















Project Engineer

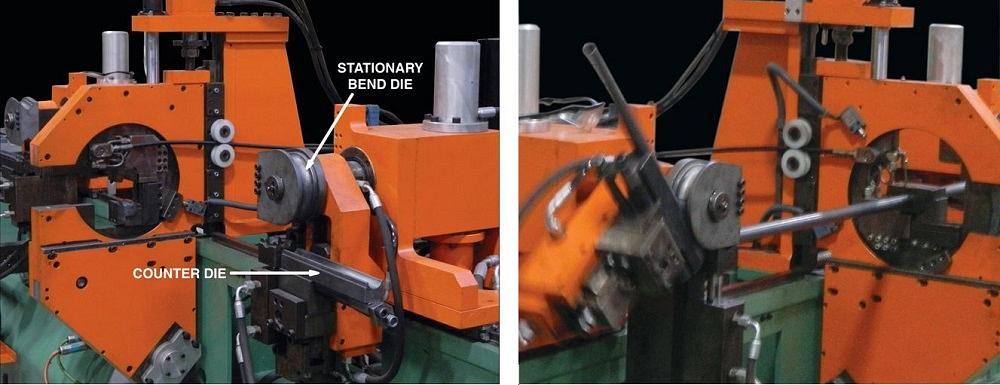
Una operación de doblado con mandril inicia su ciclo. Un mandril se inserta en el diámetro interior del tubo. El dado de doblez (a la izquierda) determina el radio. El dado de sujeción (a la derecha) guía al tubo alrededor del dado de doblez para establecer el ángulo.
En toda la industria, la demanda de doblado complejo de tubo no disminuye. Ya sea para componentes estructurales, equipo médico móvil, bastidores para vehículos utilitarios o todo terreno, o incluso barras metálicas de seguridad en cuartos de baño, cada proyecto es diferente.
Para lograr los resultados deseados se requiere buen equipo y, especialmente, la destreza adecuada. Y como en las demás disciplinas de la manufactura, el doblado eficiente de tubo empieza con los factores esenciales, los conceptos fundamentales que forman la base de todo proyecto.
Algunos factores esenciales ayudan a determinar el alcance de un proyecto de doblado de tubo o tubería. Factores como el tipo de material, el uso final y el uso anual estimado impactan directamente los procesos de manufactura, los costos correspondientes y el tiempo de entrega.
El primer factor esencial es el grado de doblez (DOB, por sus siglas en inglés), o el ángulo al cual se forma el doblez. Luego está el radio de línea central (CLR, por sus siglas en inglés), el cual va a lo largo de la línea central de la tubería o tubo que se va a doblar. Como regla, el CLR más estrecho que se puede alcanzar es una vez el diámetro de la tubería o tubo. Duplique el CLR para calcular el diámetro de línea central (CLD, por sus siglas en inglés), la distancia desde el eje de línea central del tubo o tubería hasta la otra línea central de un doblez de retorno de 180 grados.
El diámetro interior (ID, por sus siglas en inglés) se mide a través de la parte más ancha de la abertura interior de una tubería o tubo. El diámetro exterior (OD, por sus siglas en inglés) se mide a través del área más ancha de una tubería o tubo, incluyendo la pared. Finalmente, el espesor nominal de pared se mide entre la superficie exterior y la interior de una tubería o tubo.
La tolerancia estándar industrial es ±1 grado en ángulos de doblez. Cada compañía tiene un estándar interno, el cual puede determinarse en el equipo que se está usando al igual que la experiencia y el conocimiento del operador de máquina.
El tubo se mide y se hace referencia a él de acuerdo con su OD y su calibre, es decir, su espesor de pared. Los calibres comunes incluyen 10, 11, 12, 13, 14, 16, 18, y 20. A menor calibre, más gruesa es la pared: un tubo calibre 10 tiene una pared de 0.134 pulgadas, mientras que un tubo calibre 20 tiene una pared de 0.035 pulgadas. Un tubo con OD de 1½ pulgadas y una pared de 0.035 pulgadas se indica en la impresión de piezas como tubo “1½ pulgados calibre 20 tiene.
La tubería es especificada por el tamaño nominal de tubería (NPS, por sus siglas en inglés), un número adimensional en pulgadas que describe el diámetro, y una cédula (o SCH) para el espesor de pared. La tubería tiene diversos espesores de pared, dependiendo de su uso. Las cédulas populares incluyen SCH 5, 10, 40 y 80.
