















Product Manager for Nonwoven Abrasives

Aplicar suficiente presión de fuerza descendente es clave para maximizar la vida del disco de fibra. Muy poca presión de fuerza descendente resulta en encasquetado, y demasiada fuerza no remueve materiales de manera tan efectiva como la fuerza correcta. Aplique suficiente fuerza para que el grano pueda fracturarse, y luego deje que el abrasivo haga el trabajo.
Preguntas que se hacen los fabricantes de metal al respecto son si están utilizando al máximo sus discos de fibra y si los operadores están cambiando discos demasiado pronto. Esas preguntas pueden contestarse hurgando un poco en la basura. Esto puede que parezca extraño – a nadie le gusta hurgar en la basura – pero examinar algunos discos desechados puede revelar qué tan eficientemente se usaron esos discos y determinar si todavía tienen vida útil.
Reemplazar discos que todavía tienen vida útil genera desperdicio, lo que aumenta el costo de las partes; por otro lado, y más importante, el hecho de que los operadores gasten demasiado tiempo rectificando porque los discos están desgastados aumenta los costos por mano de obra.
Seguir buenas prácticas ayuda a reducir los costos del rectificado, mejorar la seguridad y aumentar la productividad.
Entender y aplicar la presión de fuerza descendente correcta es clave para maximizar la vida del disco de fibra. La presión de fuerza descendente, medida en libras por pulgada cuadrada (PSI), varía con los cambios en el ancho y en la altura del área que se está rectificando, así como el tamaño y el área de contacto superficial del disco. Es importante que el operador ponga atención a las señales de la máquina mientras está rectificando, para evitar sobrecarga.
En un taller de fabricación que hace soportes de acero al carbón para estructuras de concreto, tres operadores diferentes, todos haciendo el mismo tipo de trabajo de acabado, siguieron tres estrategias diferentes para alisar soldaduras para la operación corriente abajo. Todos los operadores usaron rectificadora de ángulo recto de 5 pulgadas operando a 11,000 RPM con una almohadilla de respaldo media enfriada por aire; usaron discos de fibra de grano 36, de 4-1/2 por 7/8 pulgada.
La fuerza exacta que aplicó cada operador se identificó usando una celda de carga.
La presión de fuerza descendente del primer operador fue en promedio 9 PSI en una soldadura de 3/8 de pulgada. El operador usó el mango que viene estándar con una rectificadora de ángulo recto para ayudar a mantener la presión y el control. El operador removió 81 gramos en 2:45 minutos. El disco se desgastó uniformemente y todavía tenía mucha vida útil para seguir trabajando (vea la Figura 1).
La presión de fuerza descendente del segundo operador fue en promedio 6.5 PSI en el mismo tipo de soldadura. Este operador prefirió no usar el mango estándar lateral y lo quitó. Ésta es una práctica común para muchos operadores en el campo, pero reduce el control y crea una fuerza mayor en la mano y en la muñeca del operador. Este operador removió 55 gramos de la parte en 2:24 minutos.
La Figure 2 muestra que las partículas diminutas de metal empezaron a pegarse al grano en los bordes. Esto se conoce como encasquetado. El encasquetado obtiene su nombre porque a los granos individuales se les forma una especie de “casco” de metal. Esto dificulta los efectos de remoción para los que están diseñados los granos cerámicos y otros tipos de granos de precisión. El grano está hecho para volverse romo y luego fracturarse; la fractura expone nuevas puntas filosas para que el disco siga cortando, y reduce el calor durante el rectificado.
Este operador no aplicó suficiente presión de fuerza descendente para permitir que el grano se fracturara por completo; por consiguiente, el calor hizo que el metal se adhiriera al grano.
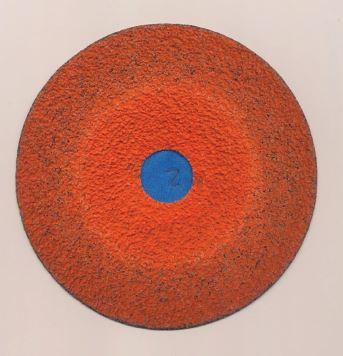
FIGURA 1. Se aplicaron 9.5 PSI de fuerza durante 2:45 minutos y se removieron 81 gramos. Observe el grano uniforme a lo largo del borde de corte. Esto indica que se usaron la fuerza y el ángulo correctos.
El tercer empleado venía de otra área de la planta donde su fuerza física era una ventaja. Él aplicó un promedio de 13.5 libras de presión de fuerza descendente y removió 64 gramos en 1:04 minutos. Como el segundo operador, este operador prefirió no usar el mango lateral, y en su lugar usó la mano libre para presionar la parte trasera de la unidad de cabeza para aplicar más presión. Esta práctica puede ser peligrosa porque sobrecarga la rectificadora, y no hay control si el disco se desliza de la pieza de trabajo durante el rectificado.
La Figura 3 muestra claramente que se aplicó una fuerza excesiva. La fuerza excesiva daña la estructura del grano del disco abrasivo, e incluso reduce el grano en algunas áreas. Todavía le queda vida útil al disco, pero la fuerza excesiva puede dañar no sólo el disco, sino también la almohadilla de respaldo y la rectificadora, creando un riesgo para la seguridad.
Los discos de fibra están hechos para remover una buena cantidad de metal sin la vibración, el ruido y la naturaleza dura de las ruedas de rectificado. Sin embargo, hay límites superior e inferior de presión de fuerza descendente para obtener los máximos beneficios de los discos de fibra. No hay necesidad de aplicar fuerzas extremas para remover metal. Aplique suficiente fuerza para que el grano pueda fracturarse, y luego deje que el abrasivo haga el trabajo por usted a partir de allí.
La mayoría de los fabricantes no usan balanzas, ni celdas de carga ni tienen una prueba para determinar si un disco está completamente usado; sin embargo, si el disco está desgastado uniformemente, deja áreas quemadas por el rectificado y emite un humo azul, ésas son señales de que se debe cambiar el disco para evitar microfracturas.
Es importante que la rectificadora o lijadora sea adecuada para el requerimiento del trabajo. Desgastar cantidades pesadas de material de una pieza de trabajo puede requerir una rectificadora.
Las rectificadoras con un voltaje nominal bajo están hechas para proyectos pequeños que requieren poco tiempo de rectificado. Las rectificadoras de 6.5 amperes no durarán si la cantidad de fuerza requerida para romper el grano es de 9 PSI; se requiere una rectificadora de 10 amperes.
Usar la rectificadora/pulidora equivocada, usar la almohadilla de respaldo incorrecta, atascar o atrapar el disco en la pieza de trabajo, y operar a velocidades excesivas, todas estas acciones son causas importantes de roturas de disco y deben evitarse.
Además de aplicar presión de fuerza descendente de la manera más eficiente y usar la rectificadora adecuada, seguir una selección de buenas prácticas maximizará la productividad en su operación de rectificado y garantizará la seguridad del operador.
Los discos abrasivos de fibra recubiertos tienen un excelente récord de seguridad con pocas roturas de disco y lesiones reportadas. Sin embargo, las roturas y las lesiones pueden y deben prevenirse. Como con la mayoría de los accidentes, el error del operador es un factor importante. Seguir las reglas de seguridad establecidas reducirá la probabilidad de accidentes.
Revise los siguientes consejos sobre el uso correcto del disco adhesivo, la operación de la rectificadora y el equipo de protección personal (PPE, por sus siglas en inglés) adecuado. Si cumple la siguiente lista de verificación y usa la mayor herramienta de seguridad de todas – el sentido común – usted puede eliminar algunos riesgos potenciales de seguridad para evitar roturas de disco y lesiones.

