















Consultant
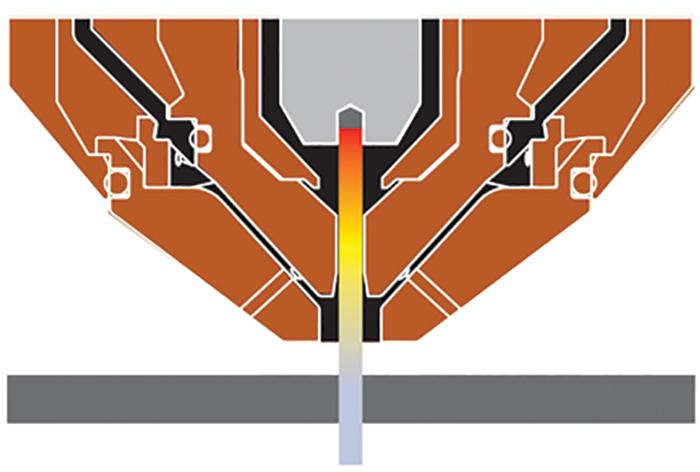
Cut height is the ideal height that your CNC machine and height control should maintain once the machine starts cutting and moving forward. If the torch gets more than about 0.005 in. higher than the suggested setting, expect angularity, a wider kerf, dross, and possible warpage on thin materials. If the torch moves closer than this setting, collisions with the material are likely.
Every day I receive numerous questions about cut quality and consumable selection. Normally these questions come from people using their plasma systems on a small CNC cutting table or similar machine. I provide answers to the questions and, in most cases, the user is pleased. As much as I hate to reveal all my secrets, I have to admit that I get all of this great cut quality information from another source: the operator’s manual for my plasma system.
If you open an operator’s manual you will find hundreds of pages of safety specifications, power supply and torch specifications, power requirements, part lists, and troubleshooting tips. In addition, plunked down right in the middle of the manual is arguably the best resource of all: detailed cut charts with information about cutting mild steel, stainless steel, and aluminum.
The charts cover all the material thicknesses that can be cut with that system; explain which consumable set to use and at what amperage; and provide settings such as kerf, torch-to-work distance, initial pierce height, pierce delay time, as well as cut speed and arc voltage.
Some materials have abnormal metallurgical properties, likely caused by inclusion of unusual levels of carbon, silicon, manganese, or other alloys. Changes in the chemistry of the metal oftentimes make it necessary to stray from the recommended cut speeds or heights to achieve the best results. In those cases, it is best to start with the exact settings shown in the operator’s manual and then make minor adjustments to the cut height and speed as you go.
Here are six tricks, tips, and rules of thumb to keep in mind when choosing which consumables to use for plasma cutting in addition to those laid out in your owner’s manual.
The first and most important tip is to make sure you choose the right consumables for your system. This sounds like pretty simple, commonsense advice, but you’d be surprised at how many times people accidentally pick up and install the wrong consumables. Many consumables parts look the same, so it’s not surprising that it happens. Double-check to make sure the part numbers you choose match the numbers shown on your system or operator’s manual.
Amperage usually isn’t included in cut charts because the amperage you choose should be based on the amperage of your nozzle. For example, if you are using a 45-amp nozzle, then you should set your system to 45 amps.
Setting the amperage too low will cause the torch to produce low energy density, which can form dross or prevent the plasma arc from fully penetrating the material. If the amperage setting exceeds the consumable’s maximum amperage requirements, the nozzle will wear very quickly and fail. Generally speaking, low-amperage consumables and settings will give you better cut quality, while high-amp consumables and settings will allow you to cut faster.Using 10-gauge steel as an example, if you want to use an 85-amp air plasma system to cut parts with the best possible cut quality, you should choose low-amperage consumables. However, if you want to cut faster, use the specifications found in the chart for the 85-amp shielded consumables with the understanding that those parts will have more edge angularity.
You should choose shielded consumables if your CNC cutting table is equipped with an ohmic sensing circuit and uses electrical contact with the shield and the material to determine the exact location of the surface. If your CNC machine does not have ohmic sensing, then you should choose unshielded consumables.

Using worn-out consumables, like the nozzles shown, can cause a host of problems. Make sure you have adequate gas and coolant flow, a good work cable connection, and set amperage levels that your consumables can support.
Cut height is the ideal height that your CNC machine and height control should maintain once the machine starts cutting and moving forward. If the torch gets more than about 0.005 in. higher than the suggested setting, expect angularity, a wider kerf, dross, and possible warpage on thin materials. If the torch moves closer than this setting, collisions with the material are likely. Additionally, you risk getting metal splatter on the front of your consumable set, which could affect your arc.
On a related note, it’s a good idea to apply a water-based gas metal arc welding (GMAW) antispatter spray onto the tip of your torch once the consumables are installed. This will help prevent metal debris and molten metal from sticking to your consumables or, at the very least, make it easier to remove anything that does stick.
Achieving the proper pierce height is just as critical as proper cut height in ensuring long consumable life. If the height is too low, spatter blown back during piercing can destroy the nozzle after only a few starts. Piercing too high may cause excess pilot arcing and lead to premature nozzle damage. The proper pierce height is one and a half to two times the correct torch-to-work distance.
Found in the Best Quality Settings and Production Settings column of your cut charts, arc voltage measurement is the actual unit of measurement between the electrode inside the torch and the material you are cutting. The longer the plasma arc, the higher the arc voltage. Keep in mind that the voltage setting listed in the manual will provide the correct cut height, assuming your consumables are new. If your consumables are a bit worn, you will likely need to adjust this distance manually.
Also, make sure the height control is calibrated correctly. This is important because the calibration can be off by 15 to 20 volts on some smaller machines.
If you find that you are going through consumables excessively, there are likely six reasons why.

Some circumstances make it necessary for you to stray from the recommended cut speeds or heights. In those cases, it is best to start with the exact settings shown in the operator’s manual and then make minor adjustments to the cut height and speed as you go.
Be sure to follow the cut chart settings listed in your owner’s manual and use the right consumables. If you do that, paired with minding the tips above, you are sure to enjoy better cut quality and longer, more consistent consumable life, which in the end will lead you to save money when plasma cutting.
Jim Colt is brand ambassador for Hypertherm Inc., 21 Great Hollow Road, Hanover, NH 03755, 800-737-2978,jim.colt@hypertherm.com, www.hypertherm.com.

Replace standard all-copper electrodes when the hafnium pit depth reaches 0.040 in. Silver/hafnium interface electrodes can reach a pit depth of 0.080 in. safely before they need to be replaced.


The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