Una tubería con un OD de 1.66 pulgadas y una pared de 0.140 pulgadas se describe en un dibujo de parte mediante el NPS seguido por la cédula—en este caso, “tubo 1 ¼” SCH 40”. Las tablas de cédulas de tubería especifican el OD y el espesor de pared para un NPS y cédula correlacionados.
El factor de pared, la relación entre el OD y el espesor de pared, es otro elemento vital en el doblado de tubo. Trabajar con material de pared delgada—calibre 18 o menor—puede requerir más soporte en el arco del doblez para evitar arrugas o colapso. En este caso, un doblez de buena calidad requerirá un mandril junto con otro herramental.
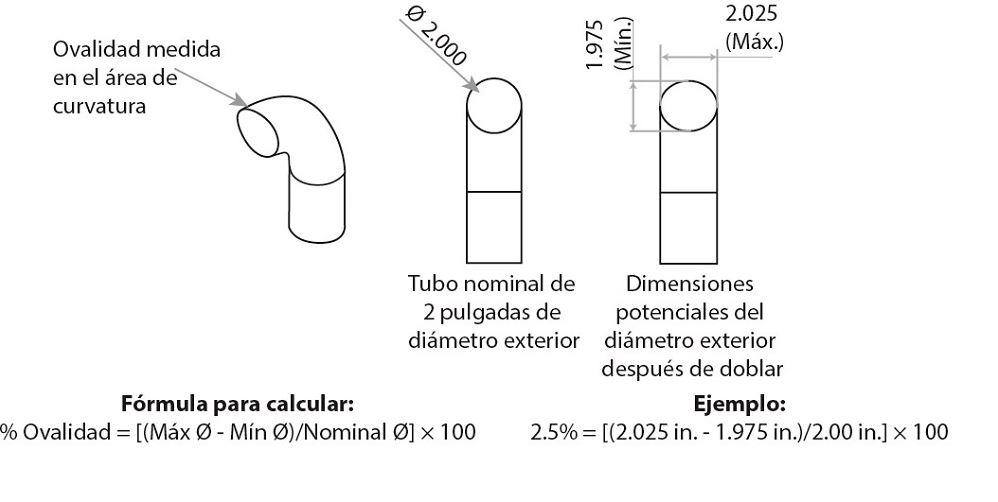
FIGURA 1. Para calcular el porcentaje de ovalidad, la diferencia entre el OD máximo y mínimo divídala entre el OD nominal.
El otro elemento importante es el D de doblez, el diámetro del tubo en relación con los radios de doblez, con frecuencia expresado por las veces que el radio de doblez es más grande que el valor de D. Por ejemplo, un radio de doblez 2D de un tubo con OD de 3 pulgadas sería 6 pulgadas. Mientras mayor sea el D de doblez, más fácil será formar el doblez; y mientras menor sea el factor de pared, más fácil será el doblez. Esta correlación entre el factor de pared y D de doblez ayuda a determinar lo que se necesitará para empezar un proyecto de doblado de tubo.
Algunas especificaciones de proyecto requieren tubo o tubería de pared más delgada para manejar costos de material. Sin embargo, una pared más delgada puede requerir más tiempo de producción para mantener la forma y la consistencia del tubo durante el doblez y eliminar la posibilidad de arrugas. En algunos casos, estos costos extra de mano de obra exceden los ahorros en material.
Cuando se dobla un tubo, puede perder su forma 100% redonda cerca y alrededor del doblez. Conocida como ovalidad, esta desviación se define como la diferencia entre la dimensión máxima y mínima del OD de un tubo.
Por ejemplo, después del doblado, un tubo con OD de 2 pulgadas podría medir 1.975 pulgadas. Esta diferencia de 0.025 pulgadas es el factor de ovalidad, el cual debe quedar dentro de la tolerancia aceptable (vea la Figura 1). Las tolerancias para la ovalidad pueden ir de 1.5% a 8% dependiendo del uso final de la parte.
Los factores principales que afectan la ovalidad son el D de doblez y el espesor de pared del tubo. Al doblar radios estrechos en material de pared delgada puede ser difícil mantener la ovalidad dentro de la tolerancia, pero puede hacerse.