FIGURA 2. Se aplicaron 6.5 PSI de fuerza durante 2:24 minutos, removiendo 55 gramos. Observe las áreas brillantes a lo largo de los bordes. Debido a la fuerza menor que se usó, las partículas diminutas de metal cubrieron el grano, fenómeno también conocido como encasquetado de metal.
___ Inspección la concentricidad de la almohadilla de respaldo en la máquina. Asegúrese de que es la forma correcta y está libre de irregularidades como fracturas (grietas), desgaste excesivo, muescas y cortes en los bordes o en el agujero central. Nunca use un disco sin una almohadilla de respaldo.
___ Haga concordar el disco abrasivo recubierto y la almohadilla de respaldo con la máquina. Nunca use un disco de fibra abrasivo recubierto sin la almohadilla de respaldo del tamaño correcto. La saliente máxima del disco es ¼ de pulgada. Nunca use un disco abrasivo recubierto o almohadilla de respaldo de 9 pulgadas en una lijadora de 5 pulgadas.
___ Inspeccione la existencia de muescas, cortes, desgastes u otro daño visible en el disco abrasivo recubierto, y en caso de existir daño, deséchelo. Use únicamente discos que hagan contacto total con la almohadilla de respaldo y que no estén torcidos.
___ Nunca altere el tamaño o la forma de un disco abrasivo o de una almohadilla de respaldo.
___ Nunca use otro disco como almohadilla de respaldo.
Revise y siga todas las recomendaciones del fabricante de la máquina y del disco de fibra. No use un disco abrasivo recubierto en una máquina desconocida sin obtener las instrucciones de la máquina y seguirlas.
___ Antes de montar un disco para cualquier tipo de reparación de máquina, desconecte la rectificadora/lijadora de su fuente de energía para descartar la posibilidad de que la máquina arranque accidentalmente durante las operaciones de montaje o reparación.
___ Revise la existencia de desviación (bamboleo) en el eje la rectificadora/lijadora. Si hay alguna desviación, repare o reemplace el eje.
___ Seleccione la rectificadora o lijadora correcta para el trabajo. Usar una rectificadora para lijado o rebajado ligero puede causar lesiones. Por el contrario, una herramienta demasiado pequeña o de poca potencia puede causar problemas de seguridad debido a que forzar la máquina y el disco abrasivo puede hacer que el disco se deslice, se atore o se rompa.
___ Nunca exceda la velocidad nominal (marcada en RPM) de una almohadilla de respaldo.

