora.
Alcacer recordó una herramienta que su empresa fabricó para una compañía mexicana que quería una mayor tasa de producción para formar cajas. Se hizo herramental personalizado de aproximadamente 3 pies de largo por 3 pulgadas de ancho para formar la forma del rectángulo con dos patas extremadamente largas y dos lados más cortos de unas cuantas pulgadas. A medida que la viga superior conducía el herramental superior hacia el dado inferior, el herramental inferior formaba las patas largas sin ningún problema. Sin embargo, para formar las patas más cortas, Alcacer dijo que el dado inferior tenía levas que empujaban las patas más cortas a una forma de 90 grados.
Pero el problema real fue sacar la caja ya formada de la herramienta superior cuando la cortina se retrajo a su posición de reposo. No se iba a deslizar sin un poco de ayuda.
“Se nos ocurrió una solución que llamamos 'cuernos móviles'”, dijo Alcacer. Entonces, cuando decimos que la herramienta superior mide 3 pies de largo, básicamente mide 3 pies menos 1 pulgada en cada lado. Los cuernos, que tienen resortes, ocupan esos dos espacios de 1 pulgada. Cuando la herramienta baja, esos dos cuernos se mueven hacia un lado y llenan el espacio de 1 pulgada. Cuando se quita la presión de la herramienta superior, esos dos cuernos se mueven hacia adentro nuevamente. Eso es lo que da el espacio para meter los dedos y sacar la pieza”.
Alcacer dijo que ha visto un creciente interés en el herramental personalizado para doblar varillas porque los operadores sin experiencia tienden a intentar doblar las varillas con herramienta estándar causándoles grandes daños. Es decir, colocan una varilla en la parte superior de la abertura de un dado e introducen un punzón en la varilla. Eso termina arruinando el dado superior.
“Lo que la gente a veces olvida es que se está aplicando fuerza en un área pequeña. Si reduce el área de contacto entre una varilla y la herramienta superior en un espacio muy pequeño, solo está aumentando la presión en ese punto. Terminará rompiendo la herramienta superior”, dijo Alcacer.
La herramienta personalizada está diseñada para eliminar el daño de la herramienta durante el doblado de varillas al aumentar el área de superficie involucrada en el proceso de formado. Esto distribuye la fuerza a través de esa área aumentada.
Debido a que las varillas están disponibles en diámetros comunes tales como ¼ pulgada y ½ pulgada, las formas exactas en el dado superior e inferior se maquinan en el herramental. El operador de la prensa dobladora coloca la varilla en la ranura respectiva e inicia la cortina, y el punzón hace contacto con la varilla y la empuja hacia abajo dentro del dado inferior ranurado.
Debido a que la herramienta personalizada se ajusta a diferentes diámetros de varilla y el precio es ligeramente menor que el de otro herramental especial, Alcacer dijo que las herramientas para doblar varillas se han vuelto muy populares. En broma lo llamó una "herramienta estándar personalizada".
Una herramienta rotatoria ayuda al operador de la prensa de doblado a formar bridas cortas en piezas de trabajo largas.
Todos estos ejemplos de herramientas personalizadas de prensa dobladora resolvieron un desafío de producción específico para las empresas de fabricación de metales. Los líderes de la empresa han hecho la inversión porque sabían que la productividad y la calidad mejorarían.
Alcacer dijo que los herramentales de dobladoras personalizados no deberían comprarse con la idea de que un trabajo eventual podría terminar pagando el herramental. Los herramentales personalizados no son herramientas de uso general. Por ejemplo, una herramienta de bisagra personalizada está hecha para trabajar con un cierto grosor de material y para producir una bisagra de cierto diámetro. Eso es todo. La herramienta de bisagra personalizada no será lo suficientemente flexible como para funcionar en un trabajo similar. Este es un punto importante que el programador y el operador de la prensa deben tener en cuenta.
Además, si un taller no tiene un software de programación de doblado que lleve un seguimiento de sus herramientas de doblado, las herramientas personalizadas se olvidarán fácilmente. Si están fuera de la vista, también estarán fuera de la mente.
Alcacer dijo que los gerentes de compras, los programadores de partes y los operadores de prensas dobladoras deben estar conscientes de lo que los herramentales personalizados pueden hacer por ellos y cuándo es prudente usarlos. Pueden tener un impacto significativo, especialmente cuando una empresa está buscando una mejor manera de formar piezas en la dobladora.
Dijo: “Una vez que te desafían, tienes que esforzarte en encontrar una mejor manera de hacer las cosas. Y cuando te esfuerzas en hacer algo, empiezas a aprender”.



FMA Communications ha introducido al mercado la edición en Español de la revista The Fabricator. Esta versión consiste del mismo tipo de artículos técnicos y sección de lanzamientos de nuevos productos que actualmente presentan el personal de primera categoría de Fabricator en Inglés.
start your free subscriptionIn this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}