La ovalidad se controla poniendo un mandril dentro del tubo o tubería durante el doblado o, en algunas especificaciones de partes, usando desde el inicio tubo estirado en frío sobre mandril (DOM, por sus siglas en inglés). (El tubo DOM se produce a tolerancias de ID y OD sumamente exigentes.) Mientras más pequeña sea la tolerancia de ovalidad, más herramental y tiempo de producción potencial se necesitarán.
Las operaciones de doblado de tubo usan equipo de inspección especializado para verificar que la parte formada cumpla los requerimientos de tolerancia y especificaciones (vea la Figura 2). Los ajustes necesarios pueden transmitirse a la máquina CNC según se requiera.
Doblado por rodillos. Ideal para producir dobleces de radio grande, el doblado por rodillos implica alimentar la tubería o tubo a través de tres rodillos en una configuración triangular (vea la Figura 3). Los dos rodillos exteriores, usualmente fijos, sostienen la parte inferior del material mientras que el rodillo interior ajustable presiona la parte superior del material.
Doblado por compresión. En este método bastante fácil, el dado de doblez permanece fijo mientras que un punzón dobla o comprime el material alrededor de un aditamento. El método, el cual no usa mandril, requiere un ajuste exacto entre el dado de doblez y el radio de doblez deseado (vea la Figura 4).
Doblado por arrastre. Una de las formas más comunes de doblado de tubo, doblado por arrastre (también conocido como doblado con mandril) usa un dado de doblez, dado de presión, junto con un mandril. Un mandril es un inserto o núcleo de barra metálica que soporta a la tubería o tubo mientras éste es doblado. El uso de un mandril evita que el tubo se colapse, se aplane o se arrugue durante el proceso de doblado, manteniendo y protegiendo la forma del tubo (vea la Figura 5).

FIGURA 2. El equipo especializado ofrece diagnóstico en tiempo real, lo que ayuda al operador a confirmar las especificaciones de la parte o a atender correcciones necesarias durante la producción.
Dentro de esta disciplina está el doblado de radios múltiples, usado para partes complejas que requieren dos o más radios de línea central. El doblado de radios múltiples también es ideal para partes con un radio grande de línea central (donde el uso de herramental duro puede no ser una opción), o para partes complejas que necesitan ser formadas en un ciclo completo.
Para hacer ese tipo de doblado, una máquina de doblado por arrastre se configura con dos o más juegos de herramientas, uno para cada radio requerido. Configuraciones personalizadas en máquinas dobladoras de cabeza dual—una para doblado a la derecha y otra para doblado a la izquierda—pueden producir radios tanto pequeños como grandes en la misma parte. Los cambios entre cabezas de doblado a la izquierda y a la derecha pueden repetirse las veces que se requiera, lo que permite que formas complejas se formen por completo sin quitar el tubo ni involucrar a otra máquina (vea la Figura 6).
Para empezar un trabajo, un técnico configura la máquina de acuerdo con la geometría de tubo listada en la hoja de datos de doblez o en la hoja de producción, introduciendo o cargando las coordenadas de la hoja junto con los datos de longitud, rotación y ángulo. Luego viene una simulación de doblado para asegurar que el tubo no tendrá obstáculos en la máquina y en el herramental durante el ciclo de doblado. Si la simulación revela colisiones o interferencia, el operador ajusta la máquina según sea necesario.
Aunque este método comúnmente se requiere para partes de acero o acero inoxidable, puede aplicarse en la mayoría de los metales industriales, espesores de pared y longitudes.