FIGURA 3. Se aplicaron 13.5 libras de fuerza durante 1:04 minutos y se removieron 64 gramos. La pérdida de grano es evidente por la fuerza excesiva, lo que reduce la vida y causa desgaste de la máquina y fatiga del operador.
___ Revise la existencia de desgaste en la rosca de la tuerca de retención del disco. También revise que haya un ajuste perfecto y contacto total de tres puntos, excepto cuando se usen sistemas de cambio rápido o sin llave.
___ Use el equipo correcto para montar el disco. Nunca use adhesivos para fijar discos a almohadillas de respaldo.
___ Si se usa una rectificadora o si la lijadora está equipada con una guarda, debe usarla; las guardas previenen lesiones. Nunca quite una guarda suministrada por el fabricante de la máquina.
___ Muchas lijadoras accionadas por aire, como por ejemplo las lijadoras de aire con mango de pistola, son máquinas sin control. Por lo tanto, como con muchas herramientas neumáticas, se deben usar reguladores de aire en cada estación de trabajo. La velocidad de la lijadora está determinada por la presión de aire alimentada a la herramienta. Si la máquina está diseñada para operar a 20,000 RPM a 90 PSIG, no exceda esa presión de aire; la velocidad de la máquina puede aumentar exponencialmente. ¡Nunca monte una rueda rectificadora aglomerada en una lijadora de aire con mango de pistola!
___ Si seleccionó una herramienta de potencia eléctrica, asegúrese de usar el voltaje correcto. Nunca conecte una lijadora/rectificadora diseñada para 110 volts en una fuente de energía de 220 volts. Tome todas las precauciones normales para herramientas eléctricas.
___ Revise regularmente que no haya grietas ni áreas desgastadas en los cables eléctricos y mangueras de aire.
Revise todas las instrucciones especiales de rectificado y manejo con el fabricante de los materiales de trabajo. Si está rectificando materiales inflamables u otros materiales peligrosos, busque instrucciones sobre equipo especial para contención de fuego, materiales extintores y otros requerimientos especiales.
El PPE es una precaución importante para operadores y personas cercanas a operaciones con abrasivos recubiertos. Usar el equipo de seguridad correcto puede salvar ojos, extremidades y oídos, y ayuda a prevenir problemas respiratorios futuros. Use siempre el PPE adecuado enumerado a continuación:
La humedad y la temperatura son los dos factores más importantes que influyen en el desempeño de los abrasivos recubiertos. Los respaldos y adhesivos son sensibles a la temperatura y a la humedad de su entorno. Un almacenamiento incorrecto o inadecuado puede dañar los discos, haciéndolos ineficaces e inseguros.
La humedad excesiva puede causar que el respaldo de fibra de un disco absorba humedad y se enrolle (forma convexa como el cuerpo de un taco) llamada combado. Nunca deben usarse discos combados o enrollados. Un disco en esta condición puede atorarse en la pieza de trabajo, haciendo que se rompa. La humedad excesiva también podría suavizar el aglomerado adhesivo, haciendo que el disco perdiera grandes cantidades de granos abrasivos.

Nunca exceda la velocidad nominal (marcada en RPM) de una almohadilla de respaldo.
La resequedad excesiva puede causar que el disco se arquee o se enrolle hacia abajo (forma cóncava), y que se vuelva quebradizo y pierda flexibilidad.
Las temperaturas frías causarán una condición de fraguado en frío. En consecuencia, estos productos deben almacenarse a temperatura ambiente.
Para mantener su disco plano y seguro, siga las instrucciones de almacenamiento del fabricante.
Almacene discos abrasivos a una humedad relativa de 40% a 50% y a una temperatura de 60 a 80 grados F (de 15 a 29 grados C). Proteja los discos contra exposición al agua u otros fluidos y solventes. Los discos abrasivos recubiertos deben almacenarse al menos 4 pulgadas (10 cm) arriba de la superficie de pisos de concreto; lejos de ventanas abiertas; fuera de la luz solar directa; y lejos de fuentes de calor como radiadores, tubos de vapor y ventilaciones de escape de aire acondicionado.
Almacenar discos abrasivos recubiertos en su empaque original ayudará a protegerlos. Si el empaque se recibe dañado, el producto no debe usarse. Regrese los productos dañados a su fabricante. Nunca use ganchos al manejar o transportar contenedores de abrasivos recubiertos.
Rote los productos en almacén, usándolos bajo el principio de “el primero que entra es el primero que sale”.

Es importante que la rectificadora o lijadora sea la adecuada para el requerimiento del trabajo. Usar la rectificadora/lijadora equivocada, usar la almohadilla de respaldo incorrecta, atascar o atrapar el disco en la pieza de trabajo y operar a velocidades excesivas, todas estas acciones son causas importantes de roturas de disco.


FMA Communications ha introducido al mercado la edición en Español de la revista The Fabricator. Esta versión consiste del mismo tipo de artículos técnicos y sección de lanzamientos de nuevos productos que actualmente presentan el personal de primera categoría de Fabricator en Inglés.
start your free subscriptionPatrick Brunken, VP of Addison Machine Engineering, joins The Fabricator Podcast to talk about the tube and pipe...





