















AWS CWI, CWE, NDE Level III
Figure 1: Certified welding inspector certificate.
If you have decided to make the big move to becoming an AWS certified welding inspector (CWI) (Figure 1), you will find a somewhat challenging road ahead. Whether you are a welder or an engineer, you will need training that is specific to this task. The passing rate has increased over the years, but only for those who prepare properly. One of the guys in my class was a welding technician for the Newport News shipyards. When he finished the test, he went to his Subaru (the first one I had ever seen), pulled a pint of 151 Bacardi rum out from under the seat, and drank the whole thing! He survived and made it back to the hotel before passing out.
When I took courses to become a CWI, the passing rate was about 15 percent. There were no American Welding Society seminars, and the only game in town was the Hobart Institute of Welding Technology. These guys were (and are) excellent teachers and made the whole thing fun but challenging. (I could name them, but no one would remember them except everyone over 65) There was a review test every morning to awaken us. The homework was well-arranged to take up the evening, so there was no partying or boozing. The instructors were available for advice until 10:00 p.m.
Several community colleges offer courses for CWI prep. These are not the end of the training, however. In today’s world there is only one way to be sure to get the very best leg up for the test. That is to take the pre-prep and then the AWS, Lincoln, or Hobart seminars. Even if you have been involved in the welding industry for several years, there is much information to digest.
Getting Started. The first thing to consider is whether you have the necessary experience and other qualifications to become a CWI. A potential candidate may go online at aws.org to obtain that information.If you are an educator, you probably will be interested in becoming an AWS certified educator (CWE) at the same time. Take a look at those requirements also. The CWI exam qualifies you for the CWE for an additional fee.
What to Study First. It has been my experience that most candidates need to study the “Terms and Definitions” as contained in the AWS A3 2010. At this time it costs $168 for non-members/$126 for members, but if you really want to get a jump on the “Fundamentals” section of the exam, obtaining this publication will serve you well. Common Misnomers. It is surprising to some with welding experience to learn that a gap between two plates or pipes is actually a root opening as defined by AWS (Figure 2). A stinger is really an electrode holder. An electrode is not a welding rod.The best way to distinguish between a welder as a “person” or a “machine” is to refer to the machine as a power source. One of my pet peeves is the spelling of “welder.” In the old days, a person who welded was a “weldor.” I would like to lead a campaign to cause Mr. Webster to change it. Omar Blodgett of Lincoln Electric says the spelling should remain as weldor.
Perhaps the most common of all misnomers deals with the processes.
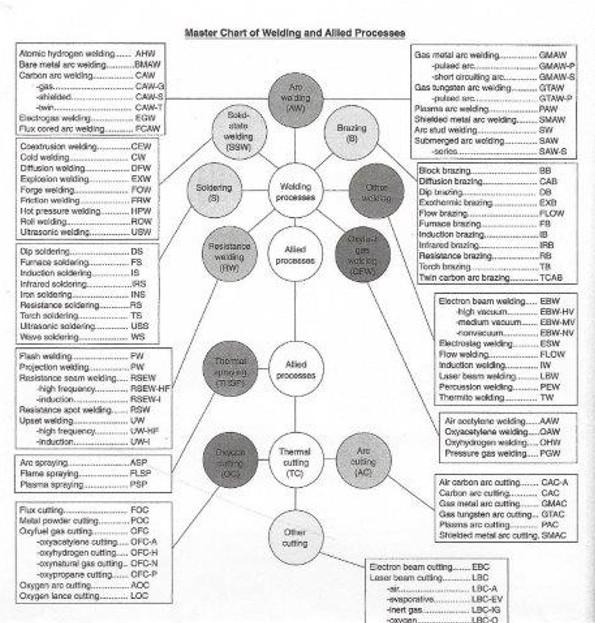
Many new and fairly recently discovered processes are listed in the “Terms and Definitions” publications. The AWS A3.1 publication depicts a Master Chart of welding processes. This is a wall chart that is nice for a classroom in a school or training room in an industrial setting. It also is useful in an engineering department for the nonwelding engineers’ use in preparing specifications. Many textbooks and welding handbooks include the chart (Figure 3).
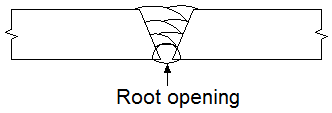
Figure 2: The gap between two plates or pipes is a root opening.
F numbers also are required for WPS and welder qualification forms. The welding engineer or technician usually is the person who must be well-informed about this information.
The Importance of Specifications. The specifications for welding materials are found in the AWS A5 publication and in ASME, Section II Part C. The difference (I don’t know why there is a difference, but I suppose it is just to be different) is the numbering. The AWS A5.1 is SFA 5.1 in the ASME publication. These numbers do not have relevance for tensile strength or position like the classification numbers do. Instead, they provide the location of information relating to the product (Figure 4).
An Example of the Content. One very helpful section of the A5 publication is A5.01, “Procurement Guidelines.” This section describes the use of A5. It covers the filler metal classification selected from the pertinent AWS filler metal specification, the lot classification selected from Section 5 of this document, and the level of testing schedule selected from Table 1, Section 6.
As with all AWS publications, experts from the welding industry are involved in developing important documents. Many of the people are well-known to AWS members.
—Jim Hannas has been around in many different areas of the welding field. He has been with the Midwest Testing Laboratory in Piqua, Ohio, and also headed the welding department at the Edison Institute.
—Sam Reynolds was with the U.S. Nuclear Regulatory Commission and Westinghouse.
—Damian Kotecki was with Teledyne McKay and Lincoln Electric.
Committee servants do the work voluntarily, and it takes a long time, sometimes years, to complete the work.
Example of an A5.1 Specification for Covered Carbon Steel Electrodes. The classification for this type of electrode must meet the following criteria:
Before the material is accepted by the AWS classification standard, it must meet the criteria as stated in section 5.01, procurement.
To be AWS certified in a certain classification, an electrode must have the marking required by Paragraph 6.0 of Section A5.1. This marking certifies that the electrode has passed all the required testing as set forth in this specification. Some of the required tests are:
The next article in this series will cover details of the classification numbering system.

AWS CWI, CWE, NDE Level III
Weld Inspection & Consulting


The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}