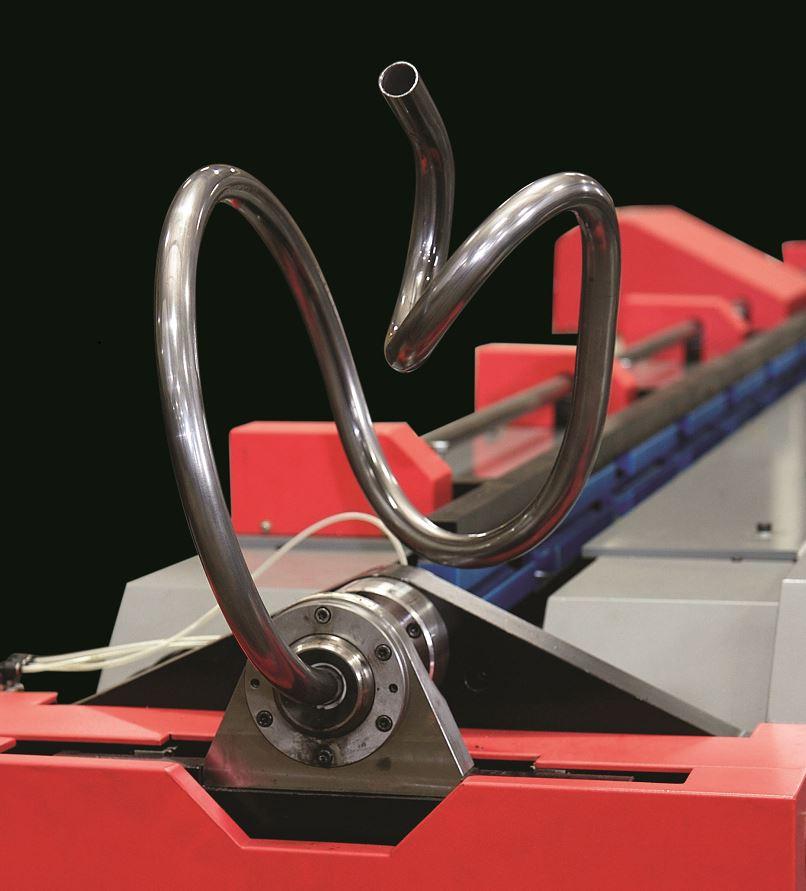
Doblado de forma libre. Uno de los métodos más interesantes, el doblado de forma libre usa un dado del tamaño de la tubería o tubo que se está doblando (vea la Figura 7). Esta técnica es ideal para ángulos mayores a 180 grados o para dobleces de radios múltiples con pocas o ninguna sección recta entre cada doblez (el doblado por arrastre tradicional requiere cierta sección recta para que se agarre el herramental). El doblado de forma libre no requiere sujeción, por lo que elimina toda posibilidad de marcado del tubo o tubería.
Los tubos de pared delgada—usados comúnmente para maquinaria de alimentos y bebidas, partes de muebles y equipo médico o para el cuidado de la salud—es ideal para el doblado de forma libre. Por el contrario, las partes con espesor de pared grueso pueden no ser candidatos viables.
Se necesita herramental para la mayoría de los proyectos de doblado de tubo. En el doblado por arrastre, las tres herramientas más importantes son dado de doblez, dado de presión y dado de sujeción. Dependiendo del radio de doblez y del espesor de pared, también pueden necesitarse un mandril y un dado limpiador (wiper) para lograr un doblez aceptable. Las partes con dobleces múltiples requieren un collar, el cual se agarra y suavemente se cierra en el exterior del tubo, rota según se requiera y mueve el tubo para el siguiente doblez.
Fundamental para el proceso, el dado de doblez forma el radio de línea central de la parte. El dado de canal cóncavo del dado se acopla con el OD del tubo, ayudando a sostener el material mientras es doblado. Mientras tanto, el dado de presión sujeta y estabiliza el tubo conforme éste se envuelve al dado de doblez. El dado de sujeción funciona en tándem con el dado de presión, apalancando el tubo contra la sección recta del dado de doblez conforme éste se mueve. Moviéndose hacia el extremo del dado de doblez, un dado limpiador (wiper) se usa cuando se necesita para alisar la superficie del material, soportar la pared del tubo y evitar arrugas y franjas.
Un mandril, un inserto de aleación de bronce o acero cromado que soporta la tubería o tubo, evita que el tubo se colapse o se retuerza y minimiza la ovalidad. El tipo más común es el mandril de bola. Ideales para dobleces de radios múltiples y usados para piezas de trabajo con espesores de pared estándar, los mandriles de bola se usan en tándem con un dado limpiador (wiper), de sujeción y de presión; juntos, aportan la presión requerida para sujetar, estabilizar y suavizar el doblez. Un mandril de tapón es una varilla sólida usada en dobleces de radio grande en tubo de pared gruesa que no requiere un limpiador. Un mandril con forma es una varilla sólida con un extremo curveado (o formado) que se usa para soportar el interior del tubo o tubería de pared gruesa que se esté doblando a un radio promedio. Además, los proyectos que requieren tubos cuadrados o rectangulares necesitan mandriles especializados.
