















North American Sales Manager, Saws and Hand Tools
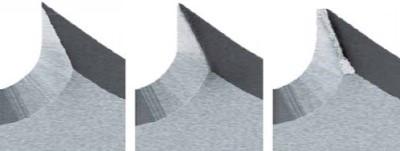
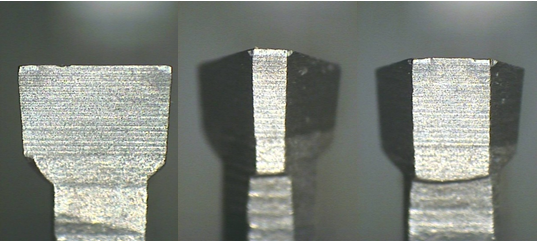
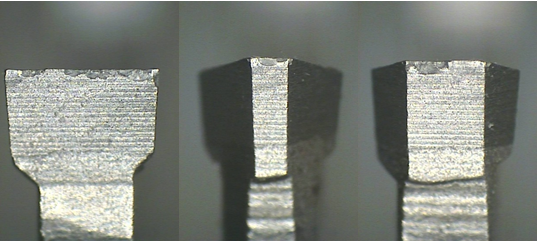
A new blade has a razor-sharp tooth, the tip of which is delicate (left). When broken in properly, it has a small radius (center). If used without a break-in period, the cutting edge is likely to become chipped and jagged (right).
In today’s competitive environment, everyone is on the lookout for ways make their business operations more profitable. Sometimes, cutting costs can seem like an attractive way to do so. However, simply reducing the cost of equipment or a process is not a guarantee of success. A better goal is to become more efficient on the job so that manufacturing operations are more productive, ultimately improving the bottom line.
In the context of band saw cutting operations, an important way to increase productivity is to extend the blade’s service life. Fabrication and metalworking shops are always looking for a band saw blade that will last longer and deliver better-quality cuts. And while cost per blade is important—and very easy to measure—it is the cost per cut that really matters. Using a band saw blade that lasts longer minimizes the cost per cut and correlates directly to productivity.
The service life of a band saw blade and the quality of the surface finish at the cut end are not determined solely by the blade manufacturer’s product design. Machine maintenance and operating practices can contribute to, or detract from, this performance. Assuming that the band saw is well-maintained and that the operator follows the speed and feed settings recommended by the manufacturer, one more critical, often overlooked, step remains: breaking in the blade.
Virtually all manufacturers agree a blade that has been broken-in properly has a service life that is substantially longer than one that hasn’t. So why would the operator skip this important step? Some feel it is not worthwhile because it comes at the short-term cost of reducing the feed pressure for the first 25 to 100 sq. in. of cutting. These operators don’t factor in the long-term benefit, which is an extended lifespan with less-frequent blade changes and, therefore, more uptime. A proper break-in period also improves the surface finish of the cuts.
After the teeth are honed and properly broken in, the blade will cut faster, straighter, and longer than a blade that was broken in incorrectly or not at all.
For softer materials, such as carbon steel and aluminum, common practice calls for reducing the feed pressure to 50% of the normal cutting feed pressure for the first 50 to 100 sq. in. The transition to the full cutting speed should be gradual.
For harder materials such as nickel-based alloys, as well as other difficult-to-cut materials including hardened steels, tool steels, and stainless steels, the break-in practice usually isn’t as rigorous. A feed pressure of 75% of the normal pressure over the first 25 to 75 sq. in. is sufficient. The increase in feed pressure should take place gradually, reaching 100% after 50 sq. in.
The saw operator should take care when increasing the feed pressure, as doing so too quickly can lead to vibrations that disturb the cutting process.


The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}