El doblado exacto requiere herramental y configuraciones adecuadas. La mayoría de las compañías de doblado de tubo tienen un inventario de herramental. Si no se cuenta con herramental, éste debe conseguirse para un radio de doblez específico.
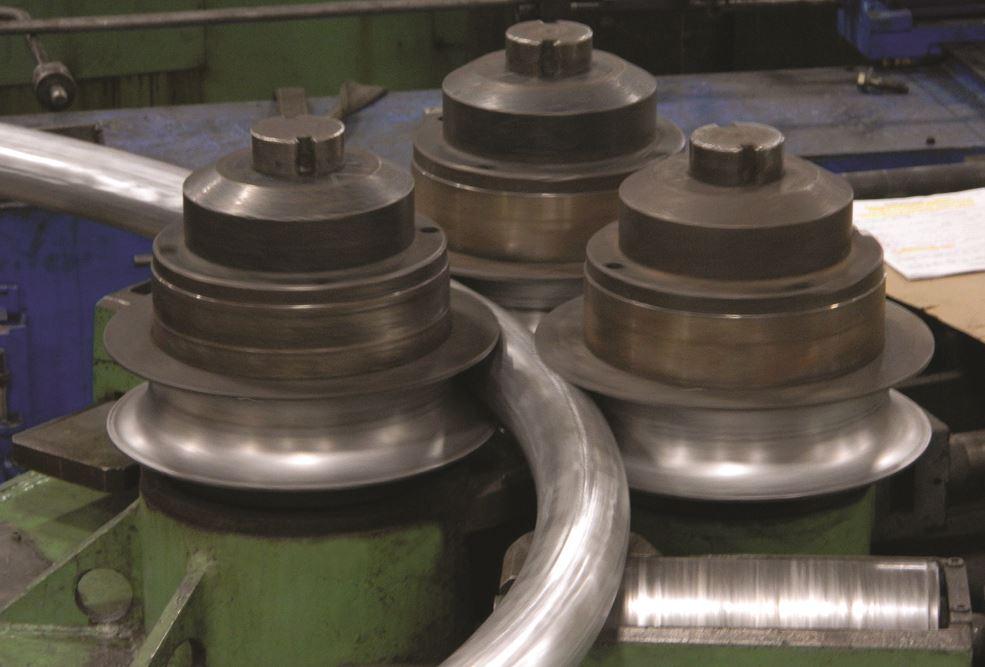
FIGURA 3. Ideal para producir dobleces de radio grande, el doblado por rodillo forma tubería o tubo mediante tres rodillos en una configuración triangular.
El cargo inicial para crear un dado de doblez puede variar ampliamente. Este cargo único cubre el material y las horas de producción que se necesitan para crear el herramental requerido, el cual se usa normalmente en proyectos subsecuentes. Si el diseño de partes tiene flexibilidad en el radio de doblez, un desarrollador de producto podría ajustar sus especificaciones para hacer uso del dado de doblez existente de un vendedor (en lugar de mandar a hacer uno nuevo). Esto puede ayudar al manejo de costos y a acortar el tiempo de entrega.
Agujeros, ranuras u otras características especificadas en el doblez o cerca de éste agregan una operación secundaria al trabajo, pues debe hacerse corte láser después de que se dobla un tubo. Las tolerancias también pueden entrar en el costo. Un trabajo con tolerancias muy estrictas podría requerir un mandril o dado adicional, lo cual aumenta el tiempo de configuración.
Al buscar doblado de tubo o tubería a la medida, los fabricantes tienen muchas variables que considerar. Factores como el herramental, los materiales, las cantidades y la mano de obra, todos tienen un papel.
Y aunque las tecnologías y métodos de doblado han avanzado con los años, muchos fundamentos del doblado de tubo no han cambiado. Conocer los fundamentos y consultar a un proveedor conocedor ayudará a lograr los mejores resultados.


FMA Communications ha introducido al mercado la edición en Español de la revista The Fabricator. Esta versión consiste del mismo tipo de artículos técnicos y sección de lanzamientos de nuevos productos que actualmente presentan el personal de primera categoría de Fabricator en Inglés.
start your free subscriptionPatrick Brunken, VP of Addison Machine Engineering, joins The Fabricator Podcast to talk about the tube and pipe...






{kind=link}
{kind=link}
{kind